风电场塔筒螺栓腐蚀分析
2021-12-30李岩房海峰孙作峰何梓洋陈有为王玉飞
李岩,房海峰,孙作峰,何梓洋,陈有为,王玉飞
(1.深圳国能宸泰科技有限公司,广东 深圳 518000; 2.中广核射阳风力发电有限公司,江苏 盐城 224000)
某沿海风电场塔筒运行6年零4个月,其风机组螺栓锈蚀严重,基础混凝土开裂,有渗水的风险,长此下去势必会降低风机的寿命,对风机的安全运行造成威胁。塔筒的螺栓型号为EN14399-4,性能等级为10.9级,产品规格为M36-155和M39-160。42CrNiMo中碳钢经调质处理后,具有较好的耐热性、弹性、强韧性和淬透性,被广泛应用于重要机械零部件的制造中,也成为用于螺栓的钢材。海上作业环境恶劣,为了保证螺栓的耐蚀性能,需要对螺栓进行锌铬膜涂层处理,即达克罗处理。
为避免螺栓表面大面积腐蚀,寻找风机螺栓在海上作业的腐蚀原因,文中对送检螺栓进行了取样、实验分析。通过宏观分析、化学成分分析、金相分析和冲击性能测试、拉伸性能测试、硬度测试等方法对螺栓腐蚀进行了分析。
1 取样螺栓腐蚀形貌
共取25套螺栓副用于实验室检测,其中包括腐蚀较严重的M36-155螺栓副8套,编号依次为M36-1— M36-8;腐蚀较严重的M39-160螺栓副8套,编号依次为M39-1—M39-8;腐蚀较轻的M36-155螺栓副3套,编号依次为M36-9—M36-11;新采购的M36-155螺栓副3套,编号依次为M36-Ⅰ—M36-Ⅲ;新采购的M39-160螺栓副3套,编号依次为M39-Ⅰ—M39-Ⅲ; 样品如图1所示。
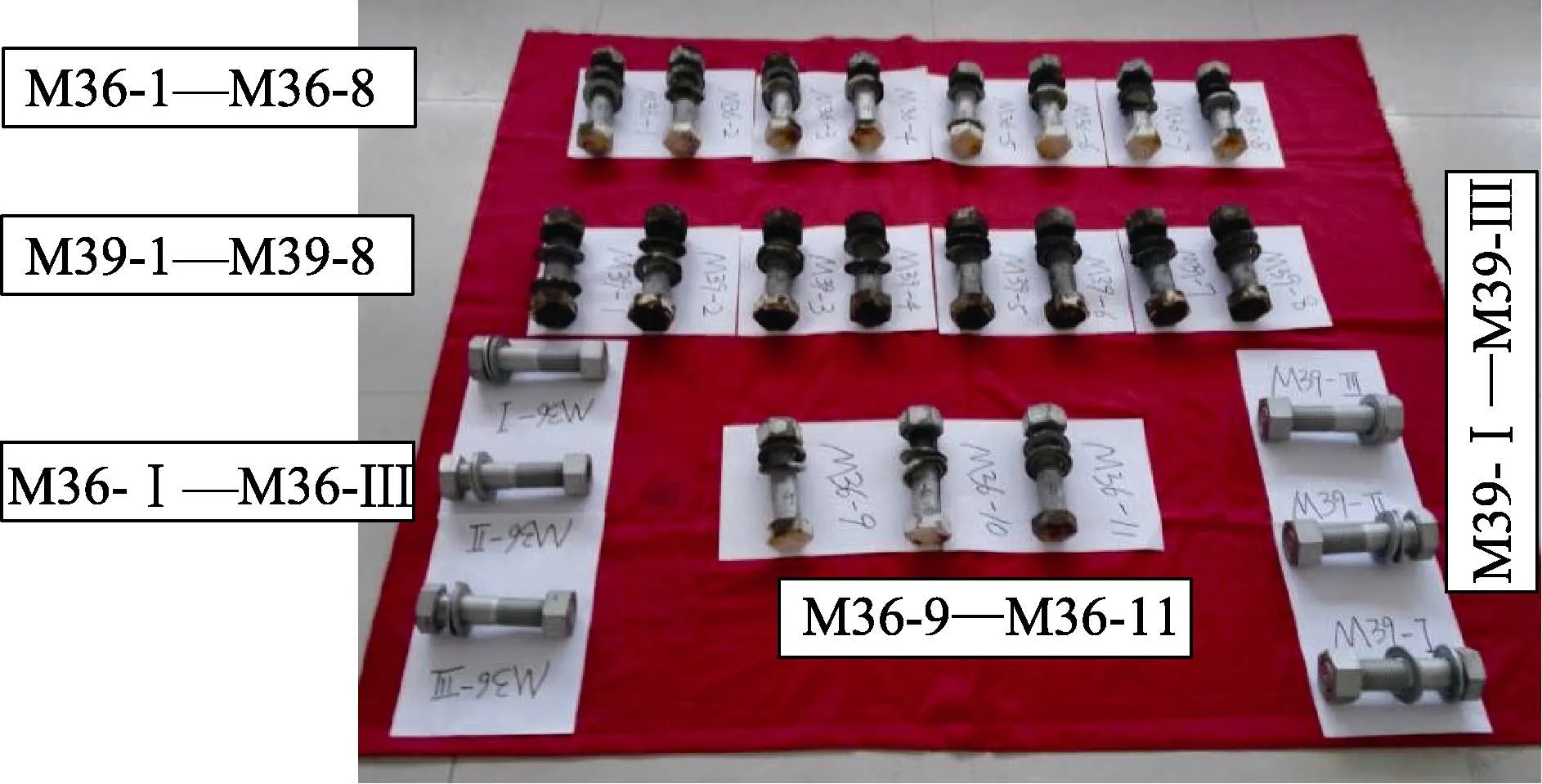
图1 样品编号 Fig.1 Sample number chart
风机现场取样的高强螺栓宏观腐蚀形貌如图2所示,前期的螺栓、螺母、垫圈上均有涂层,经过现场使用后,螺母表面涂层大面积起皮、脱落,裸露金属受到腐蚀,表现为红褐色和黄色,严重的会出现金属腐蚀疏松,氧化皮层层脱落;垫片同样发生较严重的腐蚀,且垫片边缘的腐蚀程度较中部严重,部分垫圈边缘腐蚀脱落;相比螺母和垫圈,螺栓的螺杆部位腐蚀程度较轻,个别螺栓在靠近上螺母部位的螺纹存在较轻的腐蚀情况。

图2 高强螺栓宏观腐蚀形貌 Fig.2 Macroscopic corrosion morphology of high-strength bolts: a) corrosion morphology of the upper part of the bolt; b) corrosion morphology of the bottom part of the bolt; c) the first macroscopic corrosion morphology of the bolts; d) the second macroscopic corrosion morphology of the bolts
