一种基于FMECA和FTA的产品可靠性增长方法
2022-01-04罗润
罗 润
(中航西安飞机工业集团股份有限公司西飞设计院综合技术所,西安 710089)
众所周知,故障模式、影响及危害性分析(Failure Mode,Effects and Criticality Analysis,FMECA)、故障树分析(Fault Tree Analysis,FTA)是成熟的可靠性分析技术,已广泛应用于航空、航天、核工业、电子、电力以及制造等领域。因此,有必要且有条件研究一套基于FMECA和FTA的可靠性增长方法,充分利用各类产品在设计、生产、性能试验、环境试验、外场使用和保障能力等全寿命周期过程中所暴露出来的缺陷、薄弱环节和故障信息,对其分析和纠正后实现产品的可靠性增长,直至产品达到最终的可靠性目标,即成熟期目标值要求。
1 现状分析
工程研制阶段,常采用可靠性增长试验的方法来实现可靠性增长。在进行可靠性增长试验前,首先应规划可靠性增长管理方案,对可靠性增长目标、增长计划、增长过程进行跟踪与控制。其次,应制定可靠性增长试验大纲,在大纲中明确试验目的和要求、受试设备说明、试验设备和仪器的说明、试验环境条件、性能合格范围、故障判据及接口限制、可靠性增长模型、数据的收集和记录要求、预防性维修的说明、试验进度安排及试验程序以及受试产品的最后处理和用于分析故障及改进设计所需的工作时间及资源要求等。最后,按试验大纲开展可靠性增长试验,并完成试验总结和报告。
在实际工程中,受组织资源和技术条件所限,某些产品的重要程度一般。研制、生产、使用和维护等信息分散在不同的承制单位和部门,组织难度较大,不宜采取可靠性增长试验的方式进行可靠性增长。对于这类产品,在设计鉴定或定型阶段达到最低可接受值(门限值)后,需要采用本文提出的基于FMECA和FTA的可靠性增长方法来整合信息与资源开展可靠性增长,以达到成熟期目标值(规定值)要求。
FMECA、FTA是成熟的可靠性分析技术,已广泛应用于航空、航天、核工业、电子、电力以及制造等领域。目前,已有将FMECA和FTA方法结合起来进行可靠性分析的研究。例如:2006年,王鹏等人通过把FTA和FMECA相结合的分析法运用到电子式电流互感器中进行可靠性分析,经过进一步的研究制定出了FMECA表格和故障树;2018年,车绥元利用包括FMECA和FTA的可靠性分析方法对医用蒸汽灭菌器进行相关分析,为其维护保养及使用评价提供了理论依据[1]。
本文将FMECA和FTA结合起来,提出基于FMECA和FTA的可靠性增长方法,正是利用FMECA和FTA整合全寿命周期中的信息和资源,从而不断分析并纠正产品在研制、生产、使用、维护等全寿命周期内的缺陷、薄弱环节和故障,从而不断提高产品可靠性水平。
2 基于FMECA和FTA的可靠性增长方法
FMECA可用于定性、定量分析产品所有可能的故障模式及其影响和危害,FTA可用于定量计算引起顶事件发生的底事件的重要度[2]。将FMECA与FTA结合起来,通过定性、定量分析产品可能的故障模式及其原因,充分识别产品的缺陷、薄弱环节和故障,选择性采取相应设计改进并使用补偿措施,可以降低故障模式的危害性,并有效提高产品可靠性水平。基于FMECA和FTA的可靠性增长方法流程见图1。
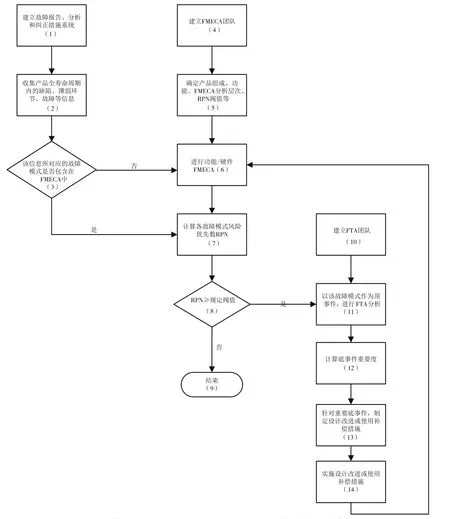
图1 基于FMECA和FTA的可靠性增长方法流程图
(1)按照相关标准要求,建立故障报告、分析和纠正措施系统(简称FRACAS系统),以便进行故障记录、故障报告、故障原因分析、纠正措施的确定和验证以及故障反馈工作。
通过对死体可燃物含水率与环境气象因子间相关性分析,它们之间存在一定的数学关系,气象因子较易获得。因此,可以用降水(X1)、气温(X2)、相对湿度(X3)、连旱天数(X4)、风速(X5)、蒸发量(X6)与死体可燃物含水率(Y)建立模型,来估算可燃物含水率,7个回归模型数学模型分别如下:
(2)通过步骤(1)建立的FRACAS系统,收集产品研制、生产、使用和维护等全寿命周期内的缺陷、薄弱环节和故障信息,并反馈给设计和生产部门。该步骤形成的故障报告、分析等记录应立案存档,确保产品故障信息的获取、处理、分析和使用有计划、有组织,且全程可控、可追溯。
(3)将步骤(2)收集到的缺陷、薄弱环节和故障信息反馈给步骤(4)建立的FMECA团队,由FMECA团队负责将此信息与FMECA中的故障模式进行对比,以判断该信息所对应的故障模式是否包含在FMECA中。若包含在FMECA中,则直接进行步骤(7),即计算各故障模式的风险优先数(Risk Priority Number,RPN)。若未包含在FMECA中,则需重新进行步骤(6),并将该故障模式添加进FMECA中,再进行步骤(7)。在这一过程中,应注意对比产品使用阶段的故障信息对应的故障模式是否包含在相应的FMECA报告中。
(4)按照相关标准要求,建立FMECA团队。
(5)确定产品组成、功能、FMECA分析层次及RPN阀值时,在开始FMECA之前,由步骤(4)建立的FMECA团队进行讨论并决策,以确定相关内容。在进行FMECA之前,首先应明确开展到哪一层级。确定FMECA分析的层级时,其约定层次根据分析的目的和掌握信息的程度而定。例如:主机单位在进行FMECA时,主要考虑的是故障模式对飞机的影响,则初始约定层次可定为飞机,约定层次可定为系统,最低约定层次可定为机载设备;而机载设备承制单位在进行FMECA时,主要考虑的是故障模式对设备的影响,则初始约定层次可定为设备,约定层次可定为LRU,最低约定层次可定为SRU,或者往下细分为零组件、集成电路板或元器件。
除此之外,在进行FMECA之前,还应确定产品的组成和功能。为避免遗漏,并确保便于分析和检查,可逐层级对每一种故障模式编号并分析[3]。例如:用5层编号“001-001-001-001-001”表示5层分析结构,即“飞机-系统-设备-LRU-SRU”。
RPN是风险优先数,其本身没有意义,只是为了比较各故障模式的相对危害度而存在的,其计算公式为:

