低阶煤含酚氨热解废水零排放处理技术进展
2022-01-14杨雪婷宋国良
杨雪婷,宋国良
(1.中国科学院 工程热物理研究所,北京 100190;2.中国科学院大学,北京 100049)
0 引 言
“富煤缺油少气”的能源特征促使煤化工行业快速发展,我国每年生产焦炭4.5亿t左右,为提高低阶煤的利用效率,常采用低温热解,因此每年都会产生大量的低阶煤热解废水(简称“热解废水”)。热解废水含有大量难降解有机物、氨氮和挥发酚等污染物。据国家统计局[1]统计,2017年我国废水排放总量为699.66亿t,废水中化学需氧量(COD)排放量为608.9万t,氨氮排放量为96.34万t,挥发酚排放量为244.1万t,2018和2019年废水中化学需氧量分别为584.2万t和567.1万t,较2017年逐年下降,可见我国废水治理初见成效,但废水排放量基数庞大,治理力度仍需持续加强。GB 8978—1996《污水综合排放标准》规定COD、氨氮、挥发酚和石油类的排放量分别不超过100、15、0.5和5 mg/L,个别地区还制定了更为严格的污水排放标准。GB 16171—2012《炼焦化学工业污染物排放标准》规定焦化行业排放废水的COD、氨氮、挥发酚及石油类等直接排放限值分别为80、10、0.3和2.5 mg/L。对生态环境脆弱的地区规定了COD、氨氮、挥发酚和石油类的特别排放限值分别为40、5、0.1 和1.0 mg/L。热解废水的清洁、高效处理是亟需解决的问题,且我国煤炭资源与水资源呈逆向分布,对于水资源匮乏地区的煤化工企业,水资源的回收利用具有重要意义。因此有必要对热解废水的处理技术进行梳理和总结,为今后热解废水的处理和资源化利用提供参考。
1 煤热解废水的来源及危害
我国低阶煤资源丰富,为了提高低阶煤的利用效率,采用煤热解燃烧分级分质转化多联产技术[2-4],由于吸附水的存在和含氧官能团之间的交联反应,煤热解过程会产生水[5-6],在煤气冷凝、洗涤以及焦油分离等过程中产生热解废水。我国焦化及煤化工行业都会产生大量热解废水,其成分复杂,含有芳香族及长链烃类有机物、苯、挥发酚、氨氮和油类等[7-8],具有高COD、高色度和可生化性差等特点,处理难度大[9-10],回收利用困难。通常热解废水中的主要成分及质量浓度见表1。

表1 热解废水主要成分及质量浓度[11-12]
不同设备、工艺产生的废水成分有所差别,如碎煤加压气化废水[13]中COD质量浓度高达20 000~30 000 mg/L,挥发酚质量浓度为2 900~3 900 mg/L,氨氮质量浓度为3 000~9 000 mg/L。
