Lenzing马赛尔纤维混纺纱线的开发和工艺优化研究
2022-01-05刘建林
刘建林
Lenzing马赛尔纤维混纺纱线的开发和工艺优化研究
刘建林
(浙江华飞轻纺有限公司,浙江 衢州 324400)
为开发生产Lenzing马赛尔纤维混纺纱线,并提高产品质量,通过分析马赛尔纤维的性能,探索马赛尔混纺纱的工艺要点,合理设计纺纱工艺参数,例如清梳联工序采用柔性开松,柔性梳理,降低纤维损伤;并条工序减少并合根数、降低总牵伸倍数与牵伸不匀率、稳定条干水平,提升纤维伸直平行度;细纱工序适当放大罗拉隔距,减少牵伸力波动,稳定细纱条干CV%值水平。经过系列工艺优化措施,明显改善可纺性能,顺利纺出符合质量要求的马赛尔混纺纱线,为企业新产品开发提供实践经验和技术支持。
马塞尔纤维;混纺纱线;工艺要点;柔性梳理;可纺性能
Lenzing Marcel马赛尔纤维是天然红麻、黄麻纤维经过特殊技术处理而开发的一种绿色环保再生纤维素纤维,保持了天然麻纤维原有的吸湿、透气、凉爽、抑菌和防霉的特性,却没有麻纤维原来“硬、粗、短”的缺点,对人体和环境无害,且能自然降解[1-3]。
马赛尔还具有纤维素纤维特有的优点,亲肤性好,手感滑爽,光泽亮丽,染色性好。用马赛尔纤维加工的服饰穿着舒适,透气性好,面料布面平整,细腻光滑,色泽艳丽,具有天然真丝的效果,是理想的贴身服装和保健服饰用品,制成面料形态稳定性好,具有天然的抗皱性、免烫性,是纺织新面料开发不可多得的创新原料[4]。
本文以Lenzing Marcel 马赛尔纤维和细旦涤纶按照35/65比例纺制14.8tex纱为例,介绍开发Lenzing Marcel马赛尔纤维混纺纱线产品的开发生产经验,并通过试验分析,探讨在 Lenzing Marcel 马赛尔纤维混纺纱线生产过程中所采取的具体工艺措施。
1 工艺流程与实验原料
1.1 纺纱工艺流程
人工混棉→打包→FA1001抓棉机→FA125重物分离器→FA029多仓混棉机→FAF1115精开棉机→JWF1171棉箱→JWF1203梳棉机→FA317并条机→TMD81L并条机(附Uster-Pro自调匀整)→FA494粗纱机→DTM139细纱机→21C-S自动络筒机(附Uster- Quan2电子清纱器)。
1.2 原料选择
选用Lenzing Marcel 马赛尔纤维占35%,细旦涤纶占比65%,经过人工混棉,重新打包,装入圆盘进行混合。Lenzing Marcel 马赛尔纤维是一种天然纤维素纤维,干强比普通涤纶略低,湿强高于普通粘胶纤维,原料成分及指标情况具体配置见表1。