2 实验结果与分析
2.1 螺栓成分分析
分别在每组样品的螺杆、螺母和垫圈上取样,用全谱直读光谱仪对其化学成分进行分析。检测位置为样品的中间部位,每个样品检测三点并取平均值,以保证成分的准确性,实验结果见表1。检测结果表明,M39螺栓使用后,Mn元素含量稍高于标准值,通过后续性能检测结果来看,稍高的锰含量并未影响其基本力学性能,可能是由于成分偏析、取样等其他外部因素导致的。其余试样使用前后的螺栓、螺母、垫圈材料的成分符合GB/T 3098.1—2010《紧固件机械性能螺栓、螺钉和螺柱》和GB/T 3098.2—2000《紧固件机械性能螺母、粗牙螺纹》规定,成分合格。

表1 螺栓的化学成分和标准要求 Tab.1 The chemical composition and standard requirements of the bolts %
2.2 拉伸性能试验
在各试样螺栓螺杆的杆部,选取5 mm的纵向圆棒试样3根,在室温下使用万能实验机进行拉伸实验,结果见表2。螺栓的抗拉强度、屈服强度、断后伸长率和断面收缩率都满足GB/T 3098.1—2010《紧固件机械性能螺栓、螺钉和螺柱》规定,螺栓的拉伸性能合格。

表2 螺栓拉伸性能试验结果 Tab.2 Bolt tensile performance test results
2.3 冲击性能试验
从送检的螺栓杆部取10 mm×10 mm×10 mm的V型缺口试样3根,螺栓低温冲击性能试验结果见表3。根据GB/T 3098.1—2010《紧固件机械性能螺栓、螺钉和螺柱》规定,试验温度为−20 ℃。考虑到国内类似风电法兰紧固件螺栓的通行检测标准和使用,本实验选择实验温度为−40 ℃,且合格标准的冲击功不变(≥27 J)。从测试结果来看,M39-4螺栓使用过后的实测冲击韧性较低,但考虑到螺栓的已使用年限以及冲击试验结果具有一定的离散性,并且M39-4螺栓冲击功的平均值大于标准规定值,可以认为螺栓的冲击韧性合格。整体上来说,各螺栓副满足GB/T 3098.1— 2010《紧固件机械性能螺栓、螺钉和螺柱》的要求。
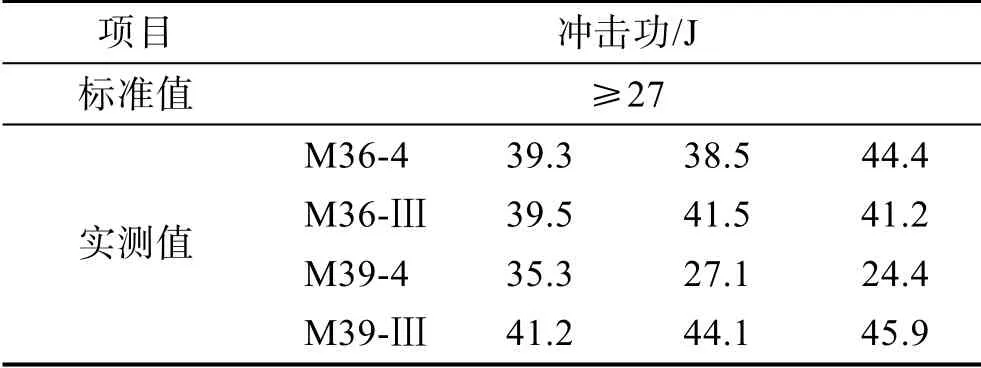
表3 螺栓冲击性能试验结果 Tab.3 Bolt impact performance test results
2.4 硬度试验
取螺栓、螺母、垫圈样品分别进行硬度检验,在每个试样表面随机选取三个点进行硬度测试。螺栓副的硬度试验结果见表4,其中螺栓的洛氏硬度HCR符合标准GB/T 3098.1—2010《紧固件机械性能 螺栓、螺钉和螺柱》的要求,硬度合格。螺母的维氏硬度HV30较标GB/T 3098.2—2000《紧固件机械性能 螺母、粗牙螺纹》偏低。垫圈的洛氏硬度HRC符合GB/T 1231—2006 《钢结构用高强度大六角头螺栓、大六角头螺母、垫圈技术条件》要求。
