MnCl2引入对粉末熔池耦合活性TIG焊交流电弧的影响
2021-12-28黄勇薛旭普
黄勇 薛旭普


摘要:粉末熔池耦合活性TIG焊接法是一种新型高效焊接方法,通过选择对应的活性剂粉末,可实现几乎所有金属的焊接。针对采用MnCl2作为活性剂的交流粉末熔池耦合活性TIG焊电弧,采集等离子体光谱,利用Boltzmann作图法分析了电弧等离子体温度随时间的变化规律,并结合电弧电压变化规律,通过与传统交流TIG电弧对比研究MnCl2对交流电弧的影响。结果表明,对于交流TIG电弧,EN时段的电弧光谱强度高于EP时段,EN时段的电弧电压小于EP时段,EN时段的电弧温度低于EP时段。而由于活性剂MnCl2的引入,交流粉末熔池耦合活性TIG电弧的中心温度与EN时段和EP时段的电弧电压均高于传统交流TIG电弧,焊缝熔深较传统交流TIG焊显著增加。
关键词:粉末熔池耦合活性TIG焊;交流电弧;光谱分析;温度变化;电弧电压
中图分类号:TG444+.74 文献标志码:A 文章编号:1001-2003(2021)11-0008-06
DOI:10.7512/j.issn.1001-2303.2021.11.02
0 前言
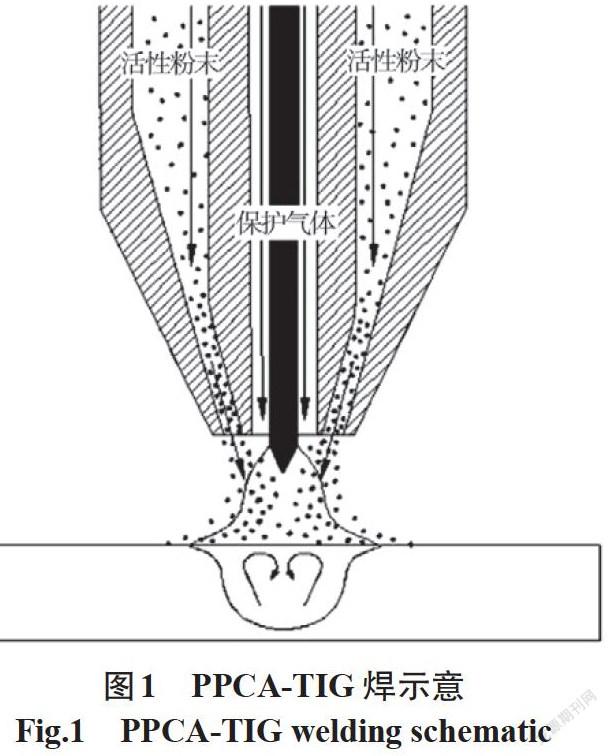
自巴顿焊接研究所首次提出焊剂层上氩弧焊技术以来,活性焊接由于能显著增加熔深受到了广泛关注[1-2],其中活性TIG焊的相关研究最多,通过选择合适的工艺参数和活性剂,既可显著提高焊接效率又能保持TIG焊高质量的特点。