可移动式辅助手工装箱及电机驱动盘油封
2021-12-29王睿,陶力,胡威
王 睿,陶 力,胡 威
(红云红河烟草(集团)有限责任公司曲靖卷烟厂,云南曲靖 655001)
0 引言
手工装箱目前是曲靖卷烟厂细支规格烟支生产不可或缺的一个环节,产品经由生产设备工艺路线,最终形成条烟,然后从下降输送通道送至人工装箱站台完成条烟的装箱过程。
1 背景技术
曲靖卷烟厂细支规格卷烟生产以及特殊牌号的卷烟生产全部采用的是人工手工进行装箱,是由于此种规格的烟支产量较常规烟支少,故采用人工装箱的方式进行生产,这是不可或缺的一个环节。但是在下降输送通道到人工装条入箱的过程中,由于惯性会存在烟条与烟条之间发生轻微的碰撞,易造成条内烟包中的烟支撞成空松甚至空头。此外手工装箱由于固定的装箱人员长时间进行同一种生产动作,很容易产生麻痹大意、视觉疲劳,易造成烟条装反、烟条触皱甚至箱内缺条的情况。为确保生产产品质量的完美,现在生产线上在进行封箱之前包装机操作工还要再检查核对一遍,虽然此种方式一定程度上确保了生产烟支的准确无误,但是造成了待封烟箱一件接一件的摆放在生产现场周边,导致生产车间凌乱,影响了车间环境的整洁,同时增加了生产操作人员的工作量,分散了生产操作人员操作设备关注产品质量的时间。另外由于中细支烟没有专门的设备进行烙条处理,需人工手动盘取油封进行烙条,如遇机器故障、排查问题烟支等情况,会产生大量待烙条的烟,手动盘油封的时间就很紧张,不仅在设备正常运行时影响生产效率,而且手动盘出的油封会存在褶皱、夹带烟灰、油封缺口等,造成生产效率的降低。因此,提供一种可实现烟条自动装箱装置以及油封自动盘取装置成为当前亟需解决的技术难题。
2 设计方案
2.1 可移动式辅助装箱设计方案
一种可移动式辅助装箱装置,其特征在于条烟由原来的平滑的下降轨道改为皮带间隔式,经由左右挡块一条一条传递,避免了之前条烟在下降通道中发生碰撞的情况;同时采用可折叠式移动设备便于装置在设备保养以及长时间不用时的整理存放。另外在装置的底部烟箱采用自动堆叠前进的电气机构控制,每当装满一排烟条时,检测信号给出,烟箱自动前进一排完成下一排的装箱,以此类推直到装满一箱烟条,由此避免了箱缺条以及人工装箱造成的烟条撞击,也减轻了员工的工作量。
此套方案包括支撑架,设置于支撑架上的烟条输送部、烟箱输送部、电机、连接部、防堵塞阻挡防护门、烟条计数器及可升降式平台;连接部与包装机烟条输送轨道对接;烟条输送部包括下滑输送皮带、水平输送皮带及烟条承接挡块,烟条承接挡块设置于所述下滑输送皮带上;防堵塞阻挡防护门和所述烟条计数器均设置于水平输送皮带一侧的支撑架上;在可升降式平台上滑动设置有推杆及10 孔位光电检测板;电机分别与烟条计数器、可升降式平台、推杆及10 孔位光电检测板转动连接。
2.2 电机驱动盘油封设计方案
一种电机驱动自动盘取收集油封的装置,其特征在于之前条油封的处理为机械式,每次取用条透明纸时需采用人工手动一张一张进行盘取,之后虽由机械式改为电机式,但是还没有解决人工一张一张盘取油封的方式,目前依然是需要手动进行盘取。由于目前油封从机械式改为了电机式,手动盘取油封的速度不可能达到每张的力度和速率都一样,很多时候会造成油封的缺口、拉线没切断等现象,不仅间接的造成了油封的浪费,还会影响设备正常的工作效率。
