异形结构抽真空罩在沉管焊缝密性检测中的应用
2022-01-12郭振生
刘 博,郭振生
(中交第一航务工程局有限公司天津市水下隧道建设与运维技术企业重点实验室,天津 300461)
引言
一般抽真空罩只是应用于船舶建造过程中平直钢板对接缝的密性检测[1],而非平直面结构件的角焊缝、弧形缝等其它异形焊缝检测应用很少。且市场上存在的抽真空罩多是针对平直对接钢板焊缝的平面型抽真空罩。密封钢板是沉管端封门结构的一部分,端封门的水密性主要通过焊接在沉管钢壳与钢封门之间的密封钢板来保证,因此大型沉管隧道端封门安装工艺[2]中均要求对密封钢板进行100 %磁粉探伤和气密性检测,这样对确保沉管端封门无渗漏对隧道沉管沉放安装起到至关重要的作用。根据沉管实际情况,密封钢板的焊接质量以及气密性检测手段可以参照钢制海船船体密性试验的方法[3]进行抽真空密性试验检测的方式。
1 工程概述
1.1 密封钢板作用及分类
深中通道端封门密封钢板四周全部采用6 mm高的焊角满焊,焊接完成后要求进行100 %磁粉探伤和100 %抽真空检测,确保焊接质量和水密。
深中通道沉管密封钢板分为两类,第一类是焊接于钢封门与钢封门之间,宽 100 mm、厚6 mm 的板条型密封钢板,在沉管左右行车廊道端封门的板条型密封钢板每根长7.32 m,对应编号为:16-1;中廊道处的板条型密封钢板每根长7.42 m,对应编号为:16-2。第二类是围绕沉管行车廊道四周以及中廊道四周与钢封门之间的L型,尺寸为:140×140×6 mm 的圆弧密封钢板,L型圆弧密封钢板采用分段制作,分段编号从15-1至15-11。密封钢板型式及分布如图1 和图2 所示。
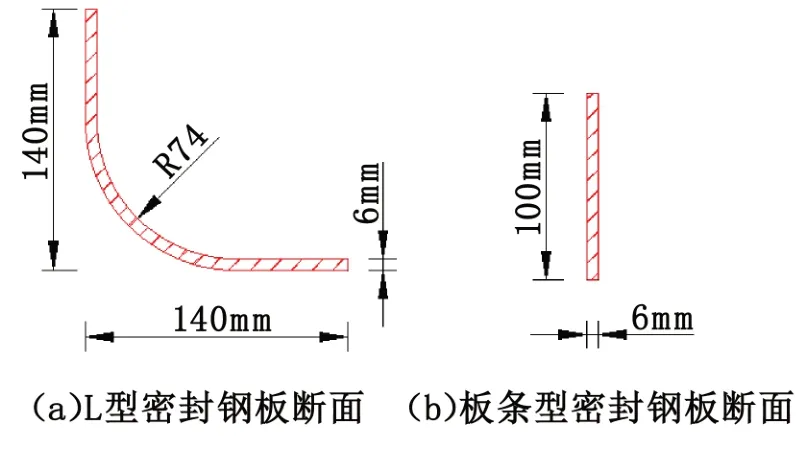
图1 沉管密封钢板型式
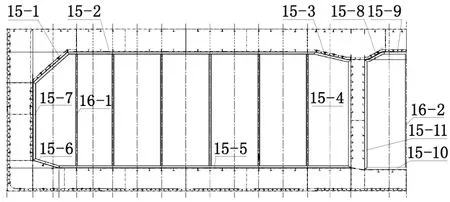
图2 沉管密封钢板分段布置示意图(左右车道对称)
1.2 密封钢板安装型式
板条型密封钢板因为焊接于钢封门与钢封门之间,焊缝在钢封门的水平面上,且板条型密封钢板自身板厚仅为6 mm,所以其角焊缝与平直面钢板焊缝基本无差别,可以使用平面抽真空罩进行密性检测,在此不再赘述。
L 型密封钢板焊接安装于沉管行车道、中廊道钢壳四周与钢封门之间形成的夹角处,采用分段制作、安装,型式如图3 所示。根据深中通道沉管主体钢壳端口部位结构设计,结合密封钢板分段布置图,可以看出L 型密封钢板安装后共计分为五种典型夹角。其中15-1 与15-2 之间、15-1 与15-7 之间夹角角度为135°;15-5 与15-6 之间夹角角度为158°、15-2 与15-3 之间夹角角度为165°、15-4 与15-5 之间夹角角度为90°、15-8 与15-9 之间夹角角度为148°,如图4 所示。

