掺工业废渣水泥砂浆的力学性能及护筋特性研究
2021-12-30黄康华林伟鑫黄明辉黄杰豪庞雍晟李庚英
黄康华,林伟鑫,黄明辉,黄杰豪,庞雍晟,李庚英
(华南农业大学 水利土木学院,广东 广州 510642)
0 前言
利用具有火山灰活性的工业固体废渣代替消耗大、能耗高的水泥,不但节约资源能源、防止环境污染,还能提高混凝土的耐久性[1-2],一直是国内外的研究热点。据统计,我国粉煤灰的利用率达75%、煤矸石的利用率为72.2%、废石膏的利用率为60%,而同样具有火山灰性质的陶瓷废渣在我国的利用率只有13%左右[3-8]。大量的陶瓷废渣采用直接丢弃填埋,占用大量土地资源,造成严重的环境污染和资源浪费。Turner[4]研究发现,陶瓷废料堆积的海滩污泥中的重金属Pb含量提高了13~35倍。我国是世界最大的陶瓷生产国,陶瓷年产量超过100亿m2[5],每年天然矿物资源消耗量约2亿t,每年产生的陶瓷废料超过1800万~2000万t[6]。陶瓷废渣粉用于混凝土不但可以保护环境、节约资源,还能提高混凝土的耐久性、显著降低成本[7-8]。Mostafa Samadi等[9]的研究表明,当陶瓷废渣取代量为50%时,水泥砂浆的造价降低24.5%,因此有必要加大陶瓷废渣粉的利用率。
陶瓷废渣的主要成分为SiO2和Al2O3,具有一定的火山灰活性,可以代替少量水泥使用[10]。Mohit[8]研究了掺5%~25%陶瓷废渣粉的砂浆强度发展规律,发现陶瓷废渣粉的取代率为10%时,砂浆的28 d抗压和抗折强度较未掺分别提高了9.8%和17%;过多的陶瓷废渣粉将降低砂浆的力学性能,当废渣取代率为25%时,砂浆的28 d抗压和抗折强度较未掺分别降低12%和11%。同样,El-Dieb等[11]的研究表明当陶瓷废渣粉的取代量10%时,混凝土的7 d和28 d抗压强度较未掺分别提高了9.5%和6.5%;而当陶瓷废渣粉为30%时,混凝土的7 d和28 d力学性能分别降低了30%和12%。根据Amitkumar D.Raval等[10]的研究结果可知,当陶瓷废渣粉的取代率超过20%时,混凝土的力学性能显著降低。陶瓷废渣粉取代量过大会降低水泥混凝土的力学性能,一方面,是由于其活性较低,在常规条件下难以激发SiO2和Al2O3的二次水化反应;另一方面,是由于陶瓷废渣粉具有吸水性大、棱角多、流动性差等缺陷,材料分布不均匀,整体性能差[8]。
