柴油发电机组金属轴承运行中调速控制器失效分析方法探讨
2021-12-24王中锋付小霞
王中锋,付小霞
(山东省港口集团潍坊港有限公司 国网山东省电力公司潍坊供电公司,山东 潍坊 262737)
1 柴油发电机组金属轴承运行中调速控制器失效点分析
针对因失效故障退回的电子调速控制器,结合失效时的装置表现,对其进行详细的检查,并确认以下几点失效故障:①检查装置外观是否具有损坏、变形,装置内部是否具有焦糊异味;②测量装置各端子的阻抗数值是否处于正常状态;③将装置进行通电,检测此状态下静态电流数值,是否具有可控性[1]。经过检查后发现装置内部存在焦糊味,阻抗数值异常,通电静态输出电流为2.3A,并处于不可控状态,对其进行初步的诊断结论为:可能是由于输出功率管IRF9540(第五代HEXFETs功率场效应管;种类:绝缘栅(MOSFET);沟道类型:P沟道;导电方式:增强型)被电流击穿所致短路;通过将将故障进行进一步剖析后发现,IRF9540中G、D、S均发生短路故障,由此可以断定栅源间电压过压导致MOSFET烧坏,但实测Vgs保护电压属于正常数值(-9.1V)[2]。
2 列举可能导致调速控制器失效的原因
2.1 构建失效故障树分析失效原因
可能导致调速控制器失效的原因主要出现在设计、采购、焊接以及装置的老化四个方面,针对不同因素中可能导致失效的因素进行一一列举从而构建出失效故障树,进而对失效原因进行分析[3]。
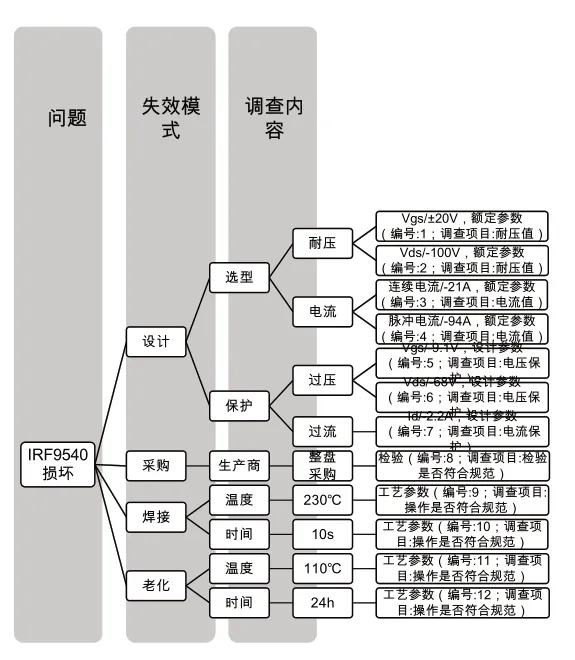
图1 调速控制器失效故障树
2.2 失效原因剖析
2.2.1 设计因素
调速控制器在设计阶段已经考虑到装置的过压及过流保护问题,IRF9540输出的ld持续工作电流为-21A、脉冲电流为-94A,因此,过流情况只会发生在外部负载短路的情况下,外部负载短路设计出电流<2.2A,此外,为考虑到外部负载短路时电路散热问题,设计方面增加了铜箔散热器(规格为3.5×2cm2),所以,及时装置因外部负载而发生短路,在前几分钟内并不会出现装置因过流、过热而发生故障。IRF9540的额定耐压值Vsd 100V、电压保护点68V、额定耐压值Vsg 20V、电压保护点9.1V,经过检测,装置Vsd、Vsg均为正常[4]。
2.2.2 采购因素
在进行装置的采购时,需要从正规渠道购买原厂产品,并且应采用整盘购买的采购模式,以避免采购环节中存在的潜在问题。
2.2.3 焊接因素
结合实际工作中设备焊接问题可以发现,若焊接过程中存在焊接温度过高、单次焊接时间过长将会极大地影响装置的性能。根据以往的工作经验,在进行焊接时最高温度设定不宜超过230℃,且单次焊接时间应控制在≤10s,而相关的焊接标准均在IRF9540数据手册进行了标注(焊接最高温度≤300℃、单次焊接时间≤10s),因此,按照正常的焊接操作将不会对调速控制器的性能产生影响。
2.2.4 高温老化
由于IRF9540作业过程中所规定的高温老化温度为≥110℃、高温老化时间为≥24h,通常在故障装置阶段采用高温老化的形式进行不良产品的筛选,但是经过实践成效来看,这种办法并不能完全将不良产品进行剔除,因此,IRF9540的失效故障还是具有较大几率是由于高温老化所致[5]。
3 判定金属轴承运行中调速控制器失效的原因
3.1 失效的必然原因判定
为了能够准确的确定失效故障的原因,将采用失效故障树作为基础,通过逐一排查的形式以探寻形成失效故障的主要原因。根据失效故障树分析失效结果如表1所示。
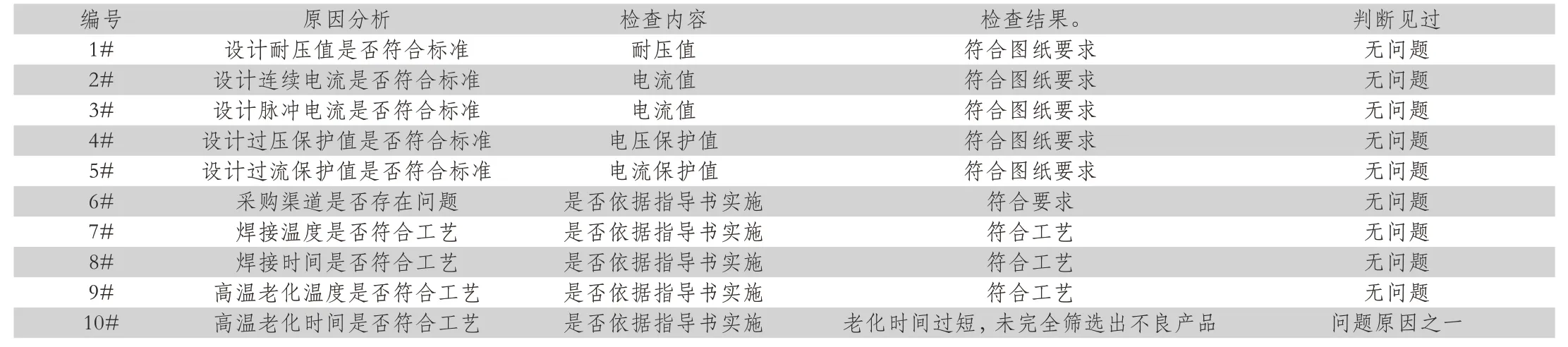