图3 L 型密封钢板安装示意图

图4 L 型圆弧密封钢板与沉管钢壳间夹角示意图
2 异形结构抽真空罩设计构思
因为沉管钢壳主体结构的设计因素,以及上述L 型圆弧密封钢板安装型式可知,在沉管钢壳端口四周含有90°、135°、148°、158°、165°等5类折弯处形成的典型拐角。当L 型圆弧密封钢板安装通过这些拐角时,其两侧的水平焊缝会随着钢壳端口拐角的影响而产生角度变化;同时L 型密封钢板采用分段制作,分段对接焊缝为圆弧形。综合这两种因素影响,普通的平面结构抽真空罩无法与密封钢板圆弧面以及沉管钢壳紧密贴合,抽真空检测时无法形成真空密闭空间,导致无法进行抽真空检测。所以此类位置的L 型圆弧密封钢板焊缝检测使用的抽真空罩必须设计制作成与此处沉管钢壳拐角角度以及和L 型密封钢板圆弧面能够紧密接触贴合,确保可以形成真空密闭空间的异形结构抽真空罩,才能形进行抽真空检测作业。
根据深中通道沉管密封钢板焊缝密性检测必须达到100 %全覆盖的要求,设计制作包含所有典型拐角处的异形结构抽真空罩才能使L 型圆弧密封钢板所有焊缝获得100 %抽真空检测,确保沉管像大海中行驶的船舶或者潜艇一样滴水不漏。
3 异形结构抽真空罩制作方法
异形结构抽真空罩的设计制作尺寸及结构型式,受到抽真空检测作业面空间位置的限制和影响。所以必须清楚L 型圆弧密封钢板的安装型式以及沉管钢壳端口部位的折角角度,才能确定异形结构抽真空罩在各种典型拐角位置处进行抽真空检测时应该设计成何种结构状态,包括其尺寸大小、结构型式等的合理范围。在深中通道沉管密性钢板抽真空罩的设计过程中主要通过使用AutoCAD 等软件进行沉管钢壳结构、钢封门结构、典型拐角位置L 型圆弧密封钢板三维效果放样。然后再在三维放样图中,进行异形结构抽真空罩的型式尺寸放样,最终将合理的设计尺寸导出进行制作。
3.1 沉管钢壳结构放样
按照沉管钢壳主体结构设计图纸提供的尺寸,进行沉管钢壳端口部位的三维图放样,并现场实际测量复测,消除误差。画出沉管钢壳端口结构处的三维效果,这样可以清晰的了解钢壳主体结构拐角位置。如图5 所示。

图5 沉管钢壳端口结构三维效果
3.2 沉管钢封门安装放样
按照沉管端封门系统钢封门的安装图纸,画出沉管钢封门安装后密封钢板安装结构位置的三维效果图,这样可以清晰的看到钢封门安装以后,L 型圆弧密封钢板安装空间。如图6 所示。

图6 沉管钢壳端口安装钢封门后三维效果
3.3 L 型圆弧密封钢板放样
按照沉管L 型圆弧密封钢板安装型式以及密封钢板分段布置图纸提供尺寸,在沉管钢壳端口安装钢封门后的三维效果图的基础上继续画出位于典型拐角处的L 型圆弧密封钢板安装三维效果。五种典型拐角三维效果如图7 所示。

