金属网布型筛管抗内外压能力研究与探讨
2021-12-29王尔钧郭永宾孟文波武洪鑫尹玉超顾海瑞
李 中,王尔钧,郭永宾,孟文波,武洪鑫,尹玉超,孔 洋,顾海瑞
1中海石油(中国)有限公司湛江分公司 2东营市瑞丰石油技术发展有限责任公司
0 引言
筛管的抗内外压强度是评判筛管使用性能的一项重要参数,在筛管的使用过程中,不论是砾石充填过程还是生产采油过程,都有可能产生来自内部或外部的压力,特别是在地层砂堵塞防砂层时,液体流经筛管防砂层可能会产生一定的节流压差,此时对筛管防砂层的强度是一个很大的考验,如果筛管防砂层承受不住压力而破裂,地层砂将通过破裂处进入油管,即宣告防砂失败[1-2]。
多流道旁通筛管是针对深水油气田砾石充填及大位移长水平井段砾石充填容易产生砂桥及堵塞的问题而设计的一种带有旁通管结构的防砂筛管,其结构是在金属编织网过滤层的外部带有旁通管,在砾石充填过程中,一旦出现砂桥或堵塞,携砂液可通过旁通管绕过堵塞部分继续向下充填,以确保充填可靠[3-4]。在多流道旁通筛管的测试过程中,发现多流道旁通筛管的金属网布过滤层抗内压强度较低,不能满足使用要求。
为了提高多流道旁通筛管的金属网布过滤层的抗内压强度,对多流道旁通筛管的不同金属网布过滤层结构、不同加工工艺方面进行了多次试验研究,发现不同的金属网布过滤层结构和焊接加工工艺是影响多流道旁通筛管抗内外压强度的主要因素。通过对多流道旁通筛管的试验研究,以优化筛网类型选择和结构,从而进一步提高金属网布型筛管的抗内外压强度。
1 试验原理及试验方法
1.1 试验原理
以配制好的试验液体(内含比筛管过滤精度大和比筛管过滤精度小的固体颗粒)分别从筛管内侧和筛管外侧流经筛管过滤层,试验液体中的固体颗粒会慢慢封堵住筛管过滤层,导致流量慢慢减小,压力慢慢上升,继续加压使筛管破裂[5-8]。
1.2 试验方法
抗内压试验液体走向见图1。用柱塞泵从筛管内部泵入试验液体,待入口出现压力显示时,继续泵注液体,当入口压力突降或提高排量压力不再上升时,停止泵入试验液体,此时判断筛管破裂。拆出筛管并解剖,观察筛网情况。

图1 抗内压液体走向示意图
抗外压试验液体走向见图2。用柱塞泵从筛管外部泵入试验液体,待入口出现压力显示时,继续泵注液体,当入口压力突降或提高排量压力不再上升时,停止泵入试验液体,此时判断筛管破裂。拆出筛管并解剖,观察筛网情况。
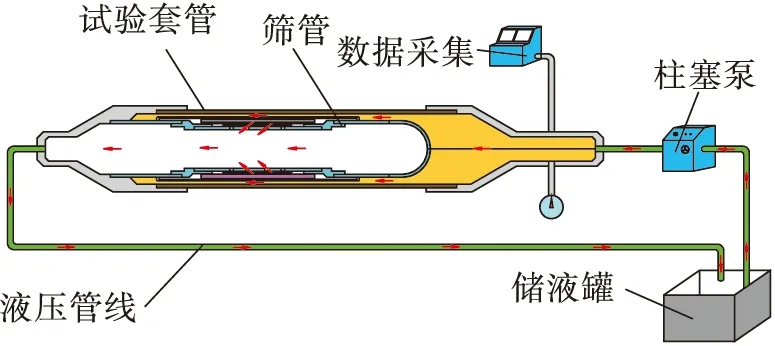
图2 抗外压液体走向示意图
该试验方法参考中国海洋石油总公司的标准Q/HS 6007.3—2011《筛管技术规范第3部分:金属网布筛管》,参考抗内压值为≥6.5 MPa,抗外压值为≥27.5 MPa。
2 试验过程
2.1 使用不同金属编织网筛管的抗内压试验
国内金属网布筛管常用平纹编织网作为筛管的过滤层,其优点是整体制造成本较低,但强度较低;国际上常用的还有斜纹编织网、逆向斜纹编织网等,这两种编织网编织密实,空隙均匀,但成本较高,不同编织网结构见图3。