热解废水中的酚类物质和氨危害很大[14],酚类化合物可使蛋白质变性或凝固,对各种细胞有直接毒害作用。氨氮在有氧条件下会生成有剧毒的亚硝酸盐,会使人体表现出高铁血红蛋白症状,可导致死亡[15]。若将未经处理的热解废水排放到环境中,有毒物质会污染土壤和水源并在植物中富集,进而危害人类健康。因此处理热解废水的关键在于有害物质的降解。
北京、天津和上海重点地区的污水排放标准中对COD、氨氮、挥发酚和石油类污染物的排放限值见表2。可知热解废水中的污染物含量远高于排放标准限值,必须对其进行一系列净化处理。
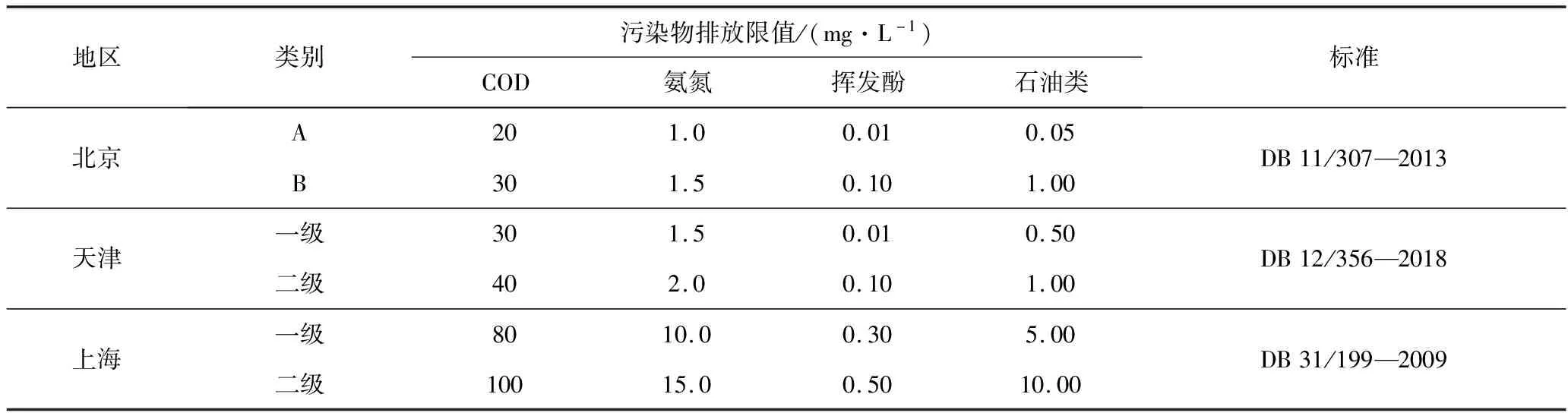
表2 重点地区的污水排放标准
2 传统处理工艺技术现状
目前,常采用“预处理—生化处理—深度处理—浓盐水处理”技术路线来实现近零排放[16]。
2.1 预处理
高浓度热解废水可通过预处理[17]提取回收其中的氨和酚类,并去除油类。热解废水中的氨常采用氨吹脱法(汽提法)进行分离。热解废水中酚类常采用萃取法脱除,萃取法具有操作简单、投资较少等特点,二异丙基醚可用于酚类的物理萃取[18],当酚水与二异丙基醚的体积比控制在10∶1时,酚的萃取效率可达90%[19]。但萃取剂的损耗大、二次污染严重。若采用磷酸三丁酯和三辛基氧膦进行络合萃取后再用NaOH溶液对酚类进行回收[20],或采用膜萃取,可提高酚类的萃取效率和环境效益[21-22]。
通常采用气浮法脱除热解废水中的油类。气浮法是将送入热解废水中的空气粉碎成微气泡,微气泡黏附油滴后借助表面张力上浮到液体表面,从而实现油/水分离。通常单独采用气浮除油技术难以满足除油要求,各种除油方法组合使用才能满足各工艺环节的进水要求。采用空气气浮除油时,空气中的氧气会将热解废水中的酚类氧化,由于带有羟基的杂环类物质、脂肪烃类物质和表面活性剂物质的存在,曝气过程会产生大量泡沫[13]。哈尔滨工业大学研发的氮气气浮除油技术[23-24]对油类去除效率可达93%(图1),不仅解决了煤化工废水的除油问题,还避免了废水的预氧化,减小了后续处理的泡沫问题以及色度加深、苯醌类物质难以生化降解等问题。

图1 氮气气浮除油技术流程[24]
此外,麻微微等[12]认为铁-碳微电解技术是提高煤热解废水预处理效能的可行途径。铁-碳微电解技术利用废水、零价铁、颗粒活性炭构成原电池微体系,通过电化学氧化还原作用以及吸附混凝作用可以有效去除热解废水中的污染物质,同时多种酚类物质和杂环类物质可以被降解或完全矿化。该技术对COD、酚类和油类的去除率分别达到51.87%、54.32%和47.8%,其与生物工艺的耦合可成为煤热解废水处理中具有发展前景的技术路线。
2.2 生化处理
