宝钢湛江高炉喷煤技术的进步
2022-01-07杨亚伟
杨亚伟, 刘 煜, 罗 晓
(宝钢湛江钢铁有限公司, 广东 湛江 524072)
引 言
宝钢宝山基地从1992年5月开始引进高炉喷煤工艺技术,经过十多年的研究与改进,形成了宝钢独有的一套喷煤工艺技术,在大高炉喷煤技术上取得显著的成果,高炉喷煤比可达200 kg/t以上,达到世界先进水平。宝钢湛江钢铁有限公司(以下简称“湛江钢铁”)1BF、2BF喷煤设计是在总结和吸取宝山基地高炉喷煤设计经验和技术的基础上,由宝钢工程设计,宝冶建设。在吸收宝山基地成功设计经验的同时,也做了一些改进,譬如:2个高炉集中布置1个制粉塔,EM125型球磨机使用,喷吹罐代替仓式泵使用,自主研发长寿单管煤枪、浓相喷煤技术、高压氮气回收使用等等。整个喷煤系统包含集中供煤、CDQ处理装置、制粉系统和喷吹系统。
在喷煤整体工艺设计上,湛江钢铁与宝山基地都大致相同,包括原煤输送、煤粉制备、煤粉喷吹三大系统区域;原煤输送都采用皮带机输送方式输送、煤粉制备都采用负压制粉工艺、煤粉喷吹都采用三罐并罐式总管加分配器的方式进行煤粉喷吹。
1 湛江钢铁高炉喷煤工艺简介
1.1 原煤输送系统
合格的原煤经过原料皮带运输至集中供煤配煤槽中,根据煤种配比单对煤种煤进行配重,设定对应给煤量,再由皮带机输送至制粉系统的原煤仓中。
1.2 煤粉制备系统
煤粉制备系统由三部分组成,即烟气升温炉系统、磨煤系统和收粉系统,这3个系统均有A、B、C、D四个系列。一号高炉煤粉制备工艺流程图如图1所示(二号高炉与一号高炉相同)。
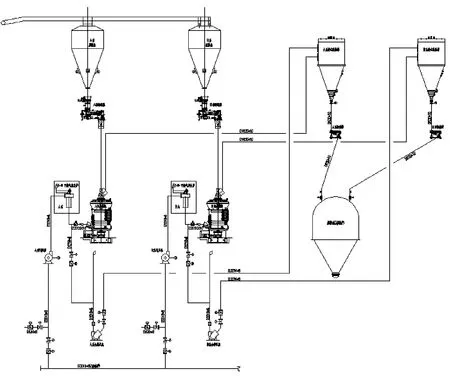
图1 煤粉制备工艺流程简图
干燥炉升温系统是将150-200 ℃的热风炉废气加热至230-260 ℃后做磨煤干燥的热介质。同时,又使制粉系统保持在惰性气氛中工作,保证系统安全运行。
磨煤系统采用EM125新型中速球磨机,使用与宝山基地相同的负压制粉工艺,在避免煤粉泄漏的同时也降低了整个制粉系统的漏风系数,降低整个制粉系统内的含氧量。
收粉系统采用了一级袋式收粉工艺,其特点是流程简单、设备少、投资少。为了保证系统生产可靠,采用了防静电滤袋和脉冲阀、防爆膜。
1.3 煤粉喷吹系统
煤粉喷吹系统由喷吹罐、喷煤总管、分配器、喷煤支管、煤枪组成。喷吹方式为三罐并罐式总管加分配器喷吹,这种喷吹方式设备简单、有利喷吹、方便计量、减少自动计量的误差率[3]。一号高炉喷吹工艺流程图如图2所示(二号高炉与一号高炉相同)。