为了提高陶瓷废渣的利用率,本文利用粉煤灰具有吸水性小、堆积效应好、流动性好以及可以形成非均相成核[12]等特点,将陶瓷废渣粉和粉煤灰混合使用,研究大掺量混合废渣(总取代率为50%~75%)对砂浆的力学性能、吸水率和护筋特性的影响规律,得出合理配比。同时利用SEM测试分析砂浆的微观结构,初步分析作用机理。
1 试 验
1.1 原材料
陶瓷废渣粉:潮安环尔保废弃回收公司;水泥:海螺牌P·O42.5水泥,密度3.04 g/cm3,比表面积≥300 m2/kg,标准稠度用水量为27.8%,初、终凝时间分别为142、203 min,28 d抗压、抗折强度分别为49.2、8.5 MPa;粉煤灰:Ⅱ级,细度9.4%,需水量比为93%,烧失量2.1%,含水率0.5%。原材料主要成分如表1所示。
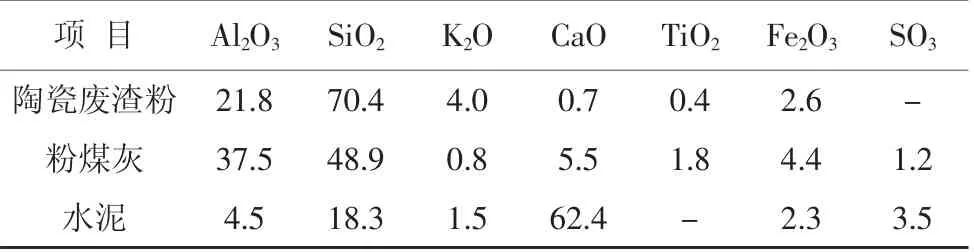
表1 原材料的主要化学成分 %
1.2 仪器设备
JEOL-6390扫描电镜,万能试验机,电热鼓风干燥箱,JJ-5型行星式水泥胶砂搅拌机,胶砂振动台,三联模具(40 mm×40 mm×160 mm),常压湿热养护箱(最高温度97℃),加压养护箱(压力0.8 MPa),天平,量筒,温度计,恒压直流电源等。
1.3 试验方法
不同陶瓷废渣粉掺量砂浆的配比如表2所示,其中废渣粉为陶瓷废渣粉和粉煤灰按1∶1的质量比均匀混合而成。按照GB/T 17671—1999《水泥胶砂强度检验方法(ISO法)》制备试样,并进行力学性能测试,采用标准养护方式对试件养护7 d,然后在自然条件下养护28 d。
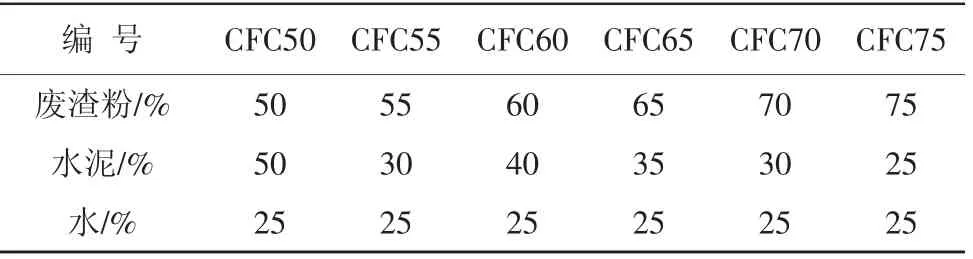
表2 高掺量废渣粉砂浆的配比
吸水性采用毛细水系数测试方法,试样尺寸为40 mm×40 mm×160 mm,常温养护28 d后置于电热恒温鼓风干燥箱中60℃烘干24 h,试件冷却至室温后,在试件4个侧面涂抹防水剂。在试件浸没水中至规定时间后,记录其质量变化。