但活性剂的涂敷通常靠手工刷涂或喷涂完成,难以保证涂敷质量,降低了生产效率[3],同时对于铝、镁等活性金属,以往AA-TIG焊[4](Advanced A-TIG Welding)、AA-TIG焊[5](Arc assisted Activating TIG welding)和GPCA-TIG焊[6](Gas Pool Coupled Activating TIG Welding)等通过活性气体引入活性元素O的方法并不适用。针对上述问题,兰州理工大学提出粉末熔池耦合活性TIG焊[7](PPCA-TIG焊,Powder Pool Coupled Activating TIG Welding),该方法采用双层气体进行焊接,内层利用惰性气体保护钨极和熔池金属,外层通过自动送粉装置将活性剂粉末随保护气体送入电弧-熔池耦合系统,利用活性剂与电弧-熔池的相互作用可显著增加熔深,大大提高焊接效率,且易于实现机械化、自动化焊接。
光谱分析法以其信息丰富、灵敏度高、测温准确等优点,被广泛应用于等离子体的研究[8-9]。Tanaka等[10]采用光谱对活性TIG电弧成分进行了测量,分析活性剂对TIG电弧的影响;柴国明等[11]采用光谱分析了A-TIG焊电弧的温度分布。交流TIG电弧的周期性变化是其最基本特征,虽然已有学者利用光谱法分析了电弧电子密度随时间的变化过程[12-13],但对于电弧的温度变化过程却少见报道。
文中针对交流TIG电弧和采用MnCl2作活性剂的交流PPCA-TIG电弧,如图1所示,利用Boltzmann作图法结合电弧电压分析,研究了电弧温度随时间的变化过程,分析了MnCl2活性剂粉末随外层气体进入电弧对电弧特性的影响规律。
1 试验方法
1.1 Boltzmann作图法诊断原理