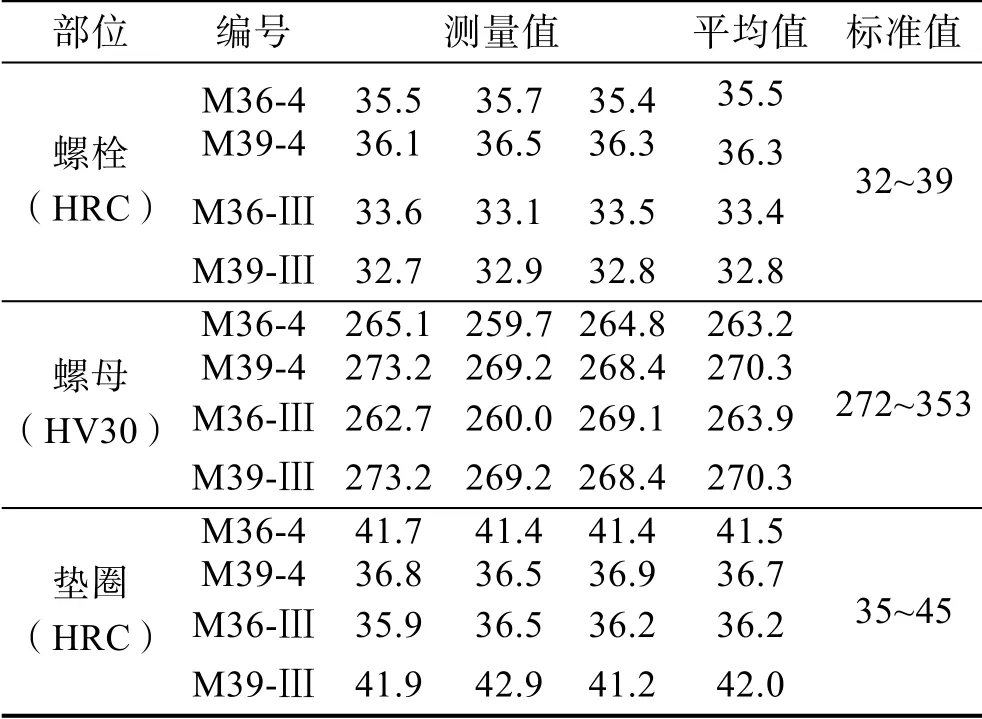
表4 螺栓副硬度试验结果 Tab.4 Bolt pair hardness test results
2.5 金相组织分析
按照取样方案,分别对使用前后的M36和M39两种规格的螺栓、螺母、垫圈进行微观组织分析。
使用前后,M36和M39螺栓副经研磨抛光后,用硝酸酒精溶液腐蚀,其金相组织如图3—5所示,参照GB/T 13320《钢质模锻件金相组织评级图及评定方法》评定金相组织的等级。对比图3 a—c可以得出,未使用螺栓的金相组织为回火索氏体组织,金相组织为1级;对比图3b、3d可以得出,使用后螺栓的金相组织为回火索氏体+铁素体,金相组织评级为3级;对比图4、图5可以看出,使用前后螺母、垫圈的金相组织为回火索氏体+条块状铁素体,金相评级为4级。

图3 螺栓使用前后金相组织 Fig.3 Metallographic organization of bolts before and after use: a) metallographic organization of M36 bolts before use; b) metallographic organization of M36 bolts after use; c) metallographic organization of M39 bolts before use; d) metallographic organization of M39 bolts after use

图4 螺母使用前后金相组织 Fig.4 Metallographic organization of nuts before and after use: a) metallographic organization of M36 nuts before use; b) metallographic organization of M36 nuts after use; c) metallographic organization of M39 nuts before use; d) metallographic organization of M39 nuts after use

图5 垫圈使用前后金相组织 Fig.5 Metallographic organization of gaskets before and after use: a) metallographic organization of M36 gaskets before use; b) metallographic organization of M36 gaskets after use; c) metallographic organization of M39 gaskets before use; d) metallographic organization of M39 gaskets after use