钢筋耐腐蚀性能测试方法图1所示[13],试件尺寸为100 mm×100 mm×100 mm,试验原理为电化学快速腐蚀,即电解池反应原理,此加速锈蚀试验装置包括直流电源、电流采集系统、应变采集系统、装有质量分数为5%的NaCl溶液的水槽、阴极铜网、试块、绝缘塑料条、计算机1台。当反应进行7 d后,关闭电源,取出试件,对该立方体试件进行抗压强度测试。抗压强度测试完成后,取出试件内锈蚀的钢筋,除去钢筋所有锈迹后使用电子天平称量,并与锈蚀试验前钢筋质量进行对比。
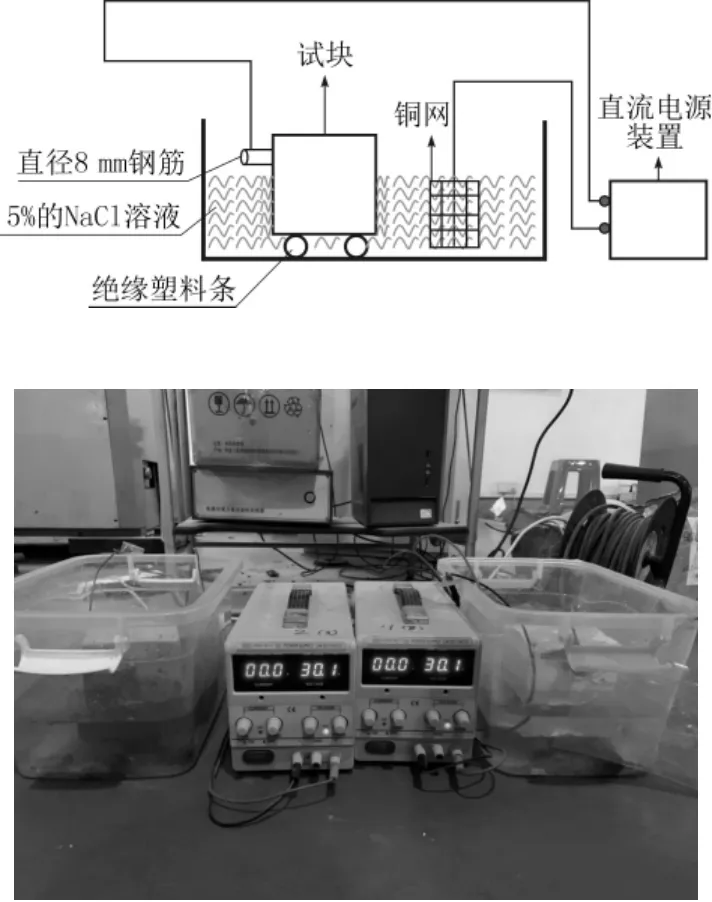
图1 钢筋电化学加速腐蚀测试装置
2 结果与讨论
2.1 微观结构
采用扫描电镜观察分析了CFC50、CFC60和CFC70(掺50%、60%和70%废渣粉)养护28 d后砂浆的微观形貌,如图2所示。
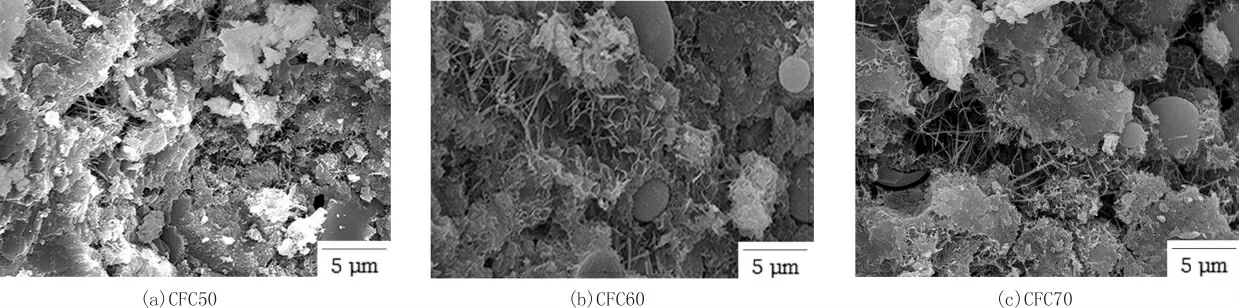
图2 不同废渣粉掺量砂浆的SEM照片
从图2可以观察到,废渣粉掺量显著影响砂浆的微观结构。当废渣粉的掺量为50%(CFC50)时,砂浆的微观结构密实,未观察到大的孔洞、裂缝和未水化的球状颗粒(粉煤灰)。这一结果表明,当水泥用量为50%时,其水化产物氢氧化钙可以有效激发50%的废渣粉。从图2(b)可以观察到较多的球状颗粒,表明当水泥用量为40%时,其水化产物氢氧化钙在养护28 d后未能充分激发60%的废渣粉。但是,CFC60依然具有较理想的微观结构,未观察到孔洞和裂缝,而且粉煤灰颗粒与水泥石粘结紧密,还能观察到大量的纤维状晶体。而当废渣粉掺量达70%时,砂浆内部存在大量的孔洞、裂缝和未反应的粉末颗粒,而且粉煤灰颗粒与水泥石界面之间的粘结差。
2.2 废渣粉掺量对砂浆力学性能影响(见表3)
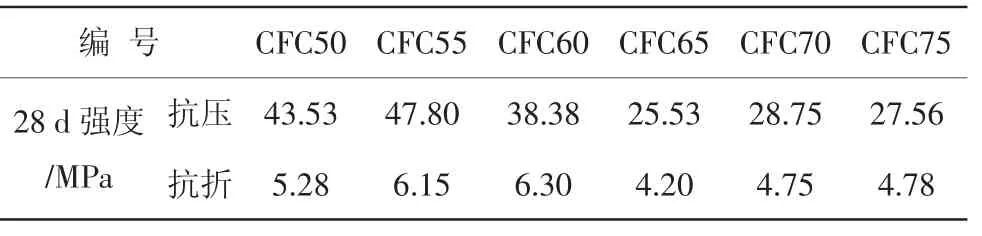
表3 废渣粉掺量对砂浆力学性能影响
由表3可知,砂浆28 d抗压和抗折强度均随着废渣粉掺量的增加先提高后降低。对抗压强度而言,当废渣粉掺量为55%时(CFC55),砂浆的28 d抗压强度达到最大值,为47.80 MPa,当废渣粉掺量为60%时(CFC60),其28 d抗压强度降低到38.38 MPa。而后,随着废渣粉掺量进一步增加,砂浆的抗压强度显著降低,CFC65、CFC70、CFC75的抗压强度分别比CFC55降低了46.6%、39.9%、42.3%。