Boltzmann作图法通过测量等离子体中多条谱线的相对强度值,来测定等离子体温度。若等离子体处于局部热力学平衡条件下,那么等离子体中谱线的辐射系数可以表示为
计算温度时,选择同种粒子(原子或离子)的多条谱线,查询对应谱线相关参数(激发态能量E、跃迁概率A和统计权重g)后,分别以ln[εL/νAjgj]和E为纵坐标和横坐标,做出各点,并以最小二乘法拟合各点,拟合所得直线的斜率为(-1/kBT),从而求解出等离子体的激发温度T。Boltzmann作图法求解等离子体的激发温度,等离子体无需严格满足局部热力学平衡条件,且具有测量精度高、计算简单方便等优点。为提高精度,在选择谱线时应尽量满足以下要求:①避免选择靠近基态能级粒子数密度偏少的能级所对应的谱线;②在尽量小的波长范围内选择谱线;③至少要测量5根以上谱线的发射系数;④测量过程中,等离子体发射源的温差不能过大。
1.2 试验条件
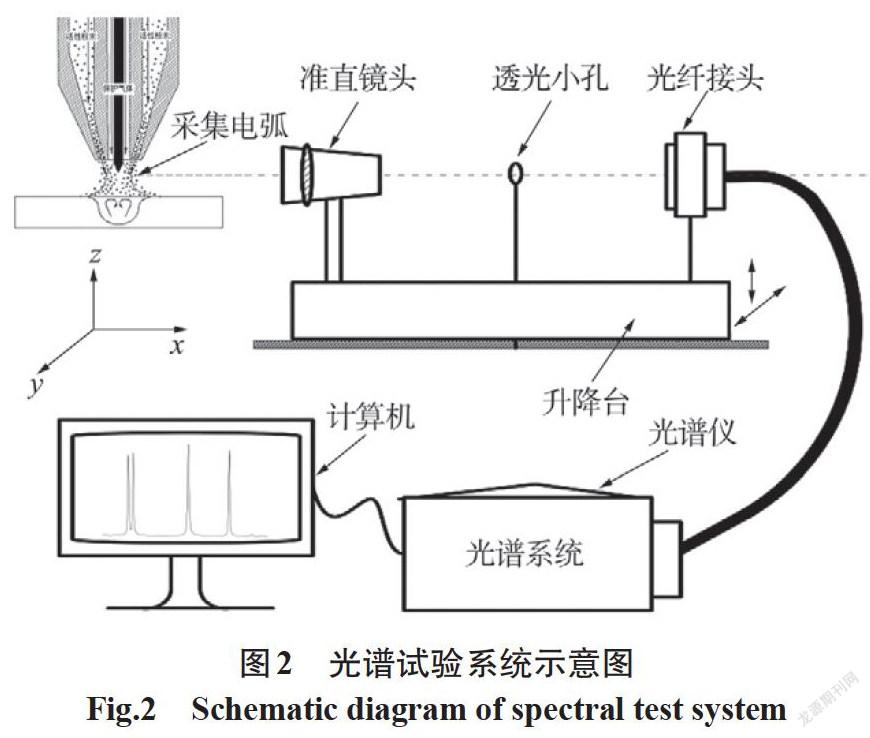
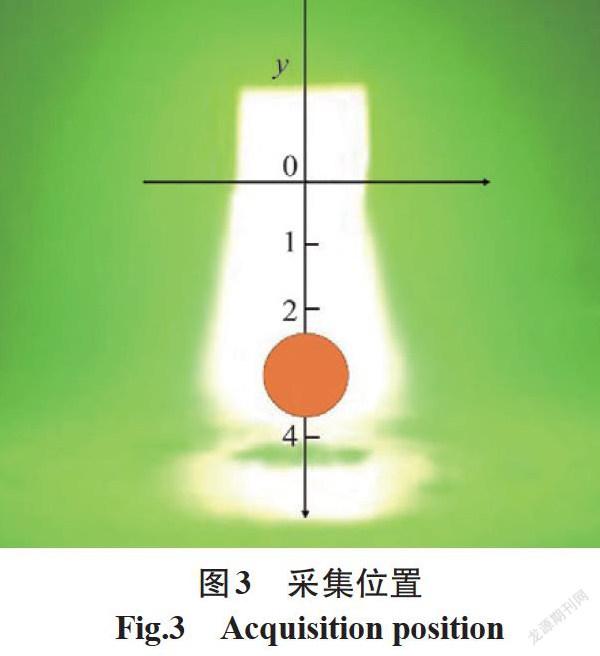
试验对象分别为传统交流TIG电弧和交流PPCA-TIG电弧,TIG电弧的保护气体和PPCA-TIG电弧的内外保护气体均为纯度99.9%的氩气,氯化物活性剂可清除铝合金表面的氧化膜,且MnCl2在氯化物中增加熔深效果显著[14-15],故选择典型的氯化物MnCl2作为活性剂粉末,粉末粒度为100~200目,采用8 mm的3003铝合金板材作为焊接母材。电弧光谱信息采集系统如图2所示,光谱仪为Avantes公司的光纤式数字光谱仪AvaSpec-ULS3648-10-USB2,光谱信息采集位置如图3所示,距离钨极尖端距离y=3 mm,采集方式为定点采集。
