螺纹紧固件拧紧过程角度监控和扭矩监控研究
2022-01-18马贝方陈智隆于乐翔张敏捷陈福森
马贝方,陈智隆,于乐翔,张敏捷,陈福森
螺纹紧固件拧紧过程角度监控和扭矩监控研究
马贝方,陈智隆,于乐翔,张敏捷,陈福森
(吉利汽车集团有限公司ME中心,浙江 宁波 315000)
在汽车开发到制造过程中,扭矩是重要的工艺参数,对质量起到重大影响。螺纹紧固件在拧紧过程中,不仅要控制最终的扭矩,其过程中的扭矩和角度也要进行监控,避免出现最终扭矩合格,实际上内部出现异常,存在例如卡滞、滑牙等隐患。对拧紧过程的扭矩监控和角度监控,能更好地发现拧紧过程的异常问题,进一步提升螺纹紧固质量。通过对拧紧结果数据进行统计分析,扭矩控制法紧固点进行角度统计分析,设定监控范围。扭矩加转角控制法进行扭矩统计分析,设定监控范围。对超差样本进行问题排查分析,找出问题点解决掉,真正提升螺纹连接质量。
汽车制造;扭矩;角度监控;扭矩监控
引言
目前各车企车辆出厂时扭矩合格,但是在市场上经过一段时间后,仍然有松动异响、脱落等异常现象。
随着各车企对拧紧质量的重视,传感器式电动工具使用已经越来越多,传感器式电动工具可以记录拧紧结果和拧紧曲线,便于调取分析。为扭矩的角度监控和扭矩监控[1]提供了前提条件。
通过对动态扭矩[2]拧紧结果数据进行统计分析[3],扭矩控制法紧固点进行角度统计分析,设定角度监控范围。扭矩加转角控制法[4]进行扭矩统计分析,设定扭矩监控范围。拧紧过程,如果出现监控范围超差,工具报警[5],操作者进行返工,避免异常问题流出。同时对超差样本进行问题排查分析,找出问题点解决掉,真正提升螺纹连接质量。
1 角度监控
针对扭矩控制法紧固点,最终控制的是扭矩,需要对角度进行监控。
1.1 角度监控初设
角度监控分2段进行,见图1所示:
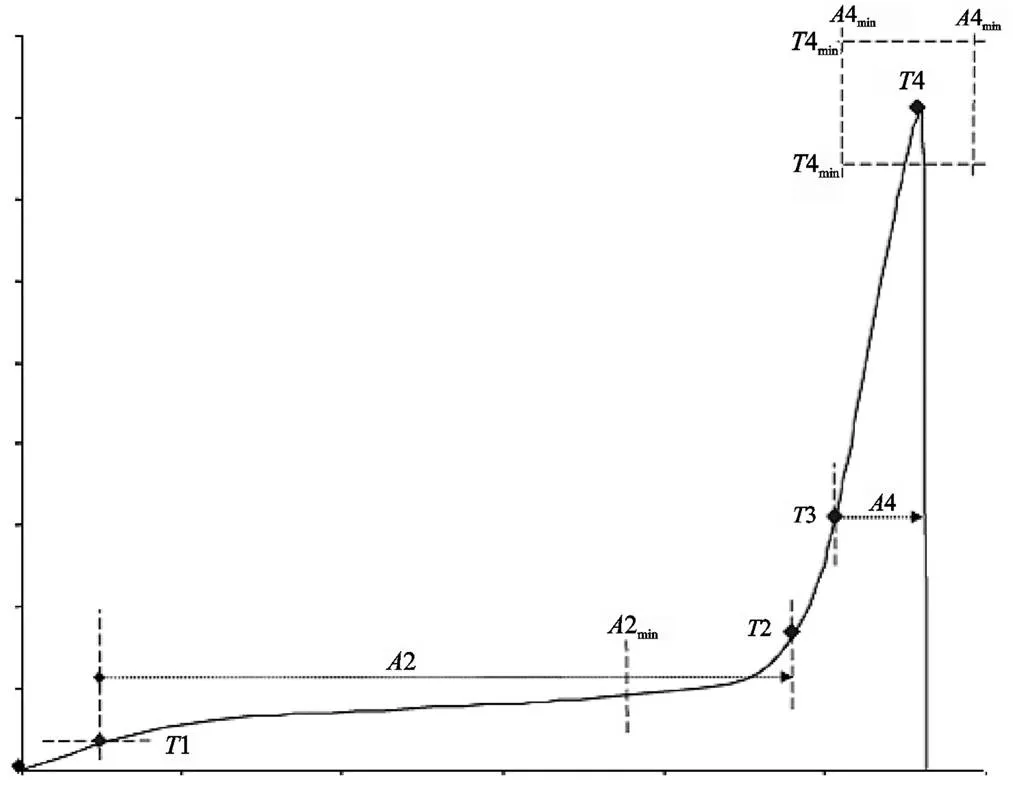
图1 扭矩控制法接头角度监控原理图
第1段监控螺栓是否正常进入螺纹。扭矩从1到2,角度2的值要求大于720°,即转过2圈。说明螺栓已经进入正规,已正常啮合进螺纹。已定义手预带的紧固点,可以不做第1段角度监控。
1根据不同螺栓规格可以定义标准值进行初设定,根据拧紧曲线进行修正,低于螺栓快速旋入时候的扭矩值。2在曲线中进入稳定变化的直线段时选取一点。一般情况按照50%的目标扭矩初设。
第1段角度监控主要控制螺栓是否正常进入螺栓,发现倾斜紧固造成的卡滞。
第2段监控螺栓贴合之后,扭矩从3到4目标扭矩,4扭矩合格前提下,4角度是否合格。
在螺栓端面和工件贴合之后,扭矩曲线处于角度和扭矩稳定变化的直线段时,选取一点作为开始监控的扭矩起始点3。一般操作初设按照50%的目标扭矩作为监控起始扭矩,再结合拧紧曲线确认此监控起始扭矩的合理性。