根据GB/T 13320规定,1~4级金相组织为合格。
2.6 晶粒度检测
试样研磨抛光后,用过饱和苦味酸+酒精+洗涤液腐蚀,M36和M39螺栓使用前后的金相组织如图6所示。根据GB/T 66394—2017《金属平均晶粒度测定方法》对金相组织进行晶粒度评级,使用前M36螺栓的平均晶粒度为7.0~7.5级;使用后M36螺栓的平均晶粒度为7.5~8.0级;使用前M39螺栓的平均晶粒度为7.5~8.0级;使用后M39螺栓的平均晶粒度为8.0级。
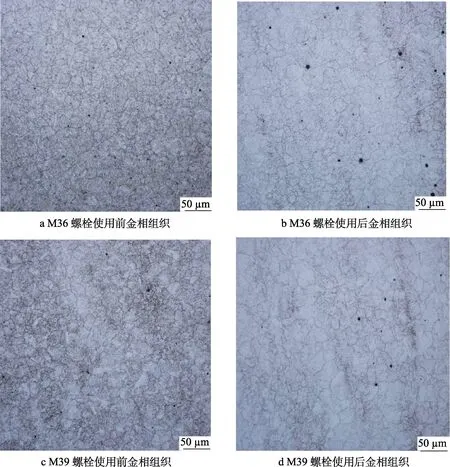
图6 螺栓副使用前后金相组织 Fig.6 Metallographic organization of bolts before and after use: a) metallographic organization of M36 bolts before use; b) metallographic organization of M36 bolts after use; c) metallographic organization of M39 bolts before use; d) metallographic organization of M39 bolts after use
2.7 非金属夹杂物分析
螺栓使用前后,纵截面的金相组织如图7、图8所示,可见基体中分布着点状和线状的非金属夹杂物。根据GB/T 10561《钢中非金属夹杂物含量的测定标准评级图显微检验法》规定,对使用前后M36和M39螺栓组织中的非金属夹杂物进行评级,发现M39螺栓的夹杂物含量普遍多于M36螺栓的夹杂物含量,具体评级结果下。

图7 M36螺栓使用前金相组织 Fig.7 Metallographic organization of M36 bolts before use: a) metallographic organization of M36 bolts before use; b) energy spectrum of impurities in M36 bolt; c) metallographic organization of M36 bolts after use; d) energy spectrum of impurities in M36 bolt

图8 螺栓使用后金相组织 Fig.8 Metallographic organization of M39 bolts after use: a) metallographic organization of M39 bolts before use; b) energy spectrum of impurities in M39 bolt; c) metallographic organization of M39 bolts after use; d) energy spectrum of impurities in M39 bolt