试验前,用丙酮擦拭铝合金表面,去除表面油污,然后用砂轮机将铝合金表面的氧化膜去掉,同时对活性剂进行烘干加热,脱去活性剂本身的结晶水和吸附的水分。试验时,首先打开气瓶和冷却水路,引弧的同时开启控制外层气路的气流计和控制送粉器的电机,开始输送粉末,电弧稳定燃烧后进行电弧光谱信息采集,并用USB-6215数据采集卡采集电弧电压,电弧电压的采集位置如图3所示。试验结束后熄弧,并停止送粉。PPCA-TIG焊试验工艺参数为:焊接电流160 A,弧长4 mm,内层氩气流量12 L/min,外层氩气流量8 L/min,送粉器电机转速30 r/min。
2 试验结果与分析
2.1 电弧光谱信息
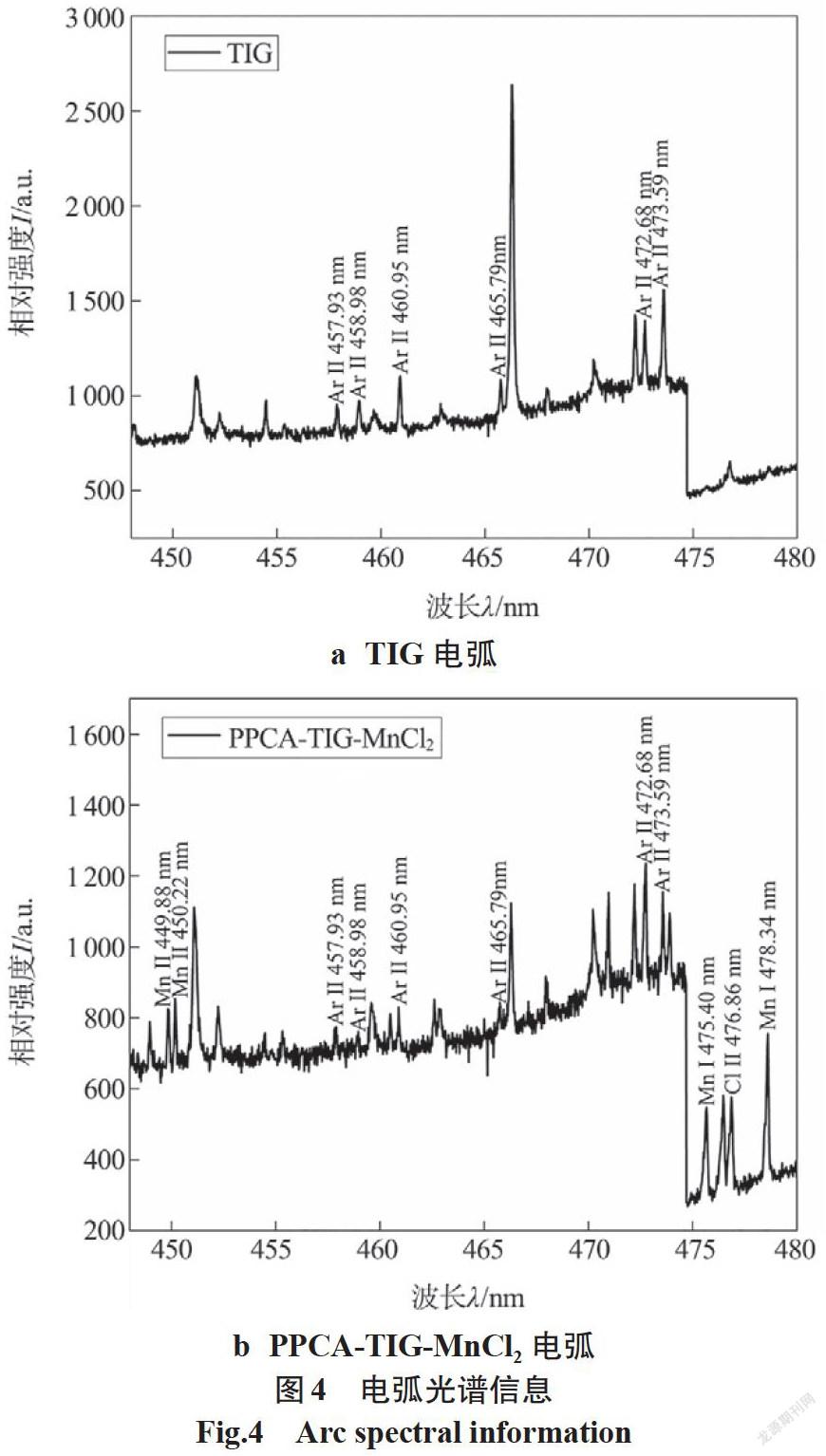
根据Boltzmann作图法要求,選择Ar Ⅱ在445~480 nm内的6根谱线,在NIST数据库查询所选谱线的跃迁概率A、统计权重g和激发态能量E,并对所选谱线进行标定,如图4a所示。另外,在445-480 nm内PPCA-TIG-MnCl2电弧的光谱信息如图4b所示,对比图4a发现,除含有对应的Ar Ⅱ谱线外,还出现了Mn Ⅰ(475.40 nm,478.34 nm)、Mn Ⅱ(449.88 nm,450.22 nm)和Cl Ⅱ(476.86 nm),这表明MnCl2随外层气体进入电弧后,在电弧高温和强电场作用下发生了熔化、蒸发、解离和电离等过程,产生了Mn、Mn+、Cl和Cl-等粒子。
