莱新铁矿石选硫试验研究
2022-01-17杨晓郑军王迪
杨 晓 郑 军 王 迪
(1.莱芜莱新铁矿有限责任公司2.鲁中矿业有限公司)
硫广泛应用于工业、医药等领域,是制造硫酸、皮肤病治疗药物的主要原料[1-3]。在钢铁冶炼中,硫是有害元素,因而对铁精矿含硫有着非常严格的要求[4]。
莱新铁矿石含硫较高,选铁过程中必须考虑硫的去除,因此进行了矿石的选硫试验。
1 试样
试样主要化学成分分析结果见表1,硫化学物相分析结果见表2。
由表1可以看出,试样中可供选矿富集回收的主要元素铁品位为55.48%,可综合回收的元素铜、钴、硫含量分别为0.10%、0.03%和0.74%。

?
由表2可以看出,试样中硫化物中硫、硫酸盐中硫、单质硫含量分别为0.59%、0.04%、0.11%。

?
2 试验方法
试验原则流程为先浮选除杂(滑石等),然后浮选选硫。试验流程见图1。除杂浮选捕收剂为煤油,起泡剂为2#油;浮硫试验调整剂为水玻璃,捕收剂为戊基黄药,起泡剂为2#油。
3 试验结果与讨论
3.1 磨矿细度试验
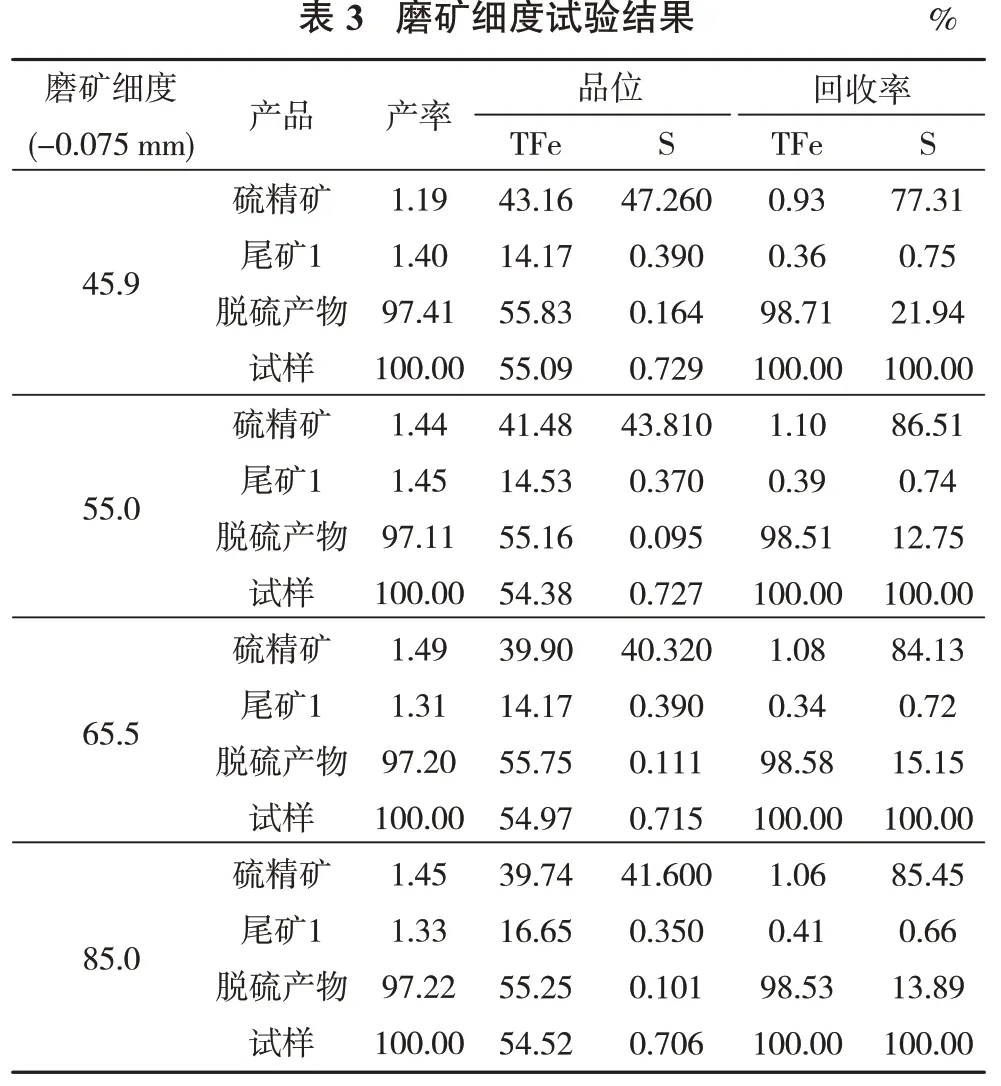