1)使用前螺栓。
M36:D类(球状氧化物)细系3级;
M39:D类(球状氧化物)细系1.5级,粗系2.5级;DS类(单颗粒球状物)2.5级。
2)使用后螺栓。
M36:D类(球状氧化物)细系3级。
M39:A类(硫化物)细系1.5级;D类(球状氧化物)细系2级;DS类(单颗粒球状物)1.5~2.0级。
2.8 锈蚀产物分析
为了更好地探究螺栓表面影响腐蚀发生的因素,对螺栓截面进行了腐蚀产物分析。如图9所示,铬元素集中分布在腐蚀产物中,有利于形成稳定结构的锈层。该螺栓组应用于海洋环境,空气潮湿且富含大量的氯离子,因此,在锈蚀产物中可以检测到大量的氯元素,氯元素分布在整个基体表面甚至临近的基体内。可以认为,氯离子的出现增加了向基体内部发生大量腐蚀的风险,进而促进了腐蚀的发生,是螺栓副大面积腐蚀的主要原因。在P点处,螺栓截面的氯质量分数为1.88%,铬质量分数为0.19%。
3 综合分析
通过对比分析使用前后螺栓的化学成分、力学性能(抗拉强度、屈服强度、断后伸长率、断面收缩率)、低温冲击性能、硬度、微观组织(金相、夹杂物、晶粒度)等,可以判定使用后已发生腐蚀的螺栓副是否安全,能否继续满足使用需求。
通过对使用前后螺栓副的化学成分测试结果进行分析,发现使用前M36和M39两种螺栓、螺母、垫圈的成分均符合标准要求;使用后M36的螺栓、螺母、垫圈成分符合标准要求;使用后M39的螺母、垫圈成分符合标准要求,但螺栓中的Mn元素质量分 数(0.87%)稍高于标准值(0.5%~0.8%)。锰元素在钢材中的作用主要表现为:可以有效提高材料的强度、淬透性,并通过和夹杂的硫元素结合,减少硫元素对钢材产生的热脆性。但锰含量增加到一定程度后,会促使晶粒长大,降低材料的塑性和韧性,并增加第二类回火脆性的倾向。综合考虑锰元素的优缺点,我国把42CrMo的锰元素含量定在0.5%~0.8%;美国ASTM A193/A193M-15a中把锰元素含量定为0.65%~1.1%,因为锰含量的增加对提高淬透性有积极作用。此外,从力学性能和金相组织的测试结果来看,并没有因为锰元素含量的偏高而出现异常。因此,即使锰元素质量分数为0.87%,超过了我国的标准,但仍在可接受范围内。
使用前后螺栓副的力学性能测试结果表明,使用前后的M36和M39两种螺栓的抗拉强度、屈服强度、断后伸长率、断面收缩率、低温冲击韧性均符合标准要求。硬度试验结果表明,螺栓、垫圈硬度符合标准要求,但螺母硬度较标准值偏低。因为在设计紧固件螺栓副时,螺栓的硬度一般都略高于螺母硬度。大多数情况下,螺栓的加工、更换难度和成本大于螺母,所以适当降低螺母的强度,让损坏尽量发生在螺母部分。如:GB150.2《压力容器第2部分:材料》中规定“调质状态使用的螺母用钢,其回火温度应高于组合使用的螺柱用钢的回火温度”。材料在淬火后回火温度越高,其硬度和强度应越低。因此,本测试结果螺母硬度稍低于标准值对螺栓副的性能影响不大,可以接受。