2.2 电弧温度测量计算
以传统交流TIG焊为例对数据进行处理,所选图4a某一时刻Ar Ⅱ谱线的特征强度如表1所示,对表1数据采用Boltzmann作图法进行分析,并通过相关软件拟合,得到了ln(εL/νAg)-E的直线关系,如图5所示。拟合计算结果为y=a+bx,a=-31.935 7±2.105,b=-0.719 97±0.104 26,其中R2为0.922 61,由斜率(-1/kBT)得到该点该时刻的温度为16 113 K,与之前测得的传统直流TIG电弧温度基本吻合[16]。
2.3 MnCl2引入对交流PPCA-TIG焊电弧的影响
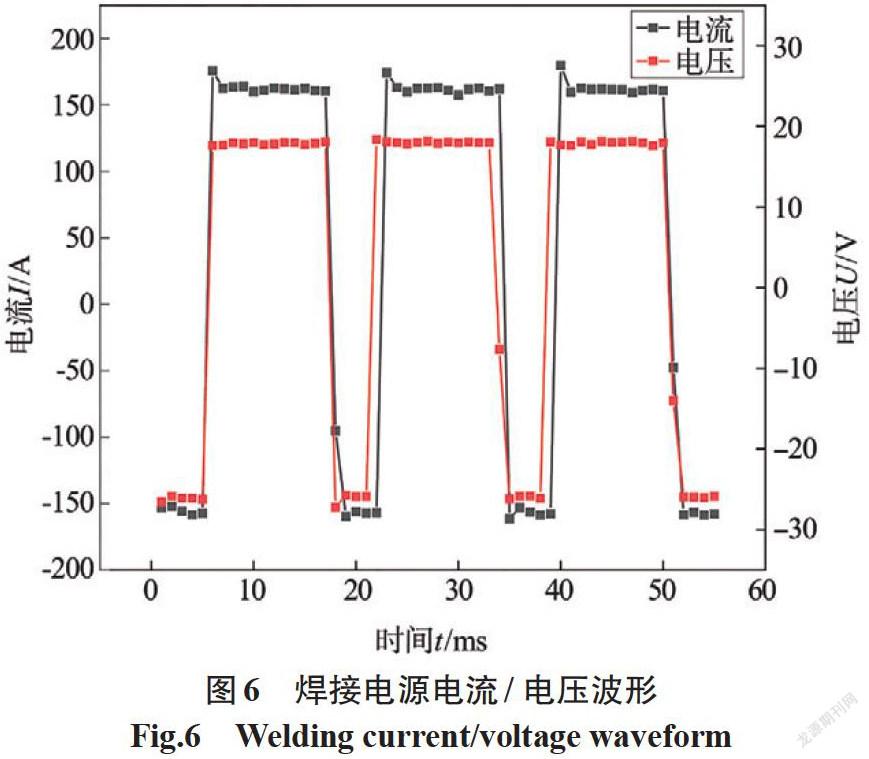
交流电弧的周期性变化是其最基本的特征,为使光谱采样的时间间隔可表征交流TIG电弧随时间的变化过程,对焊接电源的电流和电压波形进行了测量,结果如图6所示,结果表明焊接电源的电流波形为标准方波,周期约为16.7 ms,且EN∶EP≈12.06∶4.64。
设置光谱的采样间隔为2 ms,对传统交流TIG电弧和交流PPCA-TIG-MnCl2电弧光谱信息进行了采集,并对进行温度计算所选定的6根Ar Ⅱ谱线进行了一个周期的提取,所得结果如图7所示。对这两种电弧而言,EN时段的光谱强度都高于EP时段。在EN时段,电弧收缩程度高且电弧集中,弧光较强;而在EP时段,电弧分散且分布范围大,弧光较弱。究其电弧形态不同的原因是在EP时段,电弧附着在阴极斑点上,阴极斑点趋向于寻找熔池中有氧化物的部分,而熔池中心的氧化物几乎已被清理干净,所以阴极斑点会向熔池边缘移动,附着于阴极斑点的电弧也会随之扩展。同时,EP时段与EN时段的电流大小一致,所以在分布范围变大的同时,弧光减弱[17]。