表1 原料成分及指标配置
2 主要工艺参数配置
2.1 清梳联工序
针对马塞尔纤维的特性,清梳联采用“柔性工艺”的理念,实现“柔性开松”和“柔性梳理”,在保证开松和梳理效果的情况下,尽量保护纤维,减少纤维损伤。开清棉遵循“勤抓少抓、多混少返、多松少打、精细抓棉”的工艺原则。降低打手速度,减少纤维损伤。抓棉机打手速度调整为690 r/min,刀片伸出肋条距离2 mm,打手下降每次1.5 mm,小车行走速度设定为16 m/min。JWF1115精开棉机打手速度降低到480 r/min[5]。
梳棉采用“强分梳,柔梳理,快转移”的工艺设计理念,“优选针布配置,优化分梳隔距,减少纤维损伤”的工艺设计思路,梳理过程中有效保护纤维,最大限度的减少纤维损伤,采用“柔性梳理”的工艺原则,既要充分梳理清洁纤维,又尽可能地减少纤维损伤,确保梳理质量和分梳效果[6]。在分梳的过程中,针齿的技术特征决定了纤维的握持、分梳和转移效果,因此,以锡林针布为重点,对梳棉机的梳理元件进行优选[7]。梳棉机针布型号对比见表2。

表 2 梳棉针布型号对比
锡林采用金轮公司蓝钻系列针布,设计结构创新,针齿深度进一步减小,对锡林工作面进行全圆弧设计,最大幅度提高锡林与盖板交换梳理能力。盖板对针布采用特殊的排列创新,纵向由稀到密渐增,梳理密度为420齿/平方英寸。道夫采用新型蓝钻系列,对纤维实现强控制、高转移,尽量减少针齿抓取和转移过程中造成的纤维弯曲现象。后固定盖板适当降低齿密,有效减少纤维损伤。
优选针布后,根据“柔性梳理”理念对相关工艺进行了优化调整。提高锡林速度,增强分梳效果,降低刺辊速度,减少纤维损伤,提高锡林刺辊表面线速比,提升转移效果,减少因纤维搓揉而形成棉结[8]。采用柔性梳理理念,放大给棉板与刺辊隔距,放大后固定盖板隔距。具体调整情况见表3。

表3 梳棉工艺调整对照
2.2 并条工序
并条工序,使用两道并条,采用倒牵伸工艺。根据并条工序的任务,头并主要解决纤维的伸直度和前弯勾问题,二并主要解决条干问题。为了优化条干,尽可能的减少并条的牵伸倍数。工艺配置时,适当减小并条工序总的牵伸倍数。总牵伸倍数越小,条干越好,符合优势工艺的理念[9]。