磨矿细度是影响精矿指标的关键因素之一[5]。磨矿细度试验流程见图1,固定除杂浮选煤油用量为50 g/t,2#油用量为100 g/t,浮硫试验水玻璃用量为1 000 g/t,戊基黄药用量为60 g/t,2#油用量为30 g/t,试验结果见表3。

?
由表3可以看出,随着磨矿细度的提高,硫精矿品位总体下降,回收率先上升后维持在高位,对铁回收率影响均不大。综合考虑,确定磨矿细度为-0.075 mm占55.0%。
3.2 除杂浮选条件试验
试验采用1次粗选流程。
3.2.1 煤油用量试验
滑石可浮性较好,煤油是滑石等脉石矿物浮选的理想捕收剂。煤油用量试验2#油用量为40 g/t,试验结果见表4。

?
由表4可以看出,随着煤油用量的增加,杂质上浮量增加。综合考虑硫损失率情况,确定煤油用量为50 g/t。
3.2.2 2#油用量试验
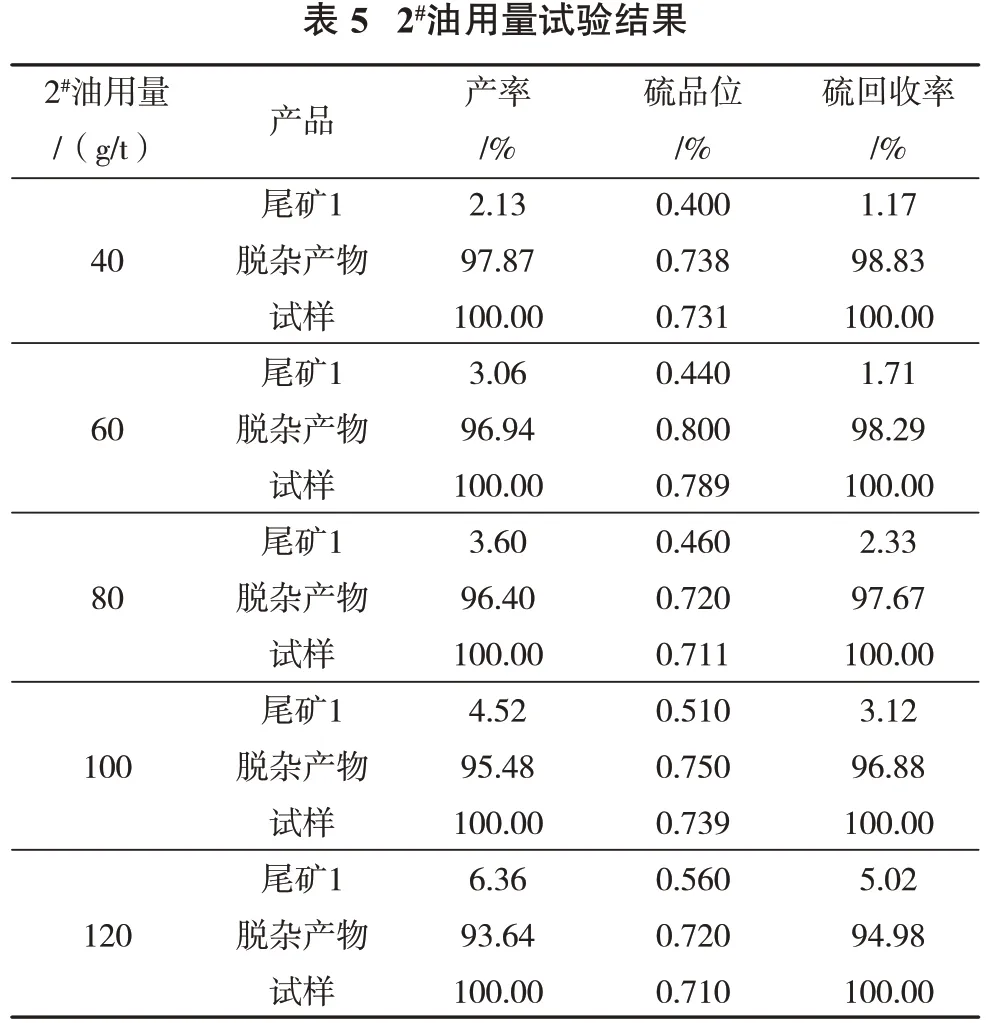
2#油用量试验煤油用量为50 g/t,试验结果见表5。
?
由表5可以看出,随着2#油用量的增加,杂质上浮量增加,硫损失率呈先慢后快的上升趋势。为减少硫损失,并尽可能脱除滑石,确定2#油用量为100 g/t。
3.3 选硫浮选条件试验