第2段角度监控是真正发现潜在的质量风险,可以发现卡滞导致监控角度偏小情况,可以发现滑牙导致监控角度偏大的情况。
1.2 角度监控拧紧结果数据收集和分析
以第2段角度监控为例,在传感器式电动工具控制器上设置角度监控3监控起始扭矩,初设3为50%的目标扭矩4。扭矩从3到4的角度4的范围,初设为0°~9 999°,作为数据采集。
生产10台车辆之后,查看拧紧曲线,观察3是否处于扭矩稳定变化的直线段。如果不是,则修正3。
3确定后,生产1 000个车辆,电动工具拧紧之后,拧紧结果数据会上传工具服务器,访问工具服务器网址,将要分析紧固点的拧紧结果数据导出来。对监控的角度值4进行统计分析,监控范围按照±4.5σ设定。监控下限小于0时,根据样本分布情况,取5°~10°中的数值。
不同角度值的样本数量以柱状图方式展示,符合正态分布。第2段角度监控例如图2:平均值36°,西格玛6°,±4.5σ计算得出监控范围11°~62°。
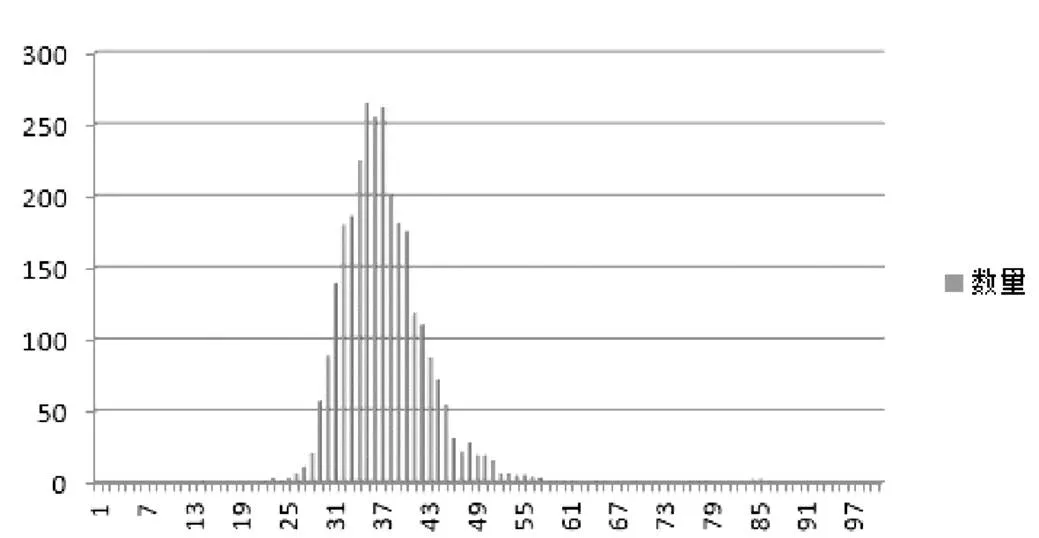
图2 角度监控数据分布图
小于角度监控下限和大于角度监控上限的样本要开展原因分析,从人员操作、工具标定、标准件摩擦系数、零件材质和表面涂层、车身螺纹孔是否有杂质等方面进行问题排查。
问题解决后,再次进行统计分析,以确认样本分布更加收敛,超差情况得以改善。后期可定期进行统计分析,确保生产过程质量稳定。
1.3 工具参数修正
将优化后的拧紧结果统计分析后的角度监控范围,设置到传感器式电动工具的控制器中,超出角度监控范围的工具报警,操作者进行返工。确保异常问题及时发现和解决。
2 扭矩监控
扭矩加转角控制法紧固点,最终控制的是角度,需要对扭矩进行监控。
2.1 扭矩监控初设
非屈服点扭矩加转角控制法紧固点,如图3所示:

图3 非屈服点扭矩加转角控制法接头扭矩监控原理图
初始扭矩到达3,再转动4目标角度,获取4的扭矩值,对4设定监控范围。初始监控范围根据螺纹接头试验得出。
屈服点扭矩加转角控制法紧固点,如图4:
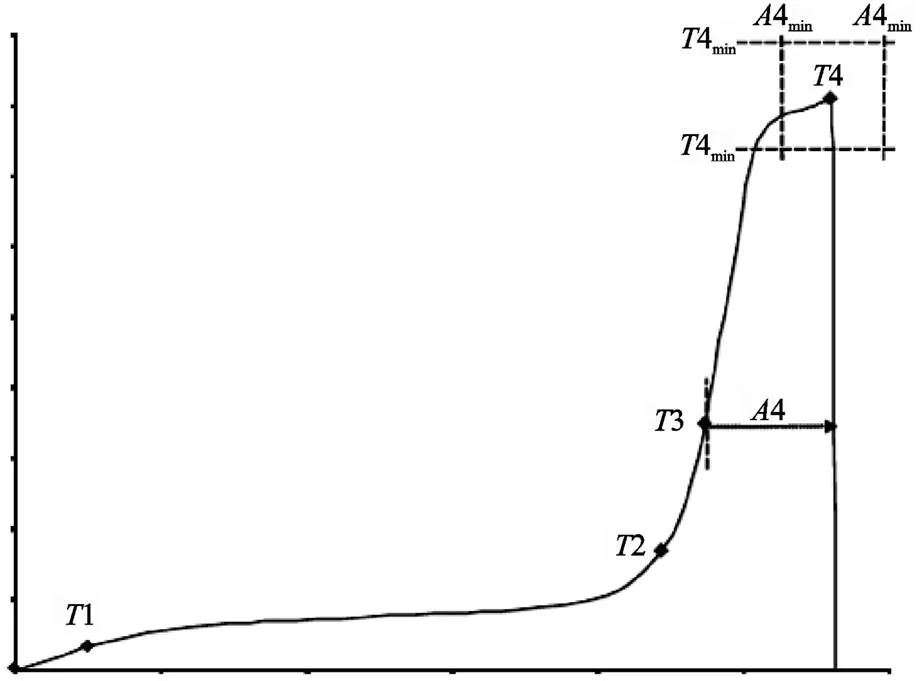
图4 屈服点扭矩加转角控制法接头扭矩监控原理图
2.2 扭矩监控验证优化
对4样本进行统计分析,例如某紧固点,90 N.m+140°,初设扭矩监控范围为125 N.m~280 N.m,统计分析,扭矩平均值为172 N.m,为12 N.m,±4.5σ的计算范围为120 N.m~224 N.m。最终加严控制,监控范围优化为125 N.m~224 N.m。不同扭矩值的样本数量以柱状图方式展示,符合正态分布。如图5所示:

图5 扭矩监控数据分布图
小于扭矩监控下限和大于扭矩监控上限的样本要开展原因分析,从人员操作、工具标定、标准件摩擦系数、零件材质和表面涂层、车身螺纹孔是否有杂质等方面进行问题排查。
问题解决后,再次进行统计分析,以确认样本分布更加收敛,超差情况得以改善。后期可定期进行统计分析,确保生产过程质量稳定。
2.3 工具参数修正
将优化后的拧紧结果统计分析后的扭矩监控范围,设置到传感器式电动工具的控制器中,超出扭矩监控范围的工具报警,操作者进行返工,确保异常问题及时发现和解决。
3 角度监控案例
3.1 超下限和超上限样本分析
某紧固点,动态扭矩70 N.m,设定扭矩到达35 N.m开始计角度,统计1 000个样本。角度分布如图6所示:
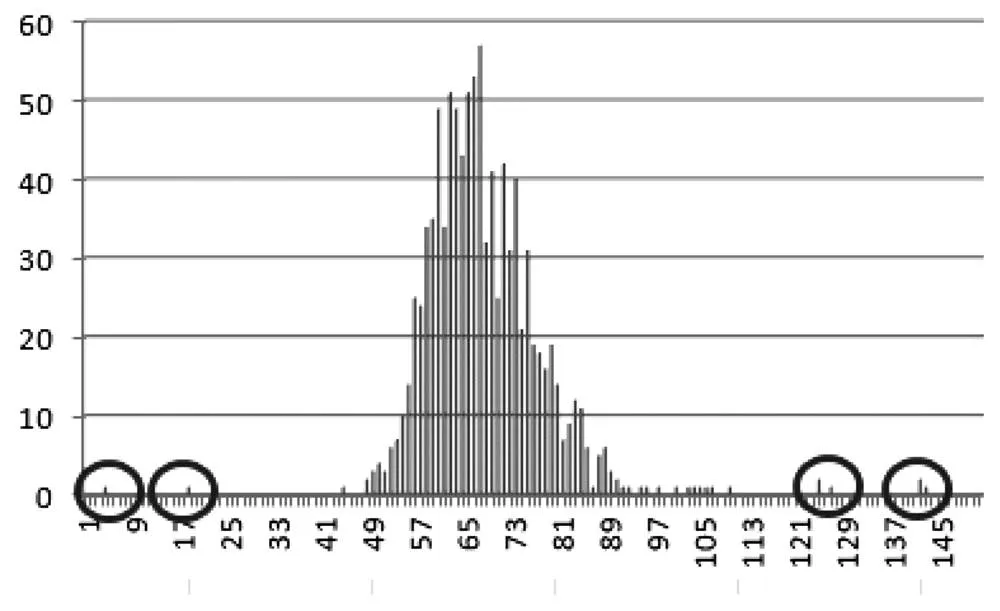
图6 角度监控超差样本分析
平均值67°,为13°。角度监控范围:20°~120°。下限超差2个,上限超差9个,总超差率1.11%。需要对这超差的11个样本进行分析。如图中红圈圈示的偏小和偏大样本。
查看其拧紧曲线,和拧紧结果详细数据。必要时拆解该车辆此处螺栓,查看标准件螺纹及车身螺纹情况,是否有杂质、涂油、滑牙。
有杂质情况下,摩擦系数增大,达到相同扭矩转动的角度偏小。角度监控的样本分布在超下限区域。
涂油情况下,摩擦系数降低,达到相同扭矩转动的角度偏大。角度监控的样本分布在超上限区域。
滑牙情况下,角度监控的样本分布在超上限区域。曲线状态为扭矩上不去,角度不断增加。
3.2 重复拧紧分析
某紧固点,一把枪只打1个紧固点,分布图出现2个波峰的情况,发现有一部分样本比较集中在小数值区域。如图7所示。
经过现场查看操作者的拧紧过程,发现操作者有习惯性多按一次的情况。对该操作者进行提醒。
为了规避此问题的发生,修正工具参数,将角度监控范围下限增加到15°,当员工出现重复打紧时,工具报警提示,引导操作者改正不良的操作习惯。

图7 角度监控重复拧紧分析
3.3 多类型紧固点分析
某工具的数据情况,角度监控平均值40°,σ为18°,监控范围5°~120°,样本分布图出现2个波峰。如下图8所示:

图8 角度监控多类型紧固点分析
确认此工具,相同扭矩紧固多个紧固点,其中1个紧固点和其他点的结构状态差异较大。存在2类不同类型结构的紧固点。
此情况可采用2种解决方式:
方式1:工具程序维持1个拧紧程序,角度监控范围扩大,覆盖2类紧固点,对这两类紧固点进行一起监控。
方式2:工具程序改成2个拧紧程序,对2个拧紧程序的数据分别设定角度监控范围,对这两类紧固点采用分别监控。