经过预处理后的热解废水中仍含有大量长链烷烃类、芳香烃类、杂环类、酚类和氨氮等有害物质。生化处理是利用微生物的降解作用进一步去除热解废水中的残存有机物,但酚类物质对微生物的生存有抑制作用,研究表明苯酚含量的增加不利于氨氮的去除[25]。因此,酚类物质的降解和毒性控制是生化处理需要解决的关键问题。
目前生化处理以厌氧与好氧技术相结合为主[26],或采用多级厌氧/好氧(A/O)技术[27-29],JIA等[30]用一个带有间歇曝气的膜生物反应器(MBR)处理来自煤气化废水的渗透浓缩物,结果表明间歇性曝气对减少亚硝酸盐和硝酸盐有显著影响,硝酸盐随着非曝气时间的增加而减少。该技术适应性强,可根据水质调节回流比,系统污泥浓度高、能耗低,但是对于高浓度废水则需要持续回流稀释,降解效率较低。哈尔滨工业大学研发的多元酚厌氧(EC)共代谢机理与应用成果,可以显著提高酚类物质的生物降解性能[31],对COD和酚类的去除率分别达到40.7%和35.2%。生物增浓(BE)技术通过控制特定的水力条件、高生物添加剂、高污泥浓度和高污泥龄等参数,在最佳回流比和低氧状态下,酚类物质的毒性有效降低[23,32]。
以外循环厌氧技术(EC)、生物增浓技术(EB)和多级A/O脱氮技术为主体构成的多级生物组合处理技术(EBA)[33]具有有机负荷高、水力停留时间短、占地小、基建投资少和运行成本低等优点,EBA技术对COD、酚类和氨氮的去除率可分别达到97.5%、99.9%和94%。工艺流程如图2所示。
该技术在中煤龙化哈尔滨煤化工有限公司的废水处理示范工程中得到验证,该示范工程节省基建投资10%~20%,节约运行费用10%~15%,已达到国际领先水平。
2.3 深度处理
对于生化方法难以降解的有机物需进行深度处理。臭氧氧化法用于热解废水深度处理时,利用臭氧的强氧化性将热解废水中的有机物氧化为无害物质,多余的臭氧分解为O2和H2O[34]。该方法不产生二次污染,但投资高、耗电量大,要防止臭氧泄露。Fenton法可将一般生化方法难以去除的有机物质氧化分解为CO2和H2O,Fenton试剂由H2O2和Fe2+配比制成,在较低pH条件下能生成具有极强氧化能力的羟基自由基,Fenton试剂的氧化效果主要受H2O2和Fe2+的物质的量比、初始pH和反应时间等因素影响,3者互相协调以达到最佳氧化效果[35-36]。如Fenton法用于深度处理褐煤提质废水的最佳运行条件为:进水pH=3,n(H2O2)/n(Fe2+)=3,反应时间1 h,此时COD去除效率可达91%[37];利用紫外灯作为辅助光源的光芬顿催化氧化法[38]对COD和氨氮去除率则高达95%以上。深度处理时通常采用组合工艺以达到更好的处理效果,如臭氧+曝气生物滤池(BAF)、臭氧+活性炭和Fenton+接触氧化等,典型臭氧+BAF的工艺流程如图3所示。