式中:P为故障模式发生的概率,为便于比较,这里采用每种故障模式相对于产品总故障模式的发生概率进行计算,在具体分析时可参考表1取值,也可针对所分析的产品制定更详细的取值规则;S为故障模式的严酷度,即故障模式的发生对产品造成的影响程度,在具体分析时可参考表2取值,也可针对所分析的产品制定更详细的取值规则;D为故障模式的可探测度,即故障模式在发生前被检测出的概率,在具体分析时可参考表3取值,也可针对所分析的产品制定更详细的取值规则[4]。
RPN阀值(即RPN最小可接受值)是指当某一项故障模式的RPN值大于等于阀值时,就一定要采取相应的设计改进措施,而当某一项故障模式的RPN值小于阀值时,可以不采取预防纠正措施。在实际工程应用中,确定RPN阀值时,可根据95%的置信度原则,将最大可能的RPN值乘以(1-0.95)。如按照表1、表2、表3中的取值来看,RPN阀值应为5×10×10×(1-0.95)=25,即当某一故障模式的RPN≥25时,则需采取设计改进措施。这里也可以根据实际情况需要,将阀值定义为最大可能的RPN值乘以(1-80%)或(1-50%)等。需要注意,表1中预设某产品的总故障概率为1,各故障模式的发生频率均为与1相比的数值。