使用前后螺栓副的金相组织测试结果表明,使用前螺栓的金相组织为1级回火索氏体组织,使用后螺栓的金相组织为3级回火索氏体+铁素体组织;使用前后,螺母、垫圈的金相组织为回火索氏体+条块状铁素体,金相评级为4级[1]。根据GB/T 13320规定:除非供需双方特殊约定,1~4级金相组织为合格。对使用前后M36和M39螺栓组织中的非金属夹杂物进行评级,结果如下:使用前M36螺栓中D类(球状氧化物)夹杂物为细系3级;使用前M39螺栓中D类(球状氧化物)夹杂物为细系1.5级,粗系2.5级,DS类(单颗粒球状物)夹杂物2.5级;使用后M36螺栓中D类(球状氧化物)夹杂物为细系3级;使用后M39螺栓中A类(硫化物)夹杂物为细系1.5级,D类(球状氧化物)夹杂物为细系2级,DS类(单颗粒球状物)夹杂物为1.5-2.0级[2]。通常来说,对于高强度紧固件材料,一般要求球状氧化物夹杂物(D类)控制在2级以内。实际使用的螺栓中,D类球状氧化物夹杂偏高,会影响螺栓基体本身的耐腐蚀性能[3]。通过对螺栓截面锈层的成分分析,认为在海洋环境下,氯离子渗入整个锈层和表层基体,是造成腐蚀发生的原因[4]。
综上分析,虽然使用后的螺母、垫圈和螺栓端部发生了不同程度的腐蚀,但通过相关测试分析发现,尽管螺栓副腐蚀较严重,但各项性能指标合格,不影响使用的安全性[5-6]。
通过分析使用后螺栓副的腐蚀状态,并结合风电的自然环境状况,找出导致腐蚀发生的主要原因。分析如下。
达克罗(dacrotized)又称锌铬膜涂层,将水基锌铬涂料进行刷涂、浸涂或喷涂于零件或构件表面,通过烘烤,在钢铁表面形成鳞片状锌和锌的铬酸盐,形成均匀的无机涂层,以达到防腐耐蚀的效果[7]。达克罗涂层的制作作为一种高新技术和生产工艺,在国际上被誉为是具有划时代意义的表面处理行业新工艺,在国内仍处于起步阶段。达克罗涂层保护基体的原理为:电化学牺牲阳极保护,即将存在两种电极电位差的金属视为阴阳极,形成内部电池。镀锌涂层作为阳极,在反应中逐渐被消耗,进而保护作为阴极的结构金属[7]。达克罗涂层由Zn/Al粉末和铬酸盐复合而成,厚度为200 nm左右,直径小于20 μm,由数十层超细鳞片状结构组成,通过这种片状超细金属粉末的相互重叠来隔绝腐蚀介质,以减少腐蚀的发生[8-9]。
同样,通过电化学方法起到牺牲阳极保护作用的传统镀锌层中,电镀锌作为单层金属锌,腐蚀路线很短。而达克罗涂层重叠叠加的极薄鳞片锌、铝和铬酸盐层,大大提高了腐蚀线路的复杂性[10]。有研究表明,铬酸在腐蚀过程中要对每片鳞片锌进行钝化包裹,因此,同样厚度的达克罗涂层比传统镀锌层的腐蚀路线曲折延长很多[11]。达克罗涂层和电镀锌钝化层的极化曲线如图10所示,相比较电镀锌,达克罗涂层的自然腐蚀电位升高,说明其真实极化曲线高于镀锌层的真实极化曲线[12-13]。曲线越陡,极化度越大,电极过程中受阻滞的程度越大。综上,达克罗涂层的抗腐蚀性能明显大于镀锌钝化膜的抗腐蚀性能[14]。