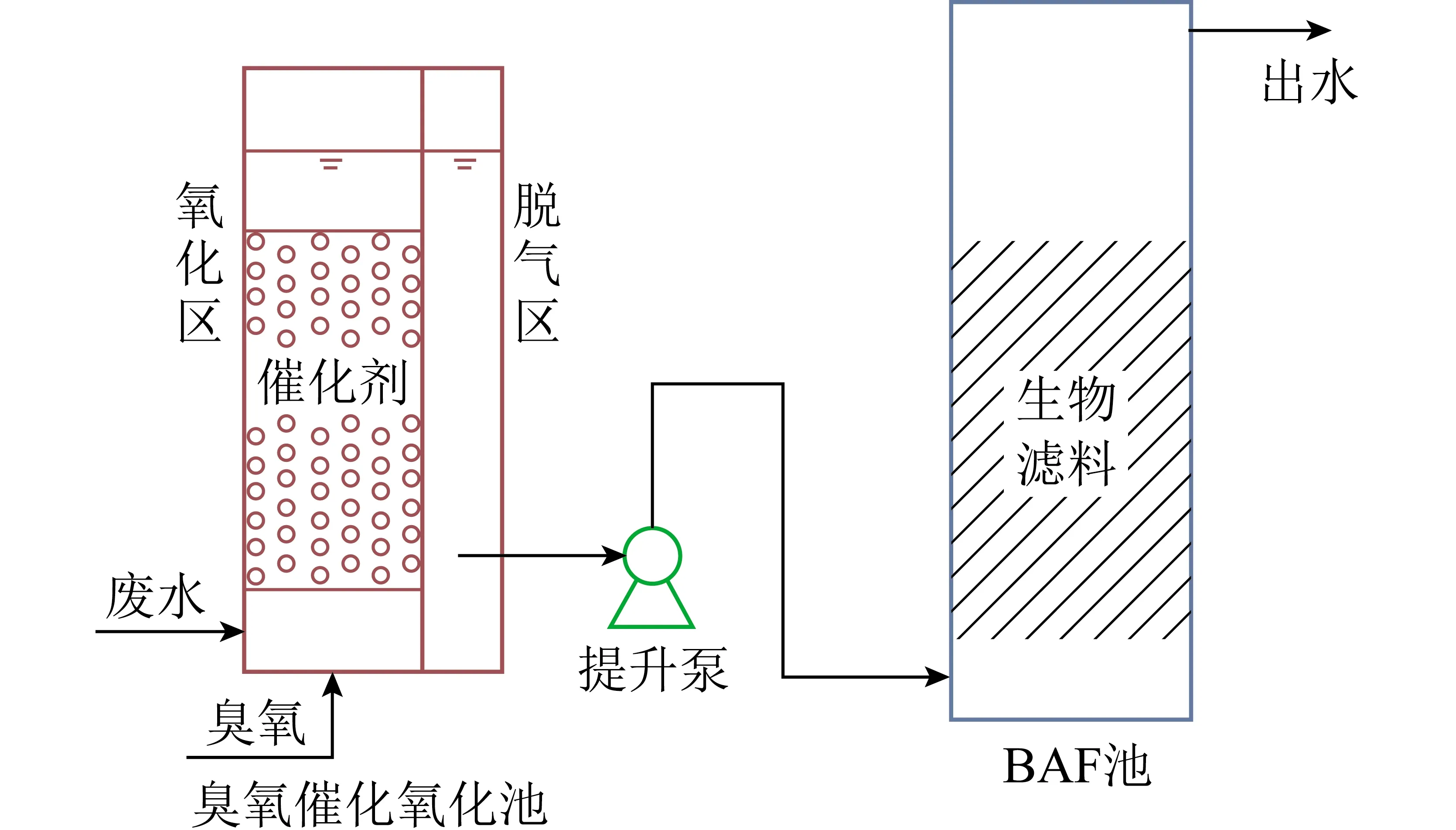
图3 “臭氧+BAF”工艺流程[39]
“臭氧+BAF”工艺[39]采用臭氧催化氧化池与曝气生物滤池(BAF)串联,臭氧催化氧化池分为氧化区和脱气区,臭氧通过底部的曝气管进入氧化区,氧化区内填充催化剂促进臭氧的氧化反应,氧化后的废水进入脱气区脱除多余气体,再由提升泵输送到BAF池,利用生物膜的絮凝和吸附作用进一步除去有机物质。该工艺集成了生物氧化和截留悬浮固体,节省了二次沉淀池,有机物容积负荷大、占地面积小、能耗及运行成本低。但对进水底物浓度有要求,不宜处理COD和氨氮含量较大的废水。新建碎煤气化项目的70%以上多采用该工艺,多数项目最终出水COD和氨氮质量浓度分别低于80和15 mg/L,但仍有部分工艺设置不合理的项目出水COD和氨氮质量浓度分别高于150和15 mg/L,甚至更高[16,39]。
2.4 浓盐水处理
浓盐水处理是实现热解废水零排放的最终环节,此环节热解废水中盐质量浓度在10 000~50 000 mg/L[16],浓盐水中盐离子成分复杂,同时含有高浓度有机物,造成煤化工废水“近零排放”最终产生杂盐。目前我国浓盐水处理包括3种途径:地下深井灌注、蒸发塘与蒸发结晶[40],其中,蒸发结晶技术是现阶段较成熟和被认可的工艺。需要注意的是蒸发结晶技术将液态的浓盐水转化为固态的混合结晶盐,在一定程度上实现了煤化工废水的零排放,但混合结晶盐目前还难以实现资源化利用,其分质资源化处理将是浓盐水蒸发结晶技术研究的发展方向。
可将蒸发脱盐与焚烧系统结合起来,工艺流程如图4所示,浓盐水在蒸发器内被高温蒸汽加热,将蒸发残液和废液蒸汽送入焚烧炉焚烧,焚烧产生的高温烟气在废热回收炉内与水进行热交换,产生蒸发用的加热蒸汽。

图4 蒸发结晶工艺流程[41]
浓盐水的焚烧要注意二噁英类物质的产生,主要是因为氯元素的存在。统计全国280个样品,发现多数煤中氯质量分数在50~500 mg/kg[42],即0.005%~0.050%,属于特低氯煤,因此热解废水中的氯含量非常低。但热解废水处理工艺中盐分浓缩,可能造成氯富集,建议采用循环流化床焚烧工艺,其具有“3T+E”(Temperature、Time、Turbulence和Excess Air)的燃烧特性,即焚烧温度在850~1 000 ℃、停留时间较长,且湍流程度较大,可以有效遏制二噁英类物质产生。