表1 故障模式发生概率P的取值

表2 故障模式严酷度S的取值
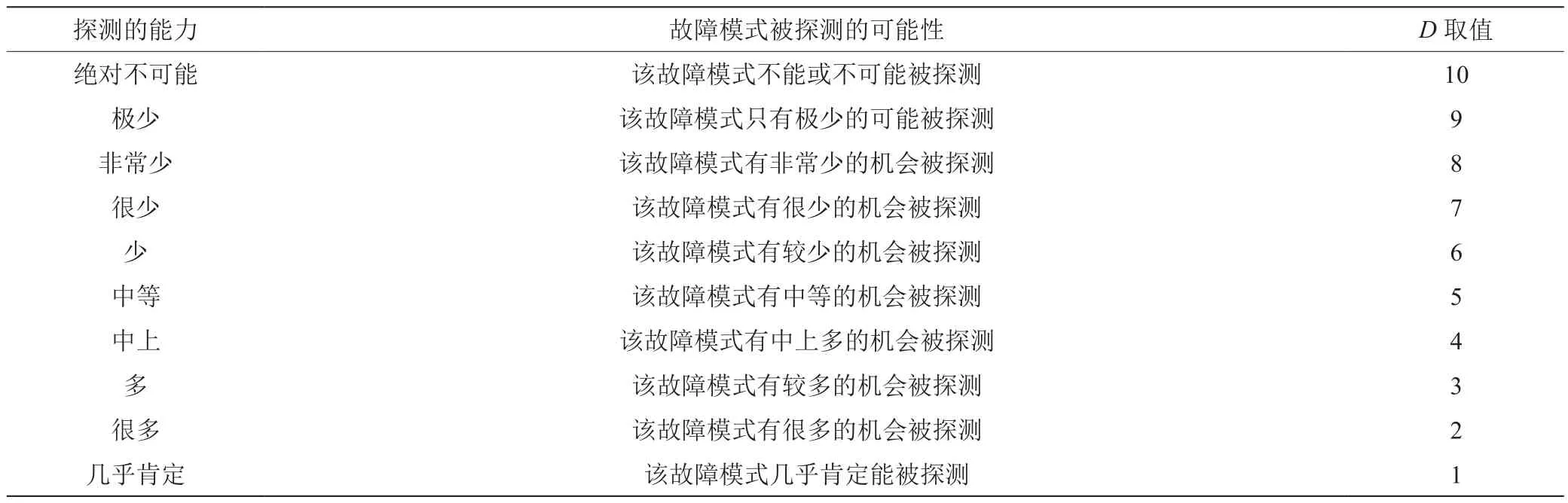
表3 故障模式可探测度D的取值
(6)FMECA工作从方案设计开始,需要边设计、边分析,并贯穿于产品的研制全过程。按照相关标准,在不同的研制阶段可选择不同的分析方法进行FMECA分析[5]。此步骤应由步骤(4)中确立的FMECA团队,承接步骤(5)中的初始设定,对产品进行FMECA分析,找出产品所有可能的故障模式、影响,一般需要采用功能/硬件法相结合的方法开展FMECA。在实施步骤(6)时,应注意按照相关标准的要求,清晰、规范地表述各种故障模式及其原因、影响。
(7)按照表1、表2、表3中(或根据产品实际情况)确立的P、S、D取值原则进行取值,并按照式(1)分别计算各故障模式的RPN值。
(8)判断步骤(7)中计算的各故障模式的RPN是否大于等于阀值。
(9)承接步骤(8)的判断,如某故障模式的RPN值小于阀值,则不做改动,此次流程结束。
(10)按照相关标准要求,建立FTA团队。
(11)承接步骤(8)中的判断,如某故障模式的RPN大于等于阀值,则以该故障模式作为顶事件,进行FTA,从而找出导致该故障模式发生的原因和原因组合。
(12)按照相关标准,分析造成顶事件的底事件及其组合并计算底事件重要度。
(13)针对步骤(12)中较为重要的底事件,结合经费、时间、技术条件考虑,针对部分或全部故障制定设计改进或使用补偿措施。
(14)实施步骤(13)制定的设计改进或使用补偿措施,改进完成后重新进行功能/硬件FMECA,并判断改进是否有效,该故障模式是否已消除或已将其RPN控制在可接受范围内。
3 适用范围及应用效果
3.1 适用范围
本文提出的基于FMECA和FTA的可靠性增长方法,适用于组成或功能已知的系统/设备,并且该系统/设备应具备开展FEMCA和FTA的所有数据条件,能收集到全寿命周期的信息和资源。此外,该方法涉及技术和管理工作,贯穿产品从研制、生产到使用维护全寿命周期的全过程。使用该方法的过程中,因为许多工作都是循环、交叉进行的,是一个动态管理的过程,所以必须做好统一协调和规划[6]。
3.2 应用示例
下面以某计算机为例,应用FMECA和FTA结合的方法进行可靠性增长。
首先,建立FRACAS系统,并收集某计算机全寿命周期内的缺陷、薄弱环节、故障等信息,收集结果见表4。其次,建立FMECA团队,确定产品组成、功能、FMECA分析层次及RPN阀值(定义RPN阀值为150)等信息进行硬件FMECA,简化后的分析结果见表5。经对比,表4中的信息所对应的故障模式已全部包含在表5中。最后,计算各故障模式的风险优先数RPN,并与RPN阀值150进行对比,发现故障模式0-5-0-1需要进一步开展FTA工作。

表4 某计算机全寿命周期信息表

表5 某计算机FMECA表格(简化后)
建立FTA团队,以硬盘2的故障模式0-5-0-1作为顶事件,进行FTA分析并计算底事件重要度,发现某元器件微观损伤为重要底事件,更换相应元器件后,可将该故障模式的发生概率P降低到3。重新计算0-5-0-1故障模式的RPN为126,满足不大于阀值的要求,改进结束。
从上述示例可以看出,将FMECA和FTA相结合,可以针对较严重、较频繁、难于探测的故障实施针对性改进,改进后可提升设备的可靠性水平。工程应用时,也可采用补偿措施,以降低某故障模式的影响。
4 结论
本文提出的基于FMECA和FTA的可靠性增长方法实用性较强,可用于工程实际,通过充分利用产品寿命周期各阶段的可靠性信息,能够不断分析、处理产品缺陷、薄弱环节和故障,切实提高产品可靠性水平,实现可靠性增长。但是,该方法并未设定可靠性增长目标,在进行故障原因分析和实施纠正措施时,因措施不良等复杂因素的作用,可能产生新的潜在故障,且可靠性增长可能为负值。因此,进行可靠性增长工作时,每一步故障原因分析和纠正措施均应保存过程资料,以保证增长过程高透明并可逆。只有故障原因分析准确、设计改进和补偿措施有效,才能保证可靠性增长。