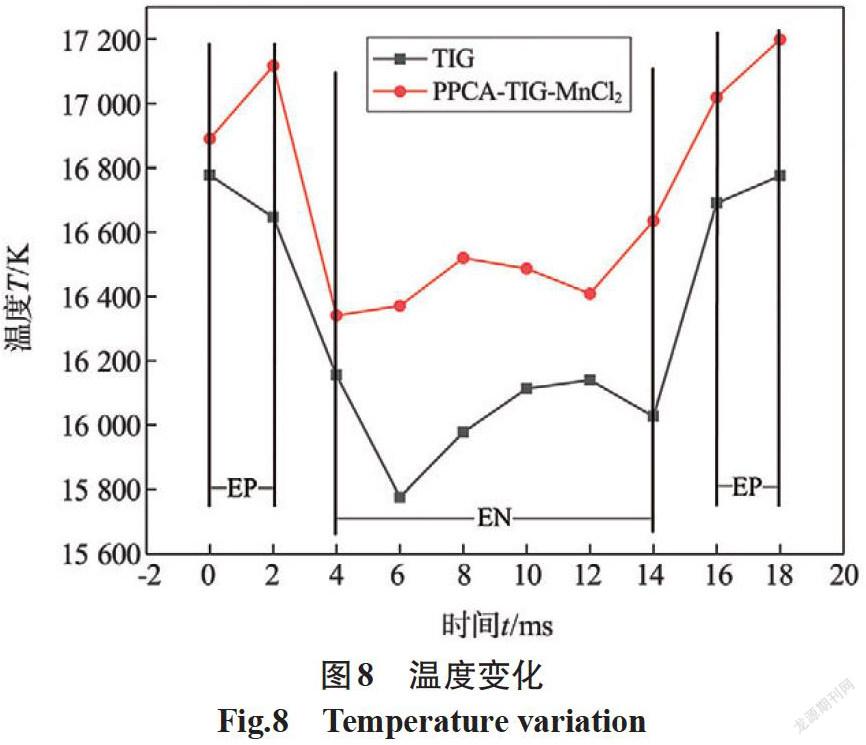
采用Boltzmann作图法对传统交流TIG电弧和交流PPCA-TIG-MnCl2电弧的周期温度进行计算的结果如图8所示。对传统交流TIG电弧而言,EN时段的平均温度为16 031 K,EP时段的平均温度为16 723 K,EN时段的平均溫度低于EP时段的,差值为692 K。由于电弧的热功率P=UI,结合图6中电流和电压可知,EN时段和EP时段的电流值相同,而EN时段的电压值(17.9 V)小于EP时段(26.2 V),使得EP时段电弧的产热大于EN时段。究其电压值不同的原因是由于在EN时段时,钨极作为热阴极材料,以热发射的方式发射电子,在温度达到一定条件后,就较易发射电子。而在EP时段时,铝合金作为冷阴极材料,以场致发射的方式发射电子,这时需要更高的电压才能完成发射;另外,温度与电子密度呈正相关,文献[12]中测得EN时段平均电子密度小于EP时段,与本试验得出的规律相同。
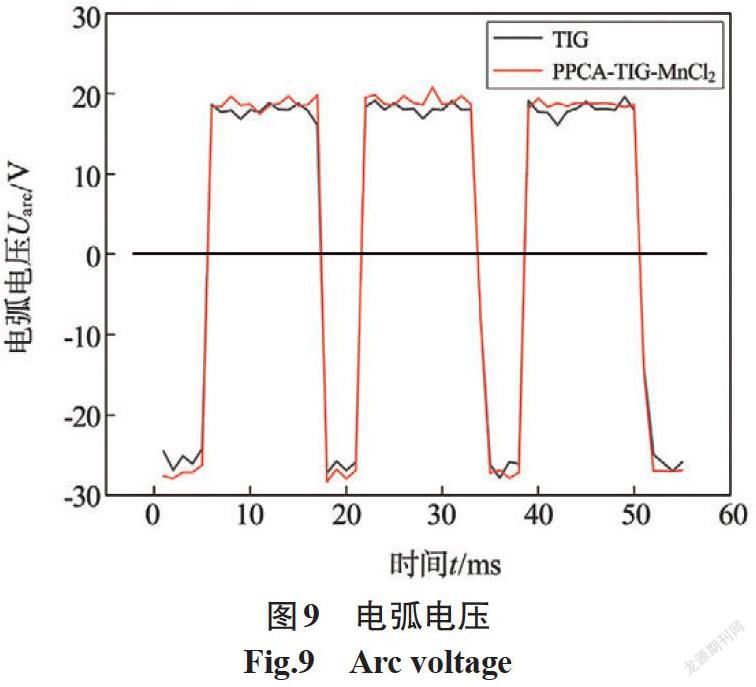
对交流PPCA-TIG-MnCl2电弧而言,EN时段平均温度为16 460 K,较传统交流TIG电弧上升429 K,EP时段平均温度为17 056 K,较传统交流TIG电弧上升333 K。