采用“预处理—生化处理—深度处理—浓盐水处理”技术路线处理热解废水时能使出水达到排放要求,且对水资源进行回用,在一定程度上实现了热解废水的零排放,适用于水资源缺乏地区。但该流程工艺复杂,且微生物的生长繁殖受温度、烃类有机物、氨和酚类的影响,限制了其对高浓度热解废水的处理能力。今后要加强对氨和酚类的回收,注重工艺流程优化,提高回收效率;加强对生物方法的研究,尤其是抗酚性能菌种的引进与改良,拓宽该技术路线对热解废水水质的适应范围。
3 热处理技术研究进展
相比之下,热处理技术不受水温和水质等因素的影响,可以更好地去除热解废水中的有害物质。且热解废水有一定热值,在有辅助燃料引燃的条件下能够燃烧,适宜用焚烧法处理。
热处理技术通过可控的高温化学反应过程破坏各种有害物质的分子结构,将热解废水氧化成CO2和H2O等无害物质。因此,热处理技术是一种使热解废水真正实现零排放的处理技术。2004年,美国共有276座危险废弃物焚烧炉,其中170座专门处理废液,占61.59%[43],热处理技术简单、高效,更适合处理挥发性高且难降解的工业废水[44]。由于热处理技术的初期投资大且操作水平要求高,在国内推广比较缓慢。但随着相关技术水平的提高和设备国产化,热处理技术具有广阔的应用前景。
3.1 烟道气处理技术
烟道气处理技术[45-46]是将锅炉的烟道气引入反应塔,采用双流喷雾器将热解废水喷入反应塔中,利用锅炉烟道气余热将热解废水中的有机物质分解,实现废液的零排放[47],工艺流程如图5所示。该技术利用了烟气余热,烟气进塔温度为182 ℃[46],由于烟气温度不高会导致有机物质分解不完全,吸附在烟尘中的有机污染物需在高温焙烧炉或锅炉炉膛内进行无毒化分解。

图5 锅炉烟道气处理热解废水工艺流程[45]
3.2 炉内焚烧法
常用的废液焚烧炉有液体喷射焚烧炉、回转窑焚烧炉和流化床焚烧炉[43,48],液体喷射焚烧炉和回转窑焚烧炉通常以油和燃气为辅助燃料,运行费用昂贵。同时局部燃烧温度可达1 400~1 650 ℃,焚烧过程中NOx排放浓度高,难以达标排放。流化床焚烧炉可采用低温燃烧且以煤为辅助燃料,运行成本及污染物排放较低,更适合我国国情。循环流化床焚烧炉不仅可用于热解废水的焚烧,还可用于其他有机废液、废气、废渣、垃圾以及污泥水煤浆的焚烧[49-50]。美国从20世纪60年代起,开始用循环流化床焚烧市政污泥和工业废弃物,其中有机废液的焚烧最多[51-53]。目前热解废水在炉内焚烧可分为雾化后焚烧和制成废水煤浆后焚烧。
3.2.1雾化后焚烧