图3 不同编织网示意图
为了研究不同金属编织网过滤层对筛管抗内外压强度的影响,分别对采用平纹编织网和采用逆向斜纹编织网的旁通筛管进行了抗内压测试,测试结构为基管+金属网布过滤层+旁通管+外护管结构(见图4),筛网搭接焊接工艺为自动电阻焊。
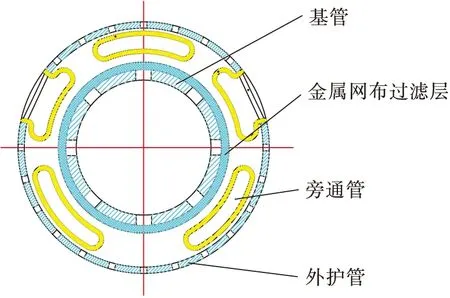
图4 旁通筛管结构简图
测试结果为:使用平纹网的旁通筛管抗内压能力为1.9 MPa,使用逆向斜纹网的旁通筛管抗内压能力为2.6 MPa,均小于标准参考值6.5 MPa,筛网破裂点均在筛网焊接处[9-10]。分析原因是筛网卷制焊接时,自动电阻焊焊点处的金属丝熔化降低了整体强度。
2.2 改善焊接工艺的筛管抗内压试验
在对使用平纹编织网的旁通筛管和使用逆向斜纹编织网的旁通筛管进行的抗内压测试结果分析中,焊点处的金属丝熔化降低了整体强度是导致筛管抗内压能力低的一个重要原因,因此在不改变筛管结构的情况下,对筛网焊接工艺进行了优化,主要目的是为了减少编织网金属丝的熔化对筛网强度的影响,加工工艺由原来的自动电阻焊改为手动点焊工艺,手动点焊相对于自动电阻焊的优点在于焊接面积小,焊接熔融对筛网的影响小。首先对采用手动点焊工艺,使用逆向斜纹编织网筛网的筛管进行了试验。
测试结果为:使用逆向斜纹编织网的旁通筛管抗内压能力为3.7 MPa,抗内压强度依然小于标准参考值6.5 MPa,筛网漏点不是因为筛网破裂,而是因为手动点焊处的焊接强度不够,导致焊接处开焊。虽手动点焊工艺制作的筛管的抗内压能力优于自动电阻焊工艺制作的筛管,但抗内压能力仍不满足标准参考值的要求。试验证明不论是自动电阻焊还是手动点焊,都是由于过滤套的强度不足而使筛管产生漏点。
2.3 改善筛网结构的筛管抗内压试验
逆向斜纹编织网已经是市面上强度很高的金属网布,但是采用自动电阻焊和手动点焊的上述结构的筛网仍不能满足要求,因此在筛网结构上进行了优化设计。
对筛网结构的优化设计提出了两种方案:① 增加金属网布的层数来提高筛管的抗内压能力;② 紧贴金属网布过滤层增加一层外护套,在筛网承受内压时给予筛网一个外部支撑。
2.3.1 增加一层筛网结构的筛管抗内压试验
对增加一层编网的筛管进行抗内压试验,测试结果为:使用平纹编织网的旁通筛管抗内压能力为3.1 MPa,使用逆向斜纹编织网的旁通筛管抗内压能力为6.2 MPa,抗内压强度依然小于标准参考值的6.5 MPa,原因是筛网强度不够,导致筛网刺漏。
增加金属编织网的层数确实可以增加筛网的抗内压强度,但不能使筛管的抗内压强度提高到标准参考值以上。此方案不仅增加了成本和加工难度,还会增加筛管外径,因此不是最佳选择。
2.3.2 增加一层外护套结构的筛管抗内压试验