究其温度升高的原因是:一方面MnCl2活性粉末通过外层气体进入电弧,在电弧的高温和强电场作用下,解离出的Cl具有较大电子亲和能,在电弧外围吸附电子,使得电弧中心导电通道变窄,电弧收缩,电弧中心的等离子体电流密度增大,温度升高;另一方面,活性剂粉末的蒸发、解离及冷的外层气体流动会消耗大量的电弧热量,根据最小电压原理,电弧会进一步收缩,电弧中心的温度进一步升高。TIG电弧和PPCA-TIG-MnCl2的电弧电压如图9所示。
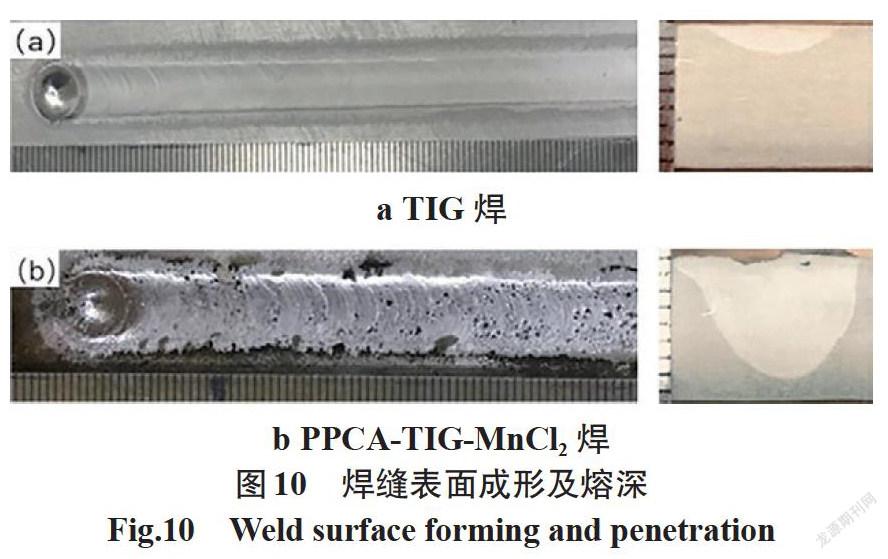
在前述PPCA-TIG焊工艺参数的基础上,采用焊接速度为100 mm/min进行焊接试验,对比了传统交流TIG焊和使用MnCl2活性剂粉末的交流PPCA-TIG焊的焊缝表面成形和焊缝熔深,如图10所示,交流PPCA-TIG-MnCl2焊熔深达到传统交流TIG焊的2.4倍,且能同时保证较好的焊缝表面成形。
3 结论
(1)对交流TIG电弧而言,EN时段弧光强于EP时段,EN时段电弧电压低于EP段,EN时段的电弧温度低于EP段。
(2)交流PPCA-TIG焊使用MnCl2作活性剂粉末时,活性剂成分熔化蒸发进入电弧发生解离和电离等过程,与传统TIG焊相比,电弧中心温度和电弧电压在EN段和EP段都有所上升。
(3)交流PPCA-TIG焊使用MnCl2作活性剂粉末时,熔深较传统交流TIG焊显著增加,且能同时保证较好的焊缝表面成形。
参考文献:
Makara A M,Kushnirenko B N,Zamkov V N. High-tensile mar-tensitic steels welded by argon tungsten arc process using flux[J]. Automatic Welding,1968,21(7):78-79.