利用循环流化床焚烧炉处理热解废水的工艺流程如图6所示。热解废水经喷嘴雾化后喷入炉内,由辅助燃料(通常为煤)引燃,该方法应避免热解废水中悬浮物浓度太高,否则会堵塞喷嘴,造成雾化失败。热解废水焚烧时,有机物质的分解与NOx排放量主要受焚烧温度、停留时间及过量空气系数等因素的影响,焚烧温度越高、停留时间越长,热解废水中有机物质分解越完全。研究表明采用循环流化床焚烧炉处理高浓度有机废液时,当停留时间大于5 s,密相区和稀相区焚烧温度稳定保持在800~900 ℃时,有害物质的去除率大于99.9%[54-55]。热解废水中的有机物分解所需停留时间受水质和焚烧温度等因素影响,对于成分复杂的高浓度热解废水,停留时间较长为1.5~4.0 s[56]。

图6 循环流化床焚烧炉工艺流程[52]
过量空气系数增大时,流速增加使得热解废水在炉内停留时间变短,因此较大的过量空气系数不利于热解废水中有机物的分解。煤与热解废水在炉膛中同时燃烧,NOx排放规律与煤燃烧时的排放规律相似,炉膛出口NOx排放浓度随着过量空气系数的增加而增大,但当过量空气系数增大到一定值时会因稀释作用使NOx排放浓度下降[57-58]。流化床双温双床气化氧化技术[59](图7)结合了低温气化室和高温氧化室,低温气化室的温度控制在500~700 ℃,热解废水从底部喷入,低温气化室内的还原性气氛使含氮有机物绝大部分转化为NH3、HCN和N2,转化为NOx的比例较低。高温氧化室为氧化性气氛,温度控制在800~950 ℃,避免了热力型NOx的形成,最终NOx排放与过量空气系数和温度等参数有关。
3.2.2制成废水煤浆后焚烧
可将热解废水与煤粉均匀混合制成废水煤浆后送入循环流化床锅炉炉膛燃烧,工艺流程如图8所示。
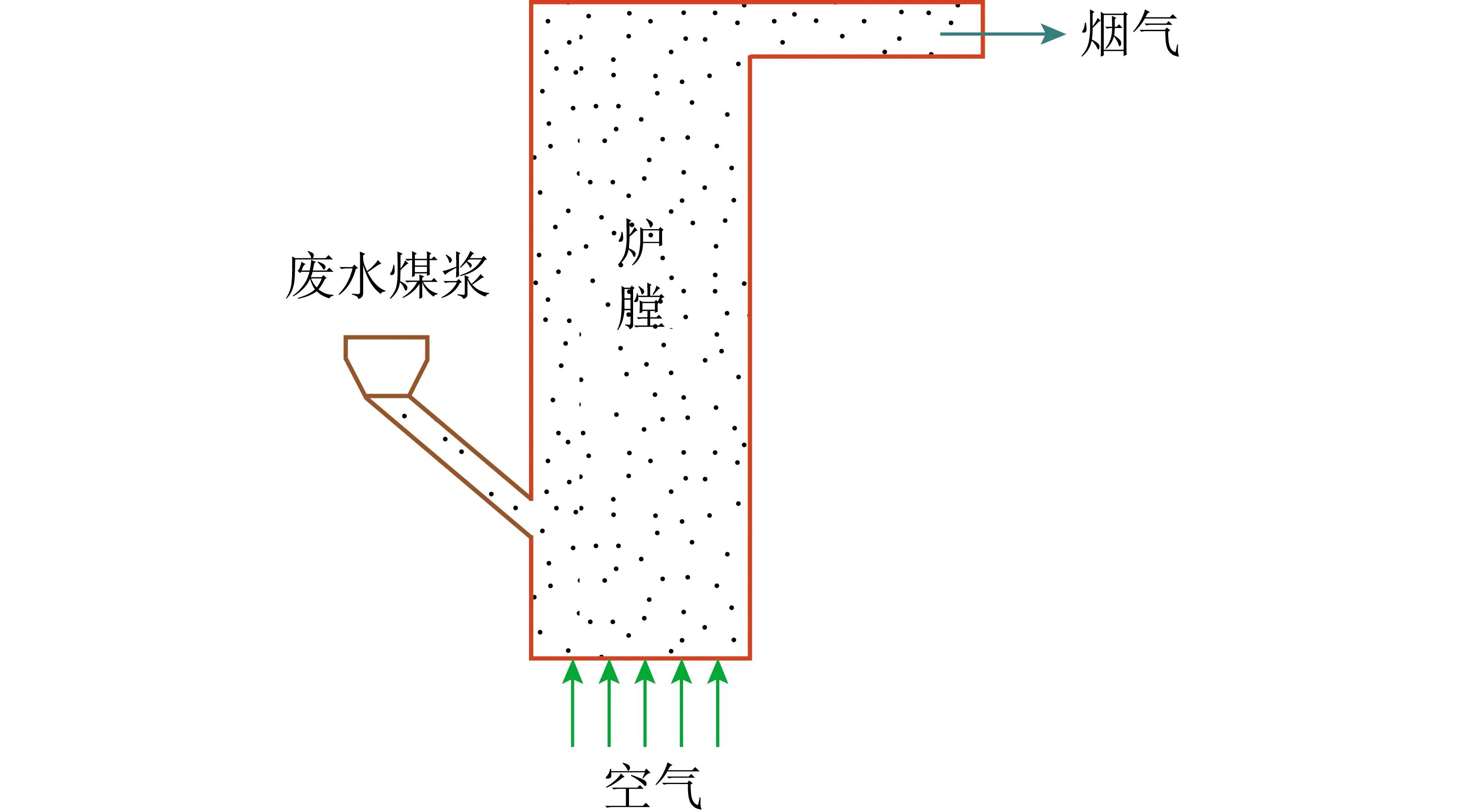
图8 废水煤浆焚烧工艺流程[58]
废水煤浆的配制要注意控制含水量,李斌等[60]利用流化床研究了高浓度废水与大同混煤制成的废水煤浆的燃烧特性,发现水分为25%~50%时具有良好的泵送特性。床温控制在850~900 ℃时,既有利于煤浆在床内结团燃烧,又有利于控制NOx和SO2排放。该方法同样可应用到热解废水的焚烧,使热解废水与燃料充分混合,避免了利用喷嘴雾化时可能带来的局部燃烧不均匀现象。
3.3 炉内焚烧法发展难点
3.3.1成本
焚烧法的成本问题来源于2方面:① 设备费,初期建设费用昂贵;② 燃料费,热解废水本身并不具有可燃性,需要辅助燃料提供热量将其引燃。热解废水的含水量越高,需要的辅助燃料就越多,相应的运行成本会增加。为降低成本,对于热值较低的热解废水,可将其浓缩后再进行焚烧以减少辅助燃料的消耗,还可以对热解废水焚烧时释放的热量进行回收[61],用于煤粉预热或为生产生活供热。
3.3.2烟气排放