头并采用6根并合,总牵伸采用5.92倍牵伸,后牵伸采用1.88倍牵伸,集中后区牵伸消除生条中的前弯勾,增大前区罗拉隔距减小前区牵伸倍数,有利于减小前区牵伸力,减少牵伸短绒,罗拉隔距选择为14 mm×24 mm。末并后区罗拉隔距可以比头并大2~4 mm,末并采用6.35倍牵伸,有利于降低牵伸波,改善条干。

表4 并条工艺配置
末并配置自调匀整装置,采用6根并合,可以保证正常的重量不匀率,总牵伸倍数6.02倍,后牵伸倍数调小到1.18倍,同时放大后区罗拉隔距到26 mm,保证末并条干的稳定。具体工艺见表4。
2.3 粗纱工序
粗纱将罗拉隔距放大为14 mm×30 mm×45 mm,改善牵伸效率,后区牵伸倍数采用1.12倍的张力牵伸,导条架张力牵伸采用1.02倍,稳定条干水平。
采用合理的粗纱定量、合适的粗纱捻系数,粗纱定量过大或捻系数过大,容易出现牵伸困难,成纱条干变差,粗细节增多的情况。采用中定量,中捻系数的工艺配置更加合理[10]。粗纱定量和捻系数高于传统工艺配置,低于优势重定量的工艺配置。具体工艺配置见表5。
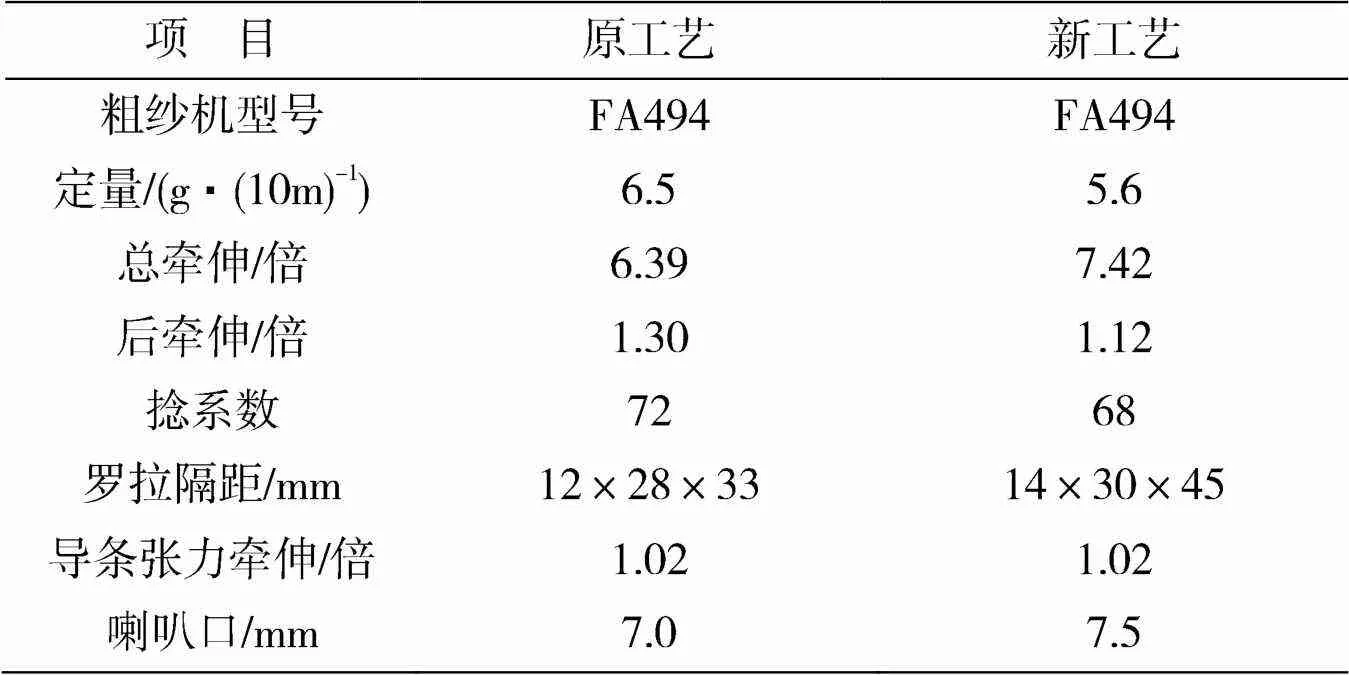
表5 粗纱工艺配置
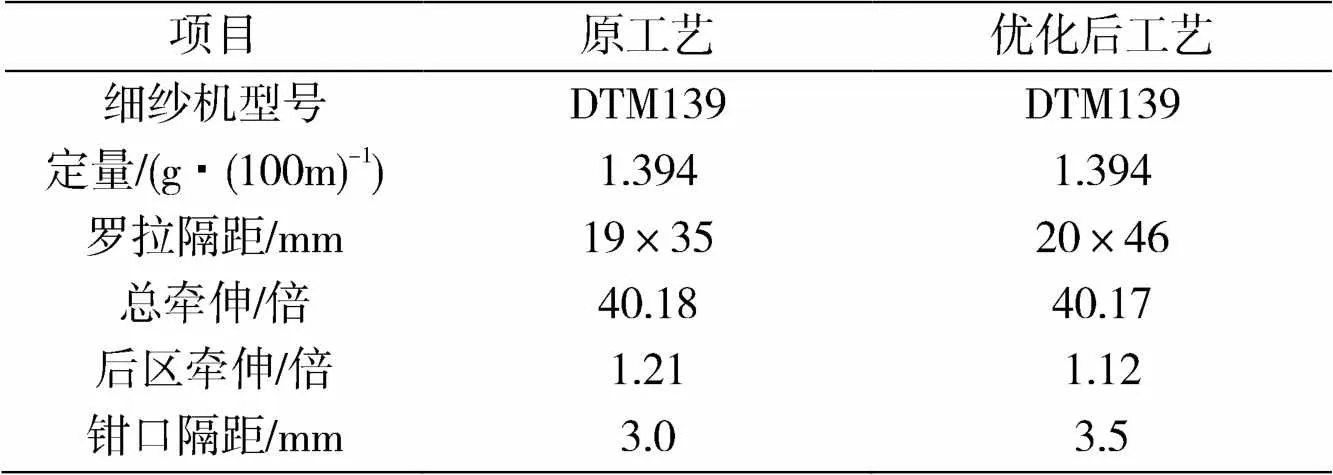
表6 细纱工艺优化前后对比
2.4 细纱工序
细纱工艺进行了优化调整,将细纱罗拉隔距放大到20 mm×46 mm,钳口使用3.5 mm的隔距块,同时减小后区牵伸倍数。具体工艺调整情况见表6。
2.5 自动络筒
优选电清工艺,既要保证有害纱疵的切除,又要稳定自络的生产效率。对电清工艺设置时,对纱疵截面面积倍数的设置相对严格,加强对粗大的棉结等有害纱疵进行切除;对纱疵长度设置相对宽松,控制剪切数量,稳定生产效率。电清工艺设置见表7。
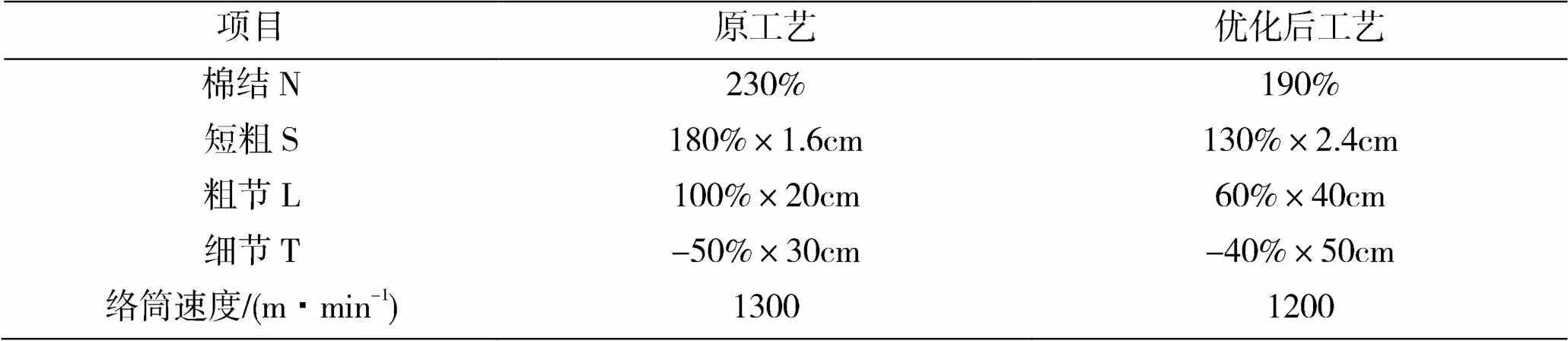
表7 自络电清参数
3 成纱质量
针对马塞尔纤维的性能特点,采用以上工艺技术措施后,车间生产稳定,顺利纺出马塞尔纤维混纺纱线,试验结果显示所纺的成纱质量稳定,达到预期目标。工艺优化前后质量对比情况见表8。
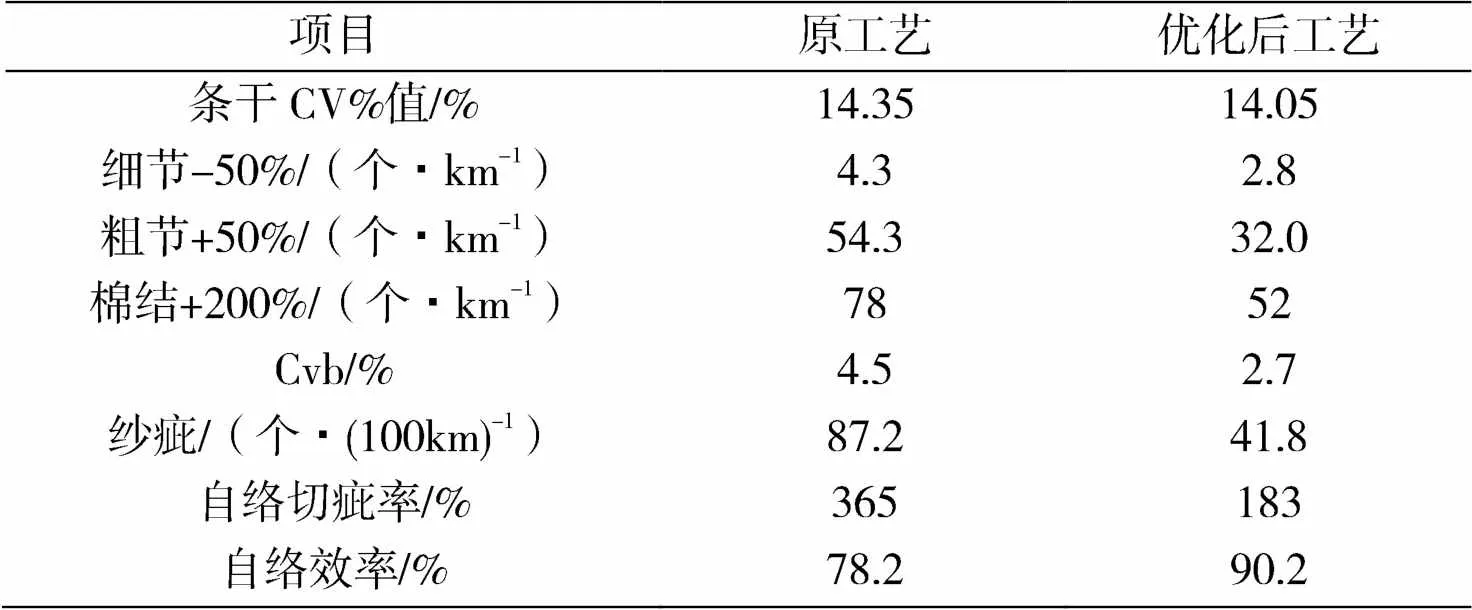
表8 工艺优化前后质量对比
4 结语
(1)马塞尔纤维和细旦涤纶混纺,对各工序工艺配置提出了更高的要求,各工序工艺配置遵循减少纤维损伤的原则。
(2)梳棉工艺对质量有着重要的影响,采用锋利度好,坚硬耐磨的优质针布,可以增强分梳,减少棉结,对提高产品质量至关重要。