试验流程见图1,试验固定磨矿细度为-0.075 mm占55.0%,除杂浮选煤油用量为50 g/t,2#油用量为100 g/t。
3.3.1 水玻璃用量试验
由于矿石中方解石、云母、滑石等碳酸盐、硅酸盐矿物含量较高,水玻璃又是该类矿物的有效抑制剂和矿浆分散剂,因此,需确定水玻璃的适宜用量。水玻璃用量试验固定戊基黄药用量为60 g/t,2#油用量为30 g/t,试验结果见表6。
由表6可以看出,水玻璃用量为1 500 g/t时,硫精矿指标总体较好,因此确定水玻璃用量为1 500 g/t。
3.3.2 戊基黄药用量试验
戊基黄药用量试验固定水玻璃用量为1 500 g/t,2#油用量为30 g/t,试验结果见表7。
由表7可以看出,随着戊基黄药用量的增加,硫精矿品位显著下降,回收率上升。综合考虑,确定戊基黄药用量为60 g/t。
3.4 浮选浓度试验
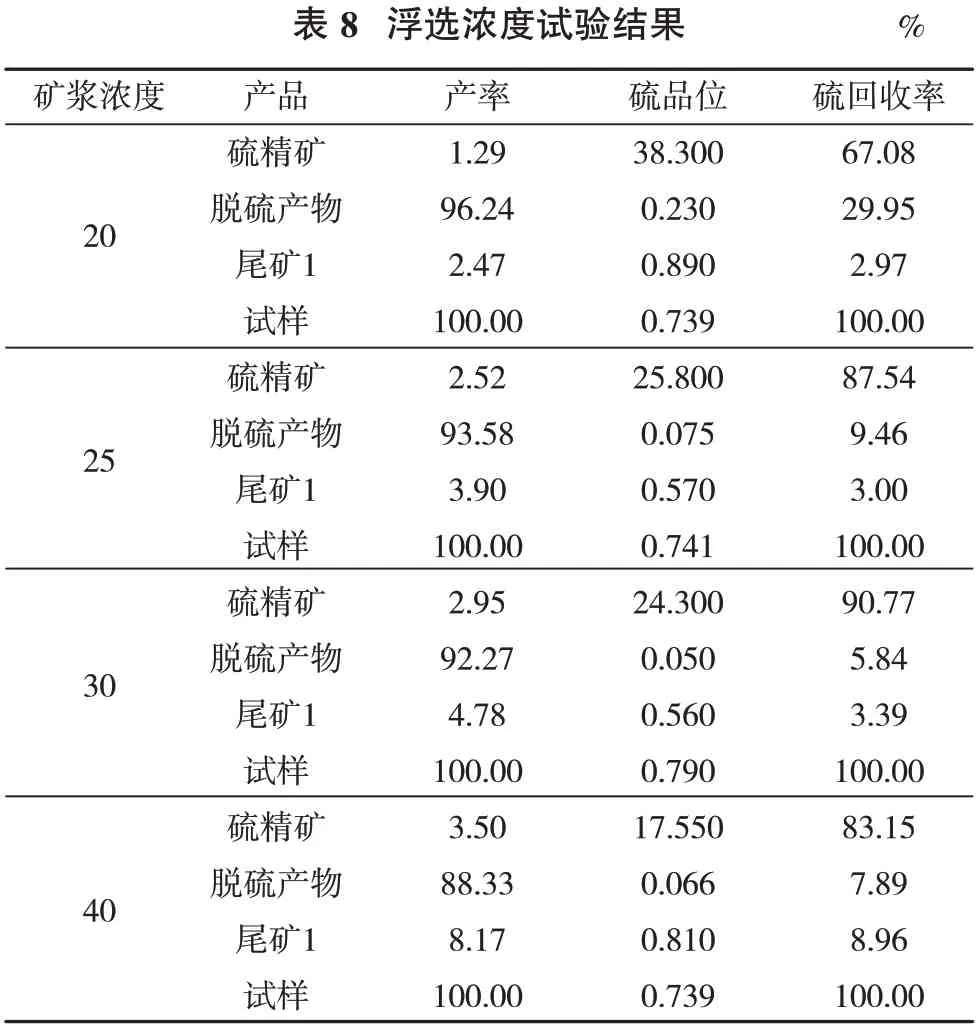
由于矿石中含有大量的云母、滑石、绿泥石等易碎矿物,在碎磨过程中易产生次生矿泥,进而影响浮选效果,而矿浆浓度的高低对含泥矿物的浮选影响较显著[6-7]。因此,进行了浮选浓度试验,在上述条件试验基础上考查了浮选浓度对浮选指标的影响,试验结果见表8。

?
?
由表8可以看出,随着浮选浓度的提高,硫精矿品位下降,硫回收率先升后降。综合考虑,确定浮选矿浆浓度为30%。
3.5 浮选时间试验
在上述条件试验基础上考查了浮选时间对浮选指标的影响,试验硫粗选1时间2 min,其余5次粗选时间均为1 min,结果见表9。
由表9可以看出,随着浮选时间的延长,硫精矿品位下降,累计回收率上升。综合考虑,确定浮选时间为6 min,对应的硫精矿品位为24.33%,回收率为90.59%。
4 结 论
(1)试样中可供选矿回收的主要元素铁品位为55.48%,可综合回收的元素铜、钴、硫含量分别为0.10%、0.03%和0.74%;试样中硫化物中硫、硫酸盐中硫、单质硫含量分别为0.59%、0.04%、0.11%。

?
(2)试样在磨矿细度为-0.075 mm占55.0%、矿浆浓度为30%的情况下,采用1次粗选脱杂(煤油用量为50 g/t,2#油用量为100 g/t),1次粗选浮硫(水玻璃用量为1 500 g/t,戊基黄药用量为60 g/t,2#油用量为30 g/t,浮选时间为6 min),最终获得硫品位为24.33%,回收率为90.59%的硫精矿。