焚烧热解废水时是否产生二次污染是利用焚烧法处理热解废水的重要问题,因此控制烟气污染物排放尤为重要。水的喷入一方面会降低炉膛温度;另一方面,水蒸汽在高温下可与C反应生成CO,而CO对NOx有还原作用,因此NOx排放量降低[62]。但热解废水中含有氨,在燃烧过程中氨氮可能被氧化为NOx。WU等[63]将低热值有机废水在1 173 K的高温预热空气中焚烧,利用真空蒸发装置获得不同含水量的有机废水,发现随着有机废水中含水量的增加,火焰峰值温度降低,NOx排放量减少,这说明有机废水高温热解时,随着含水量的增加,NOx还原速率大于氨氮向NOx的转化速率。
可在焚烧炉尾部增加SCR及SNCR等脱硝装置[64-66]和脱硫塔等使其排放达标,但会增加建设和运行成本,因此降低燃烧过程中污染物的原始排放才是最有效的解决方法。当热解废水与辅助燃料共同燃烧时,热解废水的加入对辅助燃料的燃烧特性和NOx排放特性的影响规律有待进一步探索。
4 最新热解废水零排放一体化技术
4.1 光芬顿-正渗透联合一体化处理热解废水技术
图9的热解废水一体化处理装置[67-69]结合了光芬顿技术和压力辅助渗透技术,光芬顿技术可有效降低进水COD,改善废水可生化性,辅以正渗透膜的选择透过性,使出水水质进一步提升,能够有效解决膜浓差极化和污染等问题。

图9 光芬顿-正渗透联合处理热解废水一体化装置[67-68]
该装置由光芬顿单元和浸没式正渗透单元组成。光芬顿单元采用紫外光发光二极管为光源,克服了传统紫外灯发热量大、能量密度低等问题,不需安装额外的冷却系统。浸没式正渗透单元采用浸没式正渗透结构,无需进水端循环泵及进水罐体,整体结构紧凑、能耗低,易与其他工艺或装置联合。光芬顿单元产生的活性物质在污染物降解转化过程中耗尽,其强氧化性不会影响膜的稳定性。试验证明pH调节至酸性条件、紫外光二极管开启30~180 min时,光芬顿单元对COD的去除率达80%以上。光芬顿过程要在pH≤7的条件下进行[67],因此光芬顿-正渗透联合处理技术对热解废水的水质有要求,相比之下热处理技术对热解废水的适应性更强。
4.2 煤热解燃烧多联产中热解废水协同处理技术
以煤热解燃烧为核心的多联产工艺过程中会产生热解废水,可将热解废水与煤气、焦油一同送入燃烧炉焚烧,工艺流程如图10所示。

图10 煤热解燃烧多联产工艺流程[52]
李晓峰等[52]通过模拟计算发现热解废水进入循环流化床燃烧炉焚烧会使炉膛温度降低,该方法在保持系统给煤量不变的情况下,将减少发电量约1.5%,无需单独建设废水处理设备,实现了热解废水的零排放。
4.3 半焦高温后燃协同热解废水焚烧一体化新技术