Kumar S,Sankarapandian S,Shanmugam N. Investigations on mechanical properties and microstructural examination of activated TIG-welded nuclear grade stainless steel[J]. Journal of the Brazilian Society of Mechanical Sciences and Engineering,2020,42(6):1-21.
Sivakumar J,Vasudevan M,Korra,et al. Systematic welding process parameter optimization in activated tungsten inert gas (A-TIG) welding of inconel 625[J]. Transactions of the Indian Institute of Metals,2020,73(3):555-569.
Fujii H,Sato T,Lu S,et al. Development of an advanced A-TIG(AA-TIG) welding method by control of Marangoni convection[J]. Materials Science and Engineering A,2008(495):296-303.
黄勇,樊丁,林涛,等.不锈钢AA-TIG焊接法[J].机械工程学报,2010,46(8):68-72.
黄勇,刘瑞琳,樊丁,等.气体熔池耦合活性TIG焊方法[J].焊接学报,2012,33(9):13-16.
黄勇,赵文强,张利尧.粉末熔池耦合活性TIG焊接方法[J].材料导报,2017,31(22):70-74.
Sibillano T,Rizzi D,Ancona A,et al. Spectroscopic monitoring of penetration depth in CO2 Nd:YAG and fiber laser welding processes[J]. Journal of Materials Processing Technology,2012,212(4):910-916.
Huang Y M,Wu D,Lv N,et al. Investigation of porosity in pulsed GTAW of aluminum alloys based on spectral and X-ray image analyses[J]. Journal of Materials Processing Technology,2017,243(36):365-373.
Tanaka M,Shimizu T,Terasaki H,et al. Effects of activating flux on arc phenomena in gas tungsten arc welding[J]. Science and technology of welding and Joining,2000,5(6):397-402.
柴国明,朱轶峰.活性剂等离子胡焊焊接电弧的光谱与热分析[J].光谱学与光谱分析,2010(30):1141-1145.
胡坤平,宋永伦,夏源,等.交流TIG电弧的过零过程及其状态特征[J].焊接学报,2006(12):29-33.
杨晓红,宋永伦,胡坤平.交流TIG電弧过零时段的时间-能量分布特征[J].焊接学报,2009,30(2):21-24.
栗慧,邹家生,姚君山,等. 2219铝合金直流正极性A-TIG焊接技术研究[J].焊接学报,2018,39(3):89-93.
李涛. 铝合金气体输送活性TIG焊方法研究[D]. 甘肃:兰州理工大学,2013.
斯红,华学明,张旺,等.基于Boltzmann光谱法的焊接电弧温度场测量计算[J].光谱学与光谱分析,2012,32(9):2311-2313.
余忠贵.铝合金交流氩弧焊阴极清理及焊缝成形研究[D].上海:上海交通大学,2012.