对抗折强度而言,废渣的最佳掺量为60%(CFC60),而后随着废渣粉掺量的增加,抗折强度显著降低,CFC65、CFC70、CFC75的抗折强度比CFC60分别降低33.3%、24.6%、24.1%。综合抗压强度、抗折强度和SEM分析结果可知,废渣粉掺量为55%~60%时,具有较好的二次水化效应、形态效应和填充效应,在尽可能利用固体废渣的情况下,混合废渣的用量可达60%。
2.3 毛细孔吸水性能
毛细孔吸水性能反应了水泥基材料内部的毛细孔含量及孔结构分布状况,孔隙率越大、连通孔越多,则毛细孔吸水率越高,毛细孔吸水系数k就越大。其中毛细孔吸水系数k可以采用式(1)计算[14]:

式中:Q——试件吸水量,g;
A——试件吸水表面积,m2;
t——试件吸水时间,s;
k——试件毛细吸水系数,g/(m2·s1/2)
不同废渣粉掺量砂浆的毛细孔吸水性能测试结果如图3所示。
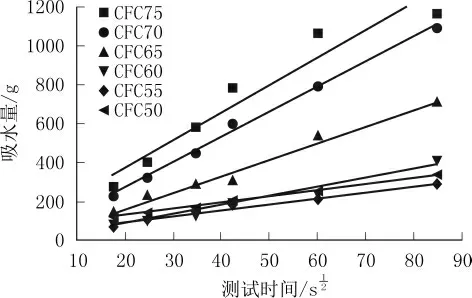
图3 废渣粉掺量对砂浆吸水性的影响
由 图3可 知,CFC50、CFC55、CFC60、CFC65、CFC70和CFC75的毛细孔吸水系数k值分别为3.2、3.1、4.6、8.4、12.8、14.1 g/(m2·s1/2)。相 对CFC50而 言,CFC55、CFC60、CFC65、CFC70和CFC75的毛细孔吸水系数k值分别增加了-0.03、0.44、1.62、3.0和3.4倍。废渣粉对吸水性的影响与力学性能基本一致,即砂浆的吸水性随着废渣粉掺量的增加而增加。在所有砂浆中,CFC55的毛细吸水系数k值最小,因此具有最高的抗压强度;当废渣粉掺量为50%~60%时,砂浆的吸水量极小,这是由于CFC50和CFC60均具有较密实的微观结构。
2.4 护筋性能
钢筋混凝土结构是当今应用范围最广的结构形式之一,因为钢筋腐蚀造成的损失巨大[15-17]。2002年,美国国会指出,每年因钢筋混凝土结构失效导致的直接经济损失达37.9亿美元[18]。英国环保部门称,英国每年钢筋混凝土构筑物的维修费用高达5.5亿英镑[19]。我国每年因钢筋混凝土结构破坏、劣化所造成的经济损失约占国内生产总值的3%~4%,其中沿海地区混凝土结构失效带来的损失超过3000亿元。因此,获得具有优良护筋性能的保护层,可以提高钢筋混凝土的耐腐蚀性能,有效避免因结构失效而造成的巨大经济损失和人员伤害[20-21]。