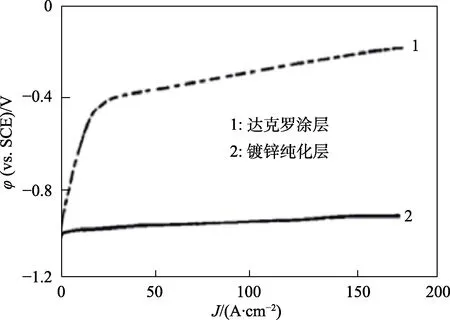
图10 达克罗涂层与电镀锌钝化涂层的阳极极化曲线 Fig.10 Anode polarization curve of Dacromet coating and electro-galvanized passivation coating
达克罗作为一种新型的表面处理方法,具有如下优点:1)极高的耐腐蚀性能。经达克罗工艺处理的标准件和管接件可在耐盐雾试验中保持1200 h以上,不出现红锈。2)无氢脆性。适合在结构件表面的涂覆[15]。3)高耐热性。耐热温度可达300 ℃以上[16]。4)表面良好的结合性及再涂性能。处理后的零件易于进行喷涂着色,与有机涂层的结合能力甚至超过磷化膜。5)良好的渗透性。
达克罗涂层也有一定的局限性:1)达克罗中含有对环境和人体有害的铬离子,六价铬离子具有致癌作用,不利于环保。2)达克罗的烧结温度高、时间长、能耗大,制作成本高。3)达克罗表面非常容易出现划痕和磕痕,耐磨性较差。4)导电性能不佳,不适合用于导电连接的部件,如接地螺栓等。与此同时,达克罗涂层的产品不适合与铜、镁、镍和不锈钢的零部件接触与连接,因为会产生接触性腐蚀,影响产品的表面质量及防腐性能。因此,达克罗涂层的使用具有局限性[17]。
带有盐分的腐蚀介质在法兰及螺栓上聚集,防腐涂层很容易由于外力(运输、安装、维护等)的作用发生局部破损,腐蚀性介质穿过防腐涂层直接与法兰金属的基体接触,发生电化学腐蚀[18]。此外,法兰处设备结构比较复杂,很容易在法兰、螺母、螺栓、垫圈等位置形成缝隙;在含有溶解氧、带盐分的溶液小环境中,形成良好的缝隙腐蚀条件;腐蚀产物的聚集及局部缝隙内外的环境差异(缝隙内外存在氧浓度差,金属离子水解,溶液酸化,溶液pH值下降等)[19,20],进一步加快了腐蚀速度,促进了腐蚀的进一步发展。
4 结论和建议
1)在役的螺栓满足现阶段的安全使用要求,但螺栓在实际包装、运输、安装、校核过程中会对表层达克罗涂层产生不同程度地损坏,降低涂层防腐效果;在恶劣的自然环境综合作用下,螺栓会发生电化学腐蚀和缝隙腐蚀。
2)采购新螺栓时,要严格控制产品质量,向螺栓生产厂家索取螺栓热处理状态及各项相关性能测试报告,并委托第三方复验其基本性能,全面检验螺栓性能是否满足标准要求;在螺栓服役过程中,要使用润滑剂,对螺栓提供防腐防锈蚀保护。
3)螺栓副经受海风、日晒、积水、海盐等综合作用,很容易产生腐蚀问题,需要对螺栓副的腐蚀问题重点关注;仅仅依靠涂漆很难满足风机设计寿命内的安全服役,需要对其进行特殊保护(如防锈剂+螺栓帽保护等)。