慢走丝线切割工艺在深孔加工中的应用
2021-12-24万建文钟良伟王长荣
万建文,钟良伟,王长荣
(1.共青科技职业学院,江西 九江 332020;2.中国船舶重工集团公司第七0七研究所九江分部,江西 九江 332900)
深孔一般是指孔深与孔径比值大于等于6倍以上的孔。随着机械行业的快速发展,需要深孔加工的零件产品种类越来越多,全球范围内基本是利用金属切削加工的方式进行切削加工。如果按传统的加工方法加工不仅仅加工精度和孔的表面粗糙度低,而且加工效率低,操作劳动强度大,报废率高,还会出现钻孔跑偏、堵屑,甚至钻头折断等现象,散热差、排屑差,加工刀具易磨损,加工费用大的情况。
以下图工件加工为例:
零件材料为:38CrMnSi。
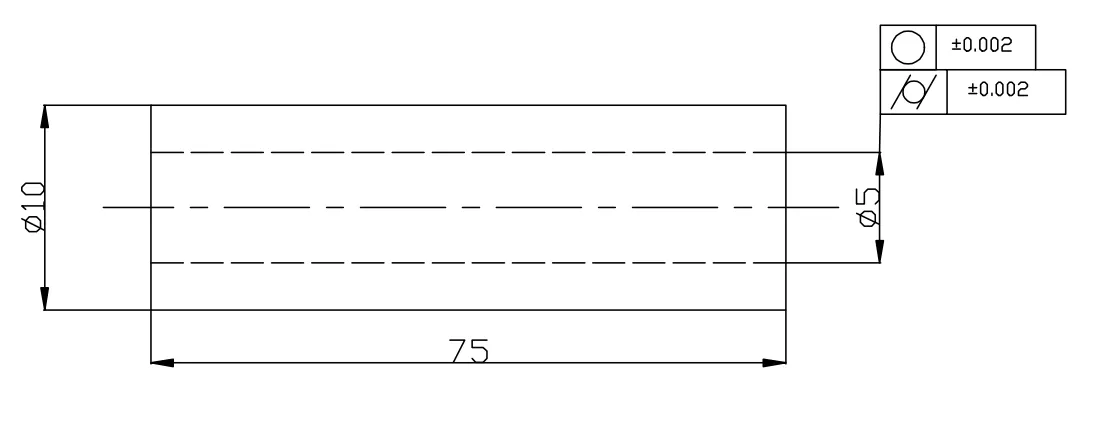
图1 深孔加工零件结构图
读图:
(1)零件是一根长75mm、直径是φ10mm的棒料。
(2)棒料中间是Φ5mm的通孔。
(3)孔的长径比为25:1,达到深孔标准。
(4)孔Φ5mm的圆度误差和圆柱度误差均为±0.002mm。
(5)其他尺寸误差均为自由度误差。
1 之前对深孔加工的工艺安排
原工艺路线(只针对Φ5mm孔):
(1)中心钻打中心孔。
(2)用Φ3.5mm钻头钻通。
(3)用Φ4.5mm钻头扩孔。
(4)用Φ4.7mm铰刀做半精铰。
(5)用Φ4.8mm铰刀做精铰。
(6)用Φ4.0mm衍磨棒进行衍磨,达到尺寸和形位误差要求。
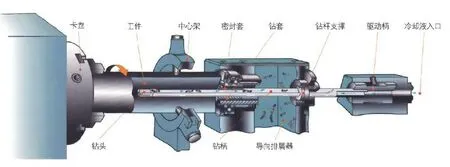
图2 金属切削加工设备图

图3 深孔加工衍磨棒

图4 慢走丝线切割加工图
2 原工艺安排进行时出现的问题
依据原工艺路线来看,运用的是金属切割刀具进行切割加工,分别采用中心孔(Φ5.5)→钻孔(Φ3.5)→扩孔(Φ4.5)→半径铰孔(Φ4.7)→精绞(Φ4.8)→衍磨(到Φ5.0),其中除中心钻和衍磨棒以外,使用的切削刀具均为非标刀具,单套刀具费用为11.85万元(进口刀具报价,数量各为2只),可加工零件数量在420件左右;另外,加工效率低,平均用时为6.47小时/个;而且产品合格率仅为20%。因此为了保证交货数量,在下料阶段就需要投入5.5~5.2倍的原材料,严重浪费材料和资金。
3 慢走丝线切割工艺及机床的特点
慢走丝线切割是一种电极丝做单向低速移动的线切割机床。一般而言其走丝速度低于0.2mm/s,通过3次切割精度可以达到0.001mm,表面质量也接近磨削水平,具有工作平稳、均匀、加工质量高、抖动小等特点。因此在加工高精度零件时,慢走丝线切割机床得到广泛应用。
4 慢走丝线切割的工艺技术的引进和使用
根据慢走丝线切割加工的特点,我们将图示零件孔加工的工艺可以更改为:
(1)用中心钻打中心孔。
(2)用Φ3.5mm钻头钻通。
(3)用慢走丝机床加工三次,尺寸精度保证Φ4.9mm±0.01mm,圆度误差和圆柱度误差保证范围在±0.005mm内。
(4)用Φ4.0mm衍磨棒进行衍磨,达到尺寸和形状误差要求。
5 加工工艺更改后的产品
依据更改后的工艺路线对30只零件进行孔加工,产品合格率为96.6%,加工用时为2,16小时/个,其中,线切割加工用时为0.915小时/个,珩磨为0.37小时/个。
6 总结
在实际生产加工过程中,按此工艺流程进行加工,不但达到零件的尺寸和形状误差的要求,提高了加工效率,提升产品制造的合格率,而且显著的降低了刀具成本。
慢走丝线切割工艺有它的局限性,我这里这是列举其中一个例子,但我还是希望我们的工艺人员在制定工艺路线时拓展思路、打破常规、勇于创新,为祖国的制造业发展提升一个平台。