CA20 精密数控慢走丝线切割机故障维修
2021-12-29刘盛,马慧
刘 盛,马 慧
(中国工程物理研究院机械制造工艺研究所,四川绵阳 621900)
0 引言
慢走丝线切割放电加工机床是以工件为一个电极,以金属线为另一电极,在两个电极(正、负电极)之间加上高频脉冲电压,并浇注矿物油、乳化液或者是去离子水等工作液,通过不断产生的火花放电,使得工件不断地被烧蚀,同时通过数控系统控制金属丝与工件的相对运动,按照所要求的形状和尺寸对工件进行加工。它能弥补传统机械加工方法的不足,加工高硬度、高韧性、高强度、高脆性等难加工材料制成的工件,以及精密细小、形态复杂和结构特殊的工件,被广泛应用于航空航天、汽车以及模具加工等行业。北京阿奇夏米尔工业电子有限责任公司生产的CA20 浸水式精密数控慢走丝线切割放电加工机,采用瑞士原装进口脉冲电源、电机驱动单元,具有成熟的运丝控制系统,运丝稳定且张力恒定[1]。针对该机型1 例系统开关机奇异故障的诊断与处理进行分析,可为瑞士阿奇夏米尔公司同类产品CUT20 提供参考。
1 故障现象
生产车间一台CA20 浸水式精密数控慢走丝线切割放电加工机床正常关机后,再无法正常开机,其故障前无异常情况,且表现为按开机按钮,机床HMI PC 操作平台与CNC PC 无法得电开机,再按关机按钮反而HMI PC 操作平台与CNC PC 得电,开机延时一段时间后又掉电的奇异现象。
2 故障诊断与分析
通过查阅机床维护手册强电控制功能[2],如图1 所示,可知CA20 浸水式精密数控慢走丝线切割放电加工机床系统开关机控制功能主要由SUS-B03 强电控制模块完成,其包含开、关机继电控制回路与开、关机逻辑控制电路。根据由简入繁思路依次检查开、关机继电控制回路开机与关机按钮、急停按钮及电缆连接、继电器等均正常。开、关机继电控制原理如图2 所示,机床主开关合闸后控制变压器TC1 副边绕组输出一组AC 19 V 电源经保险FUS1 到BR1 整流桥AC/DC 变换,K1 继电器吸合,GL2绿色指示灯点亮,若未按下急停按钮则K2 继电器吸合,按下开机按钮K3 继电器吸合并自锁,K4 继电器、K5 继电器及主接触器KM1 同时得电吸合,K6 继电器则延时得电吸合控制UPS 电源输出。以上继电器—接触器控制过程经检查均正常,故障诊断范围深入到开关机逻辑控制电路。

图1 机床强电控制功能

图2 开、关机继电控制原理
机床系统开、关机逻辑控制核心是一块通用阵列可编程逻辑器件(PAL,Programmable Array Logic),其具体型号为GAL16V8D-15LP,开关机逻辑控制原理如图3 所示,开机逻辑运算表达式为O5=I3+I5·,正常关机逻辑运算表达式为O2=,控制开关机过程简述如下:

图3 开关机逻辑控制原理
(1)开机时,主开关闭合,按下开机按钮,K1/K2/K3/K4/K5/K6 继电器及主接触器KM1 得电吸合,K6 触点闭合UPS 被高电平上升沿开启,输出220VAC 电源,ACDC1 电源模块输出DC5V电源PAL 可编程逻辑器件得电,GL3 指示灯亮,K8 吸合,K6 断开,因PAL 的I3 输入为高电平则O5 输出高电平,K7 吸合后HMI 与CNC PC 开关电源得电系统开机。
(2)关机时,按下关机按钮,K3/K4/K5 继电器与主接触器KM1 失电断开,因I3 输入变为低电平,I1 与I2 输入维持高电平则PAL 可编程逻辑器件O2 输出变低电平形成灌电流,共阳极隔离光耦导通正常停信号传递给CNC PC,CNC PC 报告HMI PC 启动关机流程,关机过程HMI PC 将保存加工信息、轴位置信息等各类数据,HMI PC 保存完数据后关闭系统,CNC PC 收到HMI PC 的系统关机信号后输出数据存储完毕信号给PAL,PAL 使得K9 吸合,K9 触点闭合时间大于1 s 则UPS 将输出关闭,HMI PC、CNC PC、PAL 都掉电,GL3 指示灯灭,K7/K9 失电复位,完成关机。
开、关机继电控制回路正常,UPS 在按下开机按钮后正常输出了AC 220 V 电源,GL3 指示灯亮,但K7 继电器未得电吸合。而经检测PAL 可编程逻辑器件I3 输入为高电平正常,可O5输出为低电平,再按下关机按钮后,I3 输入变为低电平,反而O5输出变高电平,K7 继电器得电吸合,HMI 与CNC PC 异常得电系统开机,但同时PAL 的O2 输出由高电平变低电平,正常发出关机信号,从而产生系统刚开机又立即执行关机程序。至此可确定为通用阵列可编程逻辑器件GAL16V8D-15LP 损坏,逻辑功能错误导致了奇异故障。
3 故障处理
由于逻辑功能错误需更换GAL16V8D-15LP 芯片并烧录逻辑控制程序。GAL16V8D 作为通用的可编程逻辑器件,可选程序开发软件较多,如Protel 99 SE、WinCupl 及ABEL,采用Protel 99 SE 中集成的Advanced PLD 99 编辑开发环境可支持基于原理图和基于CUPL 语言的PLD 设计。而基于原理图设计直观形象、操作简便,适用于小规模程序设计。基于原理图设计编辑逻辑控制程序如图4 所示,编译输出JEDEC 格式的下载文件,采用通用编程器烧录到目标器件中即可。最后离线测试正常,再上机测试恢复设备运行。
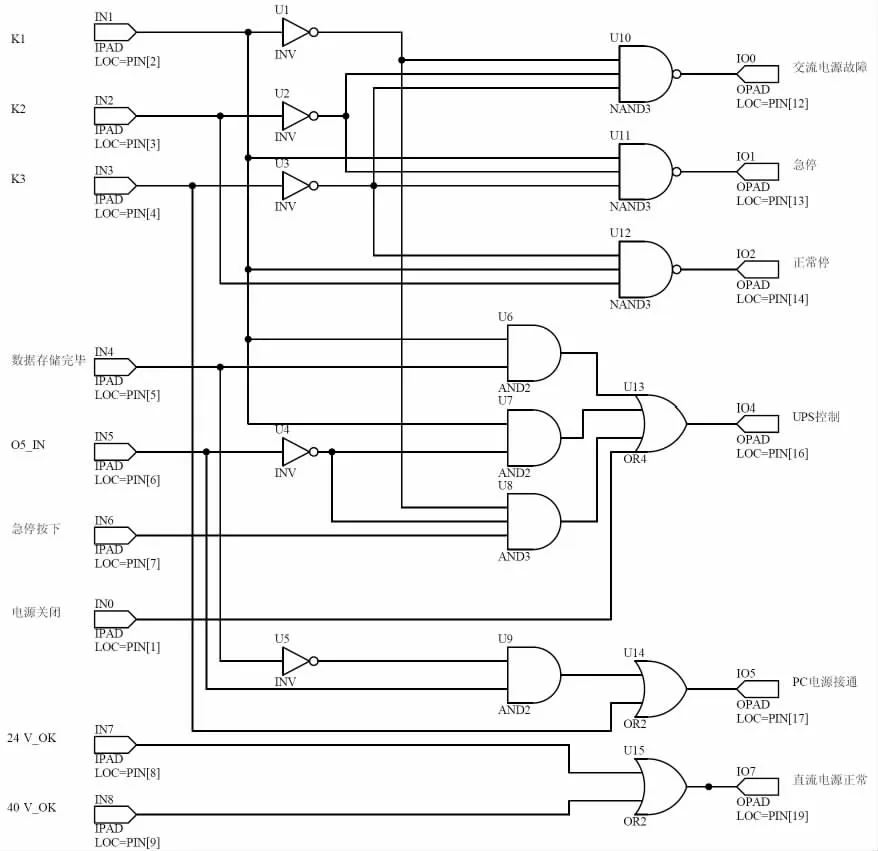
图4 PAL 逻辑控制原理
4 结束语
可编程逻辑器件与传统逻辑器件的主要区别是它的可编程性,它的逻辑功能是由用户构成的。使用可编程逻辑器件,可以使系统设计非常灵活,并极大的提高系统的集成度。因此替换损坏可编程逻辑器件相较与传统逻辑器件,具有更高层次的难度,但掌握其接口定义与控制逻辑,替换仍是可行的,此例故障处理可有一定的借鉴意义。