表1 根据失效故障树分析失效结果
3.2 失效的根本原因判定
IRF9540发生损坏:该批次调速控制器交付3500只,仅出现3只损坏,因此可以判定元器件在进行选型、采购、生产过程中均可以达到要求。IRF9540为P沟道MOSFET连续的漏极电流ID=-23A、反向耐压Vdss =-100v、控制电压Vgs=±20V,根据IRF9540极限参数(如表2所示)可知,在连续实施焊接10s后焊接的温度将达到300℃,但在实际焊接时发现,连续焊接10s的最大温度为230℃,因此,焊接因素将不会造成对IRF9540性能的影响或致其发生损坏。

表2 IRF9540极限参数
由于IRF9540的输入端为源极S、输出端为漏极D、控制端为栅极G,实际运行过程中导通电流低于2.3A、反向电压24V,并且由于漏极D、原极S配备有单向二极管,即便栅极G关断后也不会造成IRF9540被电流击穿。根据IRF9540极限参数可以发现,将装置适用于24V直流供电系统。此外,在进行IRF9540的设计过程中,针对输出短路以及过压保护均进行了充分的考虑,即连续电流ID=-23A、脉冲漏极电流IDM=-76A。由于装置的输出过载仅会出现在外部负载发生短路时,外部负载短路设计输出电流<2.3A,并且考虑到电路板的散热问题,在进行电路板的制作时增加了铜箔散热器以使其具有良好的散热性能(散热器有效散热面积为3.5×2cm2),因此,即便IRF9540外部发生负载短路也不会产生过流,进而不会因为过热而造成装置的损坏。
通过上述分析可以发现,导致IRF9540发生损坏的主要原因是由于器自身存在一定的质量缺陷,栅极-源极电压VGS并未达到最大耐压±20V(实测耐压<±9.1V),因此导致IRF9540发生三端击穿短路的损坏。除以上的原因外,因装置高温老化也会造成装置发生损坏,因此,在进行IRF9540的生产过程中应严格按照指导置业规范标准进行,即高温老化温度110℃、老化时间24h,由于设计时拟采用高温老化工序将元器中不良品进行筛选剔除,从而能够更好的保障产品的合格率。
4 制定解决措施并实施验证
4.1 制定解决措施
通过以上对于造成问题原因的进行分析后,决定采用高温老化工序作为主要措施,即保持原有高温老化温度110℃不变,将高温老化时间由原来的24h延长至48h,通过增加高温老化时间的方式更好地筛选出不良品。
4.2 验证解决措施
对100只样品进行高温老化(110℃、48h)后并未发现其中具有损坏样本,后又将高温老化时间由48h延长至72h,依然未发现损坏样本,分析原因,样本的基数较低,而IRF9540的损坏又属于小概率事件,因此不易发现问题。但若将已交付的3500只产品的高温老化时间由24h延长至48h便可能将金属轴承运行中调速控制器失效的3只筛选出来,以此便可将金属轴承运行中调速控制器失效概率降到最低。针对本次研究中所制定的解决措施,在短期内可能并无法有效验证其有效性,需要在未来的生产、产品的使用过程中进行长期的观察,以此确定措施的有效性。
5 结语
由柴油发电机组金属轴承运行中调速控制器失效原因的判定可以发现,并不是由单一原因所致,因此在进行失效故障的诊断过程中需要具有正确的逻辑性,采用科学的方式及程序进行剖析处理,从而能够更加快速、准确的找到失效故障的真实原因及故障点。作为柴油发电机组的核心部件,对于电子调速控制器失效的分析是对其质量、工作可靠性的必要步骤,通过失效分析可以更加有效地掌握、了解元器件的技术工艺、结构特性以及失效的模式、特性和机理,从而才能在未来的工作中更好的积累分析技术,失效分析技术研究以及预防对我们而言依然任重道远。