表4是不同废渣粉掺量的钢筋混凝土的腐蚀特征,其中钢筋质量损失率及保护层的抗压强度损失率均为7 d电化学加速腐蚀测试结果。
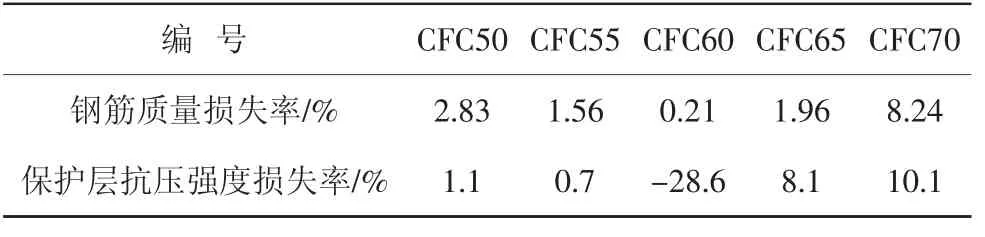
表4 加速腐蚀钢筋损失率及保护层强度损失率
由表4可知,废渣粉掺量影响钢筋的腐蚀性能,钢筋质量损失率和保护层强度损失率均随着废渣粉掺量的增加开始增大而后逐步减小。对钢筋质量损失而言,废渣粉的合理掺量为60%(CFC60),7 d加速腐蚀后钢筋的质量损失率仅为0.21%,过多的掺入废渣粉,会加速钢筋腐蚀,而当掺量为70%时(CFC70),钢筋质量损失率达到最大值,8.24%。对保护层强度损失而言,废渣粉的合理掺量为60%,经过7 d电化学加速腐蚀后,保护层的强度提高了28.6%;而掺70%废渣时,保护层强度降低了10.1%。
钢筋腐蚀影响保护层性能,因为钢筋锈蚀产物的体积是本体体积的1~8倍,少量的锈蚀产物可以填充界面及保护层中的孔洞和裂缝,提高钢筋混凝土整体力学性能,CFC60抗压强度提高了28%就是这一原因造成的。而过多的锈蚀产物将引起保护层膨胀破坏,显著降低其力学性能。另外,如图3所示,在所有钢筋腐蚀测试样品中,CFC70的毛细吸水系数k值最大,其孔隙率最高,因此如表4所示,CFC70中的钢筋腐蚀速率最大,保护层强度损失最多。
3 结论
(1)当废渣粉总掺量分别为55%和60%时,砂浆具有最高的抗压和抗折强度,28 d抗压、抗折强度分别为47.8、6.3 MPa。
(2)废渣粉掺量显著影响砂浆的吸水性,当废渣粉掺量为50%和60%时,砂浆的吸水性能基本相同,过多的废渣粉将显著提高砂浆的吸水性能。
(3)当废渣掺量为60%,砂浆具有较好的护筋性能,7d电化学腐蚀钢筋损失率仅为0.21%,保护层强度提高了28.6%;而掺70%废渣时,钢筋质量损失率为8.24%,保护层强度降低了10.1%。
(4)SEM分析表明,掺50%和60%废渣粉的砂浆均具有较密实的微观结构。其中掺60%废渣粉中的未水化颗粒较多,但是其内部存在较多的纤维状晶体和良好的水泥石/废渣粉颗粒的界面性能。
(5)综合力学性能、耐久性、经济效益和环境效应,陶瓷废渣粉和粉煤灰总掺量可达60%。