(3)工艺配置过程中,适当放大牵伸隔距,减小牵伸力波动,对稳定成纱条干有重要的影响。
(4)经过这次生产实践,为今后开发生产更多新型纤维品种提供了实践经验和技术支持。
[1] 方国平, 刘福荣. 新型纤维素纤维功能技术及在针织上的应用[J]. 针织工业, 2019, (10):1-6.
[2] 万殊姝, 沈兰萍. 纤维含量对麻赛尔混纺交织物吸湿放湿性能的影响[J]. 纺织高校基础科学学报, 2019, 32(2):175-179.
[3] 杨明霞, 周蓉. 麻赛尔纤维性能分析[J]. 上海纺织科技, 2015, 43(11):59-61.
[4] 圣麻纤维、莱麻纤维、麻赛尔纤维和丝麻纤维[J]. 纺织检测与标准, 2018, 4(5):32-33.
[5] 刘建林. 优势纺纱工艺梳棉重定量研究[J]. 中原工学院学报, 2021, 32(3):7-11.
[6] 王学元. 重定量、大牵伸工艺基本原理的探讨[J]. 现代纺织技术, 2021, 29(1):31-35.
[7] 陈玉峰. 机采棉梳理工艺与器材应用[J]. 纺织器材, 2020, 47(6): 19-23.
[8] 陆惠文, 赵建伟, 倪远. 棉纺创新工艺理念的应用效果[J]. 棉纺织技术, 2018, 46(4): 66-73.
[9] 张喜昌, 张海霞. 阻燃粘胶/阻燃腈纶/棉混纺纱纺纱工艺与性能研究[J]. 上海纺织科技, 2018, 46(8): 32-34.
[10] P.B.Malakane, P.V.Kadole, 贺春霞. 快速成纱工艺参数对纤维取向和粗纱强度的影响[J]. 国际纺织导报, 2019, 47(12):8-10.
Development and Process Optimization of Lenzing Marcel Fiber Blended Yarn
LIU Jian-lin
(Zhejiang Huafei Textile Co.ltd, Quzhou Zhejiang 324400, China)
In order to develop and produce Lenzing Marcel fiber blended yarn and improve the product quality, through analyzing the properties of Marcel fiber, the process points of Marcel blended yarn are explored, and the spinning process parameters are reasonably designed, such as flexible opening and flexible carding in blowing-carding process to reduce fiber damage; In the drawing process, the number of combined roots is reduced, the total draft ratio and draft unevenness is reduced, the evenness level is stabilized, and the straightness and parallelism of fibers is improved; In the spinning process, it properly enlarges the roller spacing, reduces the fluctuation of drafting force, and stabilizes the CV% value level of spinning evenness. After a series of process optimization measures, the spinnability was obviously improved, and the Marcel blended yarn meeting the quality requirements was successfully spun, which provided practical experience and technical support for new product development of enterprises.
marcel fiber; blended yarn; technological key points; plexible carding; spinnability
刘建林(1970-),男,高级工程师,研究方向:纺纱新工艺、新产品、新设备.
TS104.2
A
2095-414X(2021)06-0020-04