图7 拐角L 型密封钢板安装三维效果
3.4 典型拐角位置异形结构抽真空罩放样
抽真空罩结构一般使用8-10 mm 厚的有机玻璃板作为主材制作。抽真空罩罩口,即与沉管钢壳及L 型圆弧密封钢板圆弧面紧密贴合接触部位结构粘上材质柔软、易收缩、回弹性好的海绵密封条。海绵密封条通常选用30 mm 厚的泡沫棉或直径30 mm 左右的空调保温管。
通过几种典型拐角位置L 型圆弧密封钢板安装三维效果放样,可以初步确定相应典型拐角异形结构抽真空罩设计的大概尺寸。L 型圆弧密封钢板焊缝边缘距离沉管边缘距离根据设计图纸可知其最窄处为220 mm,所以异形结构抽真空罩距沉管边缘的结构面最大设计尺寸不应超过220 mm。因为异形结构抽真空罩的各个结构面基本都是相连接的,确定好一个结构面的某条边的尺寸范围以后,与其相连的另一个结构面的某条边的尺寸就都可以确定好一个大概的合理范围。考虑异形结构抽真空罩本身材质厚度以及一般选用的海绵密封条的厚度为30 mm 左右,我们设计异形结构抽真空罩距沉管边缘结构面的宽度为190 mm,这样异形结构抽真空罩与其相连的其它几个结构面的某些边的尺寸也能确定处某一个边的尺寸为190 mm。
在此需要特别注意的是考虑到L 型圆弧密封钢板圆弧半径为 R74 mm,海绵密封条厚度为30 mm,密封钢板厚6 mm 三个因素。异形结构抽真空罩与L 型圆弧密封钢板圆弧面接触的结构面,其圆弧半径最合理的尺寸为R65 mm。当抽真空罩罩口压紧到L 型圆弧密封板圆弧面上时,由于海绵密封条受力收缩,所以异形结构抽真空罩的圆弧结构半径过大或过小,都会导致罩口海绵密封条无法与L 型圆弧密封钢板圆弧面紧密贴合,容易在L 型密封钢板的圆弧中心位置出现未贴合的缺口,导致无法形成真空密闭空间。通过三维放样以及现场反复试验,确定异形结构抽真空罩与L 型圆弧密封钢板圆弧面接触的结构面。

图8 异形结构抽真空罩圆弧结构半径
根据以上两个数据我们再在L 型圆弧密封钢板安装三维图的基础上进行各种异形结构抽真空罩的尺寸放样,通过重复带入不同尺寸数据,最终确定最合理的设计制作型式。
3.5 放样数据导出至平面结构制作图
通过异形结构抽真空罩的三维效果放样,将其各结构尺寸等数据计算测量并导出至平面结构制作图中。画出异形结构抽真空罩各个结构面的平面结构尺寸图,图中标记好尺寸数据。这样异形结构抽真空罩的制作图设计完成,可用于加工制作。
下面以90°异形结构抽真空罩平面结构设计制作图为例进行说明。90°异形结构抽真空罩用于沉管钢封门与沉管立面墙壁以及沉管地面形成的夹角处,L 型圆弧密封钢板在此处对接焊接到一起。从图9 的三维效果放样中可以看到,此处抽真空检测用的抽真空罩结构共计有3 个面,其中有2个面是与L 型圆弧密封钢板、钢封门、沉管钢壳墙壁、沉管钢壳地面接触的带有相应圆弧角度的圆弧半径结构面,另外1 个面是与沉管钢壳墙壁以及地面接触的平面结构面。3 个结构面拼接到一起,在外口再粘上密封条即可与钢封门、沉管钢壳、L 型圆弧密封钢板紧密接触贴合,形成密闭空间进行抽真空检测作业。90°异形结构抽真空罩平面结构设计制作如图10 所示。

