基于预测PI 控制器的松散回潮出口水分控制
2021-12-29汪钲轶陈文先金世益
汪钲轶,陈文先,金世益
(贵州中烟工业有限责任公司毕节卷烟厂,贵州毕节 551700)
0 引言
在制丝线生产过程当中,松散回潮工序是很重要的一个环节,该工序实现的功能是对片烟进行松散,对松散后烟叶进行增温、增湿处理,提高烟叶的温度、水分和韧性,以满足后续工序的生产要求。对松散回潮出口水分控制进行研究,无论是对松散回潮工序还是对烟草行业其它类似设备都具有重要的意义。
在松散回潮工序生产过程中,控制系统可检测及控制的扰动因素主要有:入口烟叶流量、入口水分、补偿加水流量、补偿加热蒸汽流量;不可检测及控制的扰动因素主要有:补偿加热蒸汽的水分、加工工序的环境湿度,其中入口水分的变化对出口水分的控制影响最大。采用传统的PID 控制算法,对于松散回潮出口水分这种大滞后控制对象,往往难以实现稳定的闭环自动控制。为了改善出口水分控制精度,提出预测PI 控制器,这种控制器包括PI 控制器和预测控制器。
1 问题分析
1.1 研究对象
以WQ3113 滚筒式松散回潮机为研究对象,滚筒式松散回潮机结构如图1 所示。切片后的烟块进入松散回潮筒被松散为烟片,在热风和蒸汽流的作用下,松散后的烟片被软化并增强了韧性,温度和水分达到工艺指标要求后输送到烟叶储柜暂存。
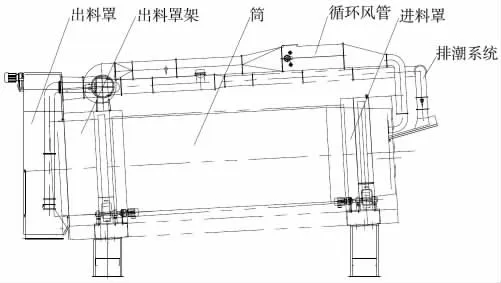
图1 滚筒式松散回潮机结构
1.2 存在问题及原因分析
WQ3113 型松散回潮机出口水分控制方法是传统的PID 控制,即运用PID 控制追踪出口水分,在该过程控制中,借助SIEMENS Step 7 自带的PID 控制器,调用功能块FB41 连续PID 控制来实现,通过LMN 输出值的转化,配合水阀的开闭及加水水泵的泵频率来实现对水分的控制。
以上方法可以实现回潮筒出口水分的自动控制,但是控制相对滞后,特别是对于松散回潮出口水分这种大滞后控制对象,当入口水分变化时,出口水分不能及时进行响应,也就是说出口水分过程控制稳定性并未得到解决,所以用传统PID 控制方法已经不能满足烟草行业的精确化控制的生产要求。
2 改进方法
2.1 预测PI 控制器模型
新的出口水分控制方法需要在松散回潮机入口增加一个水分仪进行水分检测,同时将入口水分加入实际出口水分的控制系统中,并在原来的基础上进行优化,采用预测PI 控制模型,具体思路如下:
预测PI 控制器包括PI 控制器和预测控制器,主要思路是将PI 控制器和预测控制器共同作用,能提前响应被控参数的变化,并进行精确控制。预测PI 控制器能够有效地应对烟叶水分控制这种大滞后变量,在被控系统的参数发生变化时,系统具较好的稳定性、鲁棒性等。单位负反馈控制系统如图2 所示。

图2 单位负反馈控制系统
Gc(s)和Gp(s)分别为控制器和被控对象的传递函数,E(s)、U(s)分别为控制器的输入、输出,U(s)同时也是被控对象的输入,Y(s)为被控对象的输出。
2.2 预测PI 控制器应用前研究
WQ3113 型松散回潮出口水分控制模型是工业控制中是较常见的纯滞后一阶模型,对回潮筒出口水分进行研究,得到预测PI 控制器的结构为式(1):
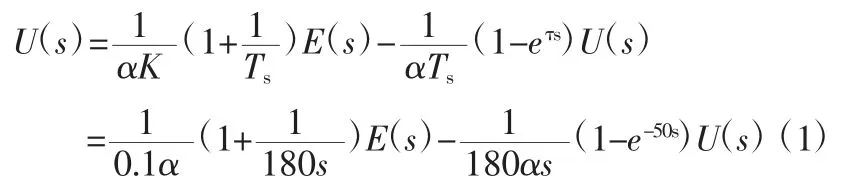
α 的不同取值,得到不同的系统响应曲线。要保证系统具有较小超调量和具有较快的响应速度,则α 的取值小于1 是比较合适的,通过模拟实验的方法来确定具体的取值。
2.3 模拟实验确定α 取值
根据控制模型,人为设定松散回潮入口水分,在13%~17%范围内上下波动,为了验证入口水分波动较大的前提下,该模型下出口水分的稳定性情况,设计在t<700 之前,回潮筒入口水分为15.8%;在t=1000 时,入口水分变成13.2%;在t=2200 时,回潮筒入口水分又变为17.2%,滚筒入口处烟叶水分变化曲线如图3 所示。

图3 滚筒入口处烟叶水分变化曲线
滚筒出口处烟叶水分如图4 所示。从图4 可以看出,出口水分值控制在16.7%到17.3%之间,波动小且跟踪快。这表明:在系统输入存在较大扰动的情况下,这种控制器能较快地跟踪出口水分这种大滞后控制量的设定值,控制稳定,超调量较小。

图4 滚筒出口处烟叶水分变化曲线
3 应用效果
3.1 实际应用效果
预测PI 控制器在实际生产中的实际应用中,在松散回潮出口水分控制过程时,选取控制模型为e-50s,试验选取不同的α 值,可以得到不同的系统响应曲线,根据系统所要求的响应速度和超调量,选择α=0.25,预测PI 控制器的结构为式(2):

该控制器用于生产运行后,实际得到的出口水分趋线如图5 所示。从图中可以看到,直线为片烟水分设定值,曲线为过程值,在08:00:00—08:00:20 为系统跟踪时间,跟踪时间较短,超调量也较小;08:00:20 后为系统控制稳定期,即使在存在干扰,出口水分仍然能被控制在标准(17%)范围内,满足工艺要求。

图5 回潮筒出口处烟叶水分控制实际效果
3.2 数据分析
改进前后各工艺指标测试数据对比见表1,由表1 可见,改进后松散回潮出口水分工艺指标均明显提升。平均出口水分SD(Standard Deviation,标准偏差)值由0.499 6%降低至0.315 2%,出口水分CPK(Process capability index,过程能力指数)值由0.862 提升至1.196。提高了松散回潮机烟叶出口水分的稳定性和控制效果,满足工艺要求。

表1 改进前后各工艺指标测试数据对比
4 结束语
以松散回潮工序中烟叶出口水分控制为研究对象,提出了一种新型控制器——预测PI 控制器,其主要思路是将PI 控制和预测控制有机结合起来,其中PI 控制项能够提高系统鲁棒性,当不同干扰或模型参数发生变化时,能保持良好控制性能,预测部分能够克服大滞后对控制品质的不利影响。在松散回潮出口烟叶水分控制实际运用的结果表明,预测PI 控制器具有量好的快速跟踪性能,出口水分的控制效果明显优于传统控制方式,出口水分的稳定性显著增强,出口水分标准偏差(SD)和过程能力指数(CPK)都得到了大幅改善,值得进一步研究和应用。