图2 喷吹工艺流程图
煤枪使用内衬陶瓷单管煤枪,采用“浓相喷煤”技术,降低煤粉流速,减少管道磨损,同时也大大减少压缩空气的使用。
2 湛江钢铁高炉喷煤技术的进步2.1 2座高炉集中布置
1BF、2BF共同使用1个中控室,按标准每座高炉需配置集中供煤系统、制粉系统、喷吹系统共3台控制电脑用于监视操作,2座高炉合并后只需配置5台电脑监视操作,节约投资成本,减少人员负担。同时2座高炉的集中供煤设备、喷煤设备也采取集中布置,减少占地面积,减少钢结构等基础投资,减少了人员占有率,如果2座高炉分开布置,2座高炉4个班组需要32人,集中布置后4个班组只需配置24人,减少人员配置,提高了工作效率。
2.2 使用EM125型球磨机
目前国内高炉喷煤中用的最多的中速磨煤机有EM型、HP型、MPS(ZGM)三种[1]。由于国内钢厂原煤条件、工作环境、辅助设备的配置各有不同,因此选择合适的品种型号,对保证高炉的生产、降低成本等方面都有重要意义。EM型中速磨煤机因其安全性高、结构简单、研磨件寿命长、维护量少等特点[2]在高炉喷煤领域有着广泛的应用。
2.2.1 设备结构
EM型磨机主要部件包括:底座、电机、减速箱、中间壳体、托盘、研磨元件、压环、弹簧、弹簧压架、分离器及液压加载装置,辅助设备有液压站和稀油站。与辊式磨机相比,取消了密封风机的使用,加强系统密封性,减少了系统漏风率。
2.2.2 维护方便性、适应性强
EM型的研磨件无轴承,无需密封、润滑、换油,免维护,不需要发生任何成本以及有计划的停机,日常只需记录磨损情况即可。内部结构形式对于异常出现大的难磨块状物如石块、铁块等适应性强,只造成设备震动加大,不易对研磨件造成损坏。研磨件寿命长,更换周期长,大大减少大修时间及工作量,从目前使用看更换周期在3年以上。
EM型磨机适应性强,适用各种品质原煤,所研磨煤粉均能满足高炉喷吹需要,日常生产中根据高炉需要调整合适参数即可。EM型磨煤机所研磨煤粉数据如表1所示。

表1 煤粉粒度表(湛江1BF)/%
2.3 喷吹罐代替仓式泵使用
与宝山基地使用仓式泵输送煤粉的方式不同,湛江钢铁1BF与2BF之间的煤粉互送取消了仓式泵的使用,而是使用喷吹罐代替仓式泵,将1BF 3#喷吹罐返煤管道接到2BF煤粉仓,2BF 6#喷吹罐返煤管道接到1BF煤粉仓,在1BF或2BF制粉设备故障检修时,煤粉供给不足可将1BF 3#或2BF 6#喷吹罐切出程序,进行手动送粉操作,保证高炉煤粉喷吹(返煤速度可达到40 t/h)。
2.4 自主研发的长寿单管煤枪
结合宝山基地多年来的高煤比操作经验和国内外高炉目前普遍采用的煤枪技术,为降低喷煤枪冷却气量和工序成本,湛江钢铁自主研发出单管长寿喷煤枪,并在2015年9月25日投产的1号高炉、2016年7月15日投产的2号高炉上使用。生产实践证明,该煤枪使用效果好、寿命长,由于取消了冷却用气,有效降低了生产成本,取得了良好的经济效益。
2.4.1 湛钢单管煤枪与外冷式套管煤枪的差异
(1)单管煤枪使用中是不需要通冷却气的,大幅度减少了冷却气的使用,降低压缩空气的消耗,减少生产成本。
(2)具有挡环的内衬陶瓷煤枪前端增加了挡环,有效解决了煤枪出口内衬陶瓷断面尺寸不均匀的问题,实现了均匀喷煤。同时,挡环能有效防止内衬陶瓷位移的问题,确保煤枪的使用寿命;据统计,这种煤枪的使用寿命能确保在高炉的1个定修周期(100天)内不损坏,而且,在1个定修周期内煤枪可重复使用3次(3次临时休风,每次可拔出再插入使用),而套管煤枪每次拔出后由于冷热不均枪头变形不能再使用。
2.4.2 湛江钢铁长寿单管煤枪的使用效果
通过在煤枪端部设置耐磨材料防位移钢制阻挡装置,消除了各个煤枪端口的内径差异,风口圆周喷煤更加均匀。湛江钢铁2座5050 m3高炉使用这种单管长寿煤枪,都取得了很好的使用效果,在喷煤比180-185 kg/t、喷煤量90-100 t/h的生产指标下,煤枪操作参数如表2所示。

表2 湛钢高炉煤枪操作参数
与外冷式套管煤枪相比,湛江钢铁高炉采用长寿单管煤枪,省去外冷气取得了两方面的好处:1)节省外冷气消耗7200 m3/h,按0.1元/m3价格计算,每座高炉一年节约成本621.3万元;2)减少了外冷气对实际风温的影响14 ℃,节约焦比1.2 kg/t,每座高炉成本节约862.1万元/年。
3 结束语
在吸取宝钢高炉喷煤成功经验的基础上,湛江钢铁高炉喷煤进行了多项工艺改进,大胆使用新设备,取得了不错的成绩,在新设备、新工艺的使用取得了很好的使用效果。虽然使用初期出现很多问题,经过不断摸索、改进,逐渐形成一套湛江钢铁高炉独有的新喷煤技术,设备运转越来越稳定可靠、设备利用率越来越高,满足高炉高煤比生产的需求,为高炉生产稳定顺行打下坚实的基础。