图9 90°异形结构抽真空罩三维放样效果

图10 90°异形结构抽真空罩结构设计制作图(单位mm)
4 实际应用
根据以上设计思路及制作方法,深中通道L型密封钢板抽真空罩共设计制作了90°、135°、148°、158°、165°等5 种异形结构抽真空罩以及其它用途的异形结构抽真空罩。在深中通道沉管密封钢板焊缝抽真空密性检测作业中获得实际应用,使用效果良好,确保了所有密封钢板焊缝均得到密性检测,检测覆盖率达到100 %,确保深中通道沉管隧道沉放安装能够像潜水艇一样“滴水不漏”。深中通道沉管舾装工程中各类型平面型、异形结构抽真空罩的按照设计思路制作出的实物如图11 所示。
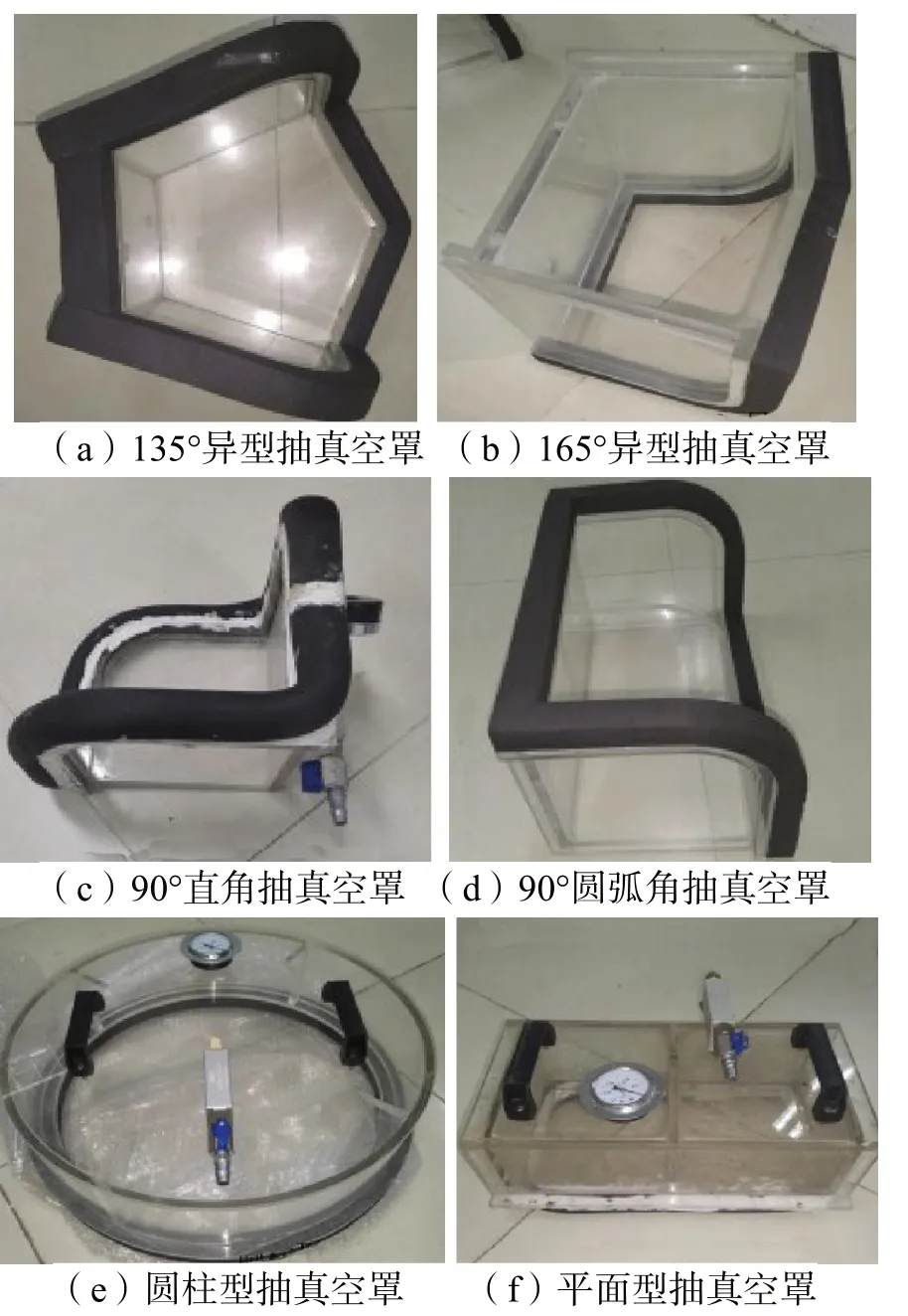
图11 沉管舾装工程所用结构抽真空罩实物
5 结语
本文以深中通道沉管密封钢板焊缝抽真空检测为例,讲述了异形结构抽真空罩在沉管密封钢板焊缝密性检测中的设计制作与实际应用。异形结构抽真空罩的设计成功解决了深中通道沉管舾装工程中安装在各种异形结构和多种角度位置的密封钢板焊缝气密性检测难题,满足了深中通道密封钢板焊缝100 %抽真空检测要求。该设计制作方法为其它需要采用抽真空检测的方式进行钢板焊缝密性试验的类似工程提供借鉴和参考。