筛网本身的强度相对于同厚度的金属板强度较低,若紧贴金属网布过滤层增加一层外护套(见图5),由于外护套是由金属板冲孔制成的,其强度远高于金属网布,在筛网承受内压时,在筛网外部提供一个高强度的支撑,对筛管的抗内压能力的提高会比增加金属网布层数更好一些,而且成本要低于继续增加金属网布层数。

图5 增加护套的旁通筛管结构简图
对增加外护套的筛管进行了抗内压试验,试验测试结果为:使用平纹编织网的旁通筛管抗内压能力8.8 MPa,使用逆向斜纹编织网的旁通筛管抗内压能力为12 MPa,抗内压强高于标准参考值6.5 MPa。紧贴金属网布过滤层增加一层外护套对筛管的抗内压能力提升了3~4倍,是提高筛管抗内压能力的直接有效措施。
2.4 筛管抗外压试验
对采用手动点焊工艺并在金属网布外侧增加一层外护套的旁通筛管进行抗外压强度试验,试验样品分别是采用平纹编织网的旁通筛管和采用逆向斜纹编织网的旁通筛管。
测试结果为:采用平纹编织网的旁通筛管抗外压试验加压31.5 MPa,筛网未出现破损,紧贴筛网的外护套出现变形,但不影响防砂效果;采用逆向斜纹编织网的旁通筛管抗外压试验加压38.5 MPa,未出现破损,紧贴筛网的外护套出现和平纹编织网的旁通筛管一样的变形,但不影响防砂效果。抗外压能力均高于参考标准参考值27.5 MPa。
试验结果分析:由于筛管的金属网布过滤层内侧是紧贴基管的,所以在筛管承受外压时,基管给予过滤层一个支撑作用,以防止筛网因挤压变形而发生破裂。不论是采用平纹编织网的旁通筛管还是采用逆向斜纹编织网的旁通筛管均能达到抗外压能力的要求。
2.5 绕丝筛管抗内外压试验
在对旁通筛管的抗内外压试验过程中,对同等过滤精度的绕丝筛管也进行了抗内外压试验,为旁通筛管的抗内外压能力的改进提供参考,其抗内压强度可达10~11 MPa,抗外压强度可达30 MPa以上。
2.6 试验数据对比
通过对试验数据对比(见表1)可以看出:相同结构类型和焊接工艺的金属网布筛管,使用逆向斜纹编织网的金属网布筛管抗内压能力高于使用平纹编织网的金属网布筛管;改善焊接工艺,减小焊接对筛网的破坏可提高金属网布筛管的抗内压强度;增加筛网层数或增加护套可显著提高金属网布筛管的抗内压强度,且金属网布外侧增加护套是提高金属网布筛管抗内压强度非常有效的手段。对比绕丝筛管的抗内外压测试结果,经过优化后的金属网布筛管抗内外压能力均能达到或超过绕丝筛管。

表1 筛管抗内外压试验数据表
3 结论
(1)金属网布筛管过滤层所采用的金属编织网是影响筛管抗内压能力的重要因素之一,高强度的逆向斜纹编织网抗内压能力明显高于平纹编织网。
(2)金属网布过滤层的焊接工艺是影响筛管抗内压能力的另一项重要因素,自动电阻焊的焊接熔融程度高于手动点焊工艺,对筛网金属丝的强度影响较大,所以手动点焊工艺的筛网抗内压强度高于自动电阻焊工艺的筛网。
(3)在金属网布过滤层外部增加一层紧贴的外护套,可有效提高筛管抗内压能力3~4倍。
(4)筛管的金属网布过滤层内侧是与基管贴合的,在筛管承受外压时,基管为过滤层提供支撑以防止筛网因变形而破裂。