两种方式,第2种对质量控制更加严格,监控更加精准。
3.4 标准件摩擦系数监控
某紧固点,角度监控平均值37°,为6°,样本比较收敛。如图9所示:

图9 角度监控摩擦系数分析1
经过一段时间后,再次进行角度分析,发现平均值为67°,为13°。如下图10所示:

图10 角度监控摩擦系数分析2
不同时间段的角度监控平均值发生较大幅度变化时,需要进行问题排查分析。
经确认,零部件端面的摩擦系数发生了变化。反馈供应商对摩擦系数进行重点管控。
扭矩监控方法和角度监控相同。通常在样车试制试生产阶段,根据50个样本做第一轮优化,在量产之后,根据1 000个样本做第二轮优化。
通过角度监控和扭矩监控分析,对零部件状态、人员操作状态、工具状态进行分析,可以发现之前不容易发现的问题点,找出问题,优化解决,从根本上提高了扭矩质量。
4 结语
本文从角度监控、扭矩监控两个方面,对扭矩监控方法进行研究,使用统计学方法对角度监控值或扭矩监控值进行统计分析,并针对超差问题开展各类影响因素分析,找出根本原因并解决问题,真正实现提高螺纹连接拧紧质量的目的,为各制造公司扭矩质量提升工作提供了理论指导。
[1] 张文涛,尹利亮.汽车制造过程中装配扭矩的控制和管理[J].科学家,2017,5(09):37-39.
[2] 覃奕,李红艳.SPC在发动机装配过程动态扭矩的分析和控制[J].装备制造技术,2017(06):230-232.
[3] 朱正德.螺栓拧紧的统计过程控制[J].中国质量,2003(10):74-77.
[4] 王海渊,孙希波,邵立新,等.浅析“扭矩+转角”紧固法在连杆螺栓紧固过程中的应用[J].内燃机,2013(02):31-33.
[5] 韦家衬,庞承可.关于发动机连杆螺栓拧紧过程拧紧机报警的分析[J].装备制造技术,2018(12):133-136.
Screw Fastener Angle Monitoring and Torque Monitoring
MA Beifang, CHEN Zhilong, YU Lexiang, ZHANG Minjie, CHEN Fusen
( Geely Automobile Group Co., Ltd., ME Center, Zhejiang Ningbo 315000 )
Torque is an important technological parameter in the process of automobile development and manufacturing, which has a great influence on the quality.During the tightening process of threaded fasteners, not only the final torque should be controlled, but also the torque and angle in the process should be monitored.Avoid the occurrence of qualified final torque, actually internal abnormalities, such as stuck, screw loose and other hidden dangers.By monitoring the torque and angle of the tightening process, the abnormal problems in the tightening process can be better found and the screw thread fastening quality can be further improved.The tightening result data was statistically analyzed, the tightening point of torque control method was statistically analyzed, and the monitoring range was set.Torque and angle control method is used to analyze torque statistics and set the monitoring range.Check and analyze the out-of-tolerance samples to find out the problem points and solve them, so as to improve the quality of thread connection.
Automobile manufacturing; Torque; Angle monitoring; Torque monitoring
TH 16
A
1671-7988(2021)24-109-05
TH 16
A
1671-7988(2021)24-109-05
10.16638/j.cnki.1671-7988.2021.024.025
马贝方(1982—),男,总装工艺工程师,大学本科,就职于吉利汽车集团有限公司ME中心,主要从事同步工程、工艺开发、扭矩、防错等方面的研究。