设计成一组按钮对电机进行控制,当需要手动盘取油封时,按下电机控制按钮,实现油封自动输送,同时夹钳停止运动,油封继续向前运动直到碰到挡板完成翻转下落。此套方案包括上行轮、下行轮、活动连杆、输送皮带、输送皮带轮、可拆卸挡板、固定挡条、固定支架、稳定油封支架、电机、切刀、油封输送辊及皮带底座支板;电机安装在皮带底座支板的下方,可拆卸挡板设置于所述电机与所述皮带底座支板之间,固定挡条设置于所述可拆卸挡板上;输送皮带轮带动输送皮带转动;上行轮及下行轮分别与所述活动连杆连接;固定支架固定于皮带底座支板的一侧,活动连杆设置于固定支架与皮带底座支板的支臂之间的所述输送皮带上方;稳定油封支架设置于活动连杆上;油封输送辊、切刀及输送皮带轮均与电机的输出轴连接。
3 方案结构图解
3.1 可移动式辅助装箱机构
基于方案设计,特此建模可移动式辅助装箱机构[1],如图1所示。条烟由原来的直接平滑的光板改进为可折叠式输送皮带式,皮带左右两侧各有很多组可伸缩的小滑块挡板用于承接烟条,起到烟条与烟条之间间隔的作用;当烟条下滑到平行的皮带输送机构时,挡块可以进行伸缩实现循环往复的运动,流畅的将烟条送入水平区域,避免了烟条与烟条之间由于下滑的惯性导致的碰撞;烟条经下滑输送皮带、水平输送皮带,最终一条一条进入提前摆放好的烟箱,烟箱进给由电气机构检测元件控制,每完成5 条烟就前进一格进行下一排烟的供给,直到一箱烟条装满,水平输送带停止,挡块自动伸缩保证了下一条烟继续输送,且竖直传送带继续运行,避免了机器的停机,直到另一个烟箱摆放好,电气检测元件检测到烟箱,水平输送皮带会进行输送放烟的动作,从而实现辅助人工自动输送,避免了箱缺条及人工装烟造成的烟条摔落[2]。

图1 可移动式辅助装箱机构
3.2 电机驱动盘取油封机构
基于方案设计,特此建模YB95 下游机条包透明纸自动盘取装置[3],图2 所示为装置外部轮廓图;当机器处于停机状态时,打开防护罩,按下设置的电机自动盘取条油封透明纸按钮,实现夹钳停止运动[4],同时2 个压紧轮抬起,电机驱动透明纸直接由输送通道皮带带动继续向前运动,下方的平行挡板前部加装有可以进行伸缩折叠的薄片挡板,当油封前进到碰到挡板时会自然的完成翻转下落的动作。底部平行的挡板后方也重新改造加上了阻挡条,避免了油封滑落后一张一张出现凌乱,甚至掉落在地上的情况。最终一张一张的油封由皮带输送、经过挡板薄片,下落到平台上,完成了自动重叠的动作,减轻了人员劳动强度的同时也提高了盘取油封的效率和保障了油封的质量。
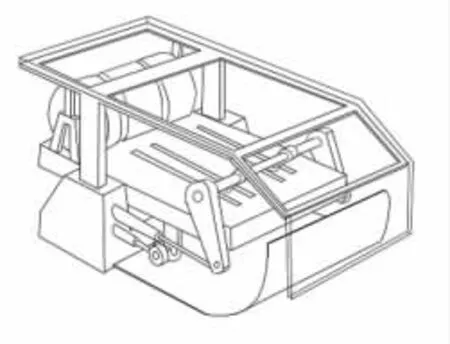
图2 透明纸自动盘取装置
4 结论
通过可移动式辅助装箱机构与电机驱动盘取油封装置的设计,可以有效地解决实际生产过程中遇到的较高人工成本以及潜在的箱缺条、人为因素造成的烟条摔落、摆放混乱、盘取油封效率低、影响设备正常生产等问题。