中国科学院工程热物理研究所循环流化床实验室致力于半焦及煤的超低NOx燃烧关键技术研发,2015年提出了循环流化床高温后燃专利技术,该技术可在保证燃烧效率的前提下实现超低NOx原始排放[70-71]。基于循环流化床高温后燃技术的优势,将热解炉与燃烧炉耦合,提出了半焦高温后燃协同热解废水焚烧一体化技术,工艺流程如图11所示。煤首先在流化床热解炉中热解,热解过程中产生的热解废水在压缩空气雾化下喷入燃烧炉中,以煤热解后的半焦燃烧放热为热解废水高温焚烧提供热量,炉膛内的还原性气氛使含氮有机物绝大部分转化为NH3、HCN和N2,燃烧炉内产生的NOx浓度较低。在高温后燃室内喷入后燃风,可将燃烧炉内未反应完全的CO及残炭进行充分燃烧,保证系统的燃烧效率,后燃室内高温烟气的热量可产生高温蒸汽用于发电和供热。该技术结合了煤的分级分质利用、半焦高温后燃技术和热解废水高温焚烧零排放技术,利用高温后燃技术的优势降低半焦和热解废水燃烧过程中的污染物排放,目前正处于中试试验阶段,具有良好的工程应用前景。
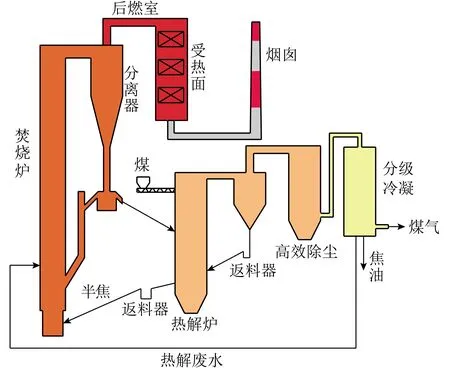
图11 半焦高温后燃协同热解废水焚烧一体化技术工艺流程
5 关键问题分析
热解废水零排放一体化技术若要实现工业应用,还需解决以下关键技术问题:
1)对于非热处理一体化技术,要加强对氨和酚类的回收,注重工艺流程的优化,提高回收效率;加强生物方法的研究,尤其是抗酚性能菌种的引进与改良,拓宽该技术对热解废水水质的适应范围,进一步提高COD去除率。
2)对于热处理焚烧一体化技术,要合理匹配燃烧炉与热解炉之间的质量平衡及热量平衡,热质合理匹配是半焦高温后燃协同热解废水焚烧一体化技术在工程化放大过程中需要解决的技术关键。
3)在保证有机有害物质完全分解的同时要保证NOx、SO2等污染物的原始排放达标,将热解废水对锅炉燃烧效率的影响降至最低。
4)拓宽可焚烧处理的废液种类,使该技术不仅适用于热解废水,还可处理其他高浓度有机废水。处理其他高浓度有机废水时应注意废水成分(尤其是氯元素),有效控制二噁英等污染物的排放。
6 结语及展望
1)热解废水的处理受限于成本、出水品质和二次污染等因素。
2)采用“预处理—生化处理—深度处理—浓盐水处理”技术路线处理热解废水时,能使出水达到排放要求,可回用水资源,一定程度上实现热解废水的零排放,适用于水资源缺乏地区,但该流程工艺复杂,对微生物的依赖性较大。
3)基于循环流化床高温后燃技术,热解废水焚烧一体化技术可以将热解废水中有机有害物质完全分解,同时保证热解半焦的高效燃烧,使NOx达到超低排放。该技术是一种简单、清洁、高效的低成本处理方法,可真正实现热解废水零排放,具有广阔的应用前景。