电主轴无转矩输出故障原因分析
2021-12-22林超青
林超青
昌河飞机工业(集团)有限责任公司 江西景德镇 333002
1 序言
1150U高速加工中心配置的电主轴如图1所示,参数如下:功率为40kW,转速为18000r/min,输出转矩为150N·m。运行过程中发现,电主轴转速0~18000r/min时能正常旋转,但是只要刀具接触到工件进行加工,电主轴就停止旋转,数控系统发出电主轴速度没有达到设定值的报警,机床无法正常切削加工。

图1 1150U高速加工中心电主轴
2 电主轴无法正常切削加工的原因分析及处理
从故障现象上看,可能的原因有机械和电气两方面。
2.1 机械故障的可能性
该电主轴采用的是直联主轴,中间没有齿轮或其他减速机构,其基本结构如图2所示。影响主轴旋转动作的主要有主轴轴承和主轴拉刀机构。如果电主轴轴承损坏、机械性能下降,或拉刀机构伸缩不正常,拉杆与端盖有摩擦等,就会导致电主轴旋转不灵活,转矩过大,主轴在无切削动作时能正常旋转,一旦加工就无法旋转。
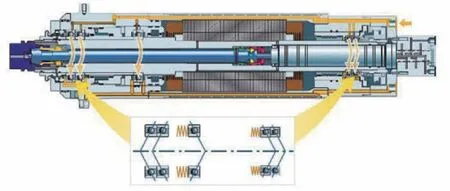
图2 电主轴基本结构
(1)主轴轴承损坏的可能性 对于主轴轴承损坏的可能性,用主轴振动测试仪对电主轴进行测试,电主轴轴承振动测试数据见表1。发现主轴轴承状态良好,主轴滚珠和滚道技术指标都满足要求,手动旋转主轴,主轴转动灵活,无异响,因此主轴轴承损坏的可能性可以排除。

表1 电主轴轴承振动测试数据
(2)主轴拉刀机构故障的可能性 对于拉刀机构故障导致主轴无法切削加工的可能性,进行以下两方面的检查和测试。一方面反复进行换刀,并加工测试,发现换刀动作灵活无异常,但故障现象依然存在。另一方面,打开主轴后端盖,检查主轴拉刀液压缸和拉杆,没有发现磨损等异常现象。因此拉刀机构导致主轴无法切削加工的可能性可以排除。
由于电主轴轴承和拉刀机构状态良好,技术指标满足要求,动作灵活,因此机械故障导致电主轴无法正常切削加工的可能性可以排除。
2.2 电气故障的可能性
电气故障导致电主轴无法正常切削加工的可能性有以下几方面:主轴电缆、主轴星形-三角形起动转换或伺服驱动存在故障。
(1)主轴电缆有问题的可能性 主轴电缆有问题导致电主轴无法正常切削加工的原因是主轴电缆接头接触不良,接触电阻增大,或主轴电缆中间有断丝,电缆似断非断。这两种情况都会导致主轴电流减小,输出转矩变小,从而导致电主轴能旋转,但无法正常切削加工。检查主轴电缆的接头,发现电缆接头紧固良好,无松动,无烧蚀现象,因此接触不良的可能性可以排除。用仪表检查主轴电缆的通断电情况,没有发现电缆断裂。检查主轴电缆的外观及电缆的柔韧性均良好,没有破损或断丝现象。所以主轴电缆有问题而导致电主轴无法正常切削加工的可能性可以排除。
(2)主轴星形-三角形起动转换存在问题的可能性 该主轴采用星形-三角形起动(见图3)。如果转换有问题,就会使主轴输出转矩变小,致使电主轴能旋转,但无法正常切削加工。观察电主轴的上电转动过程,发现电主轴星形-三角形控制的交流接触器动作正常,切换灵活,接触器触点无粘连现象,因此主轴星形-三角形起动转换有故障的可能性可以排除。
(3)伺服驱动本身存在故障 如果伺服驱动本身存在故障,IGBT性能下降,内阻增大,那么伺服驱动还是能够进行逆变且输出电流,但是由于内阻变大,输出电流将变小,输出转矩变小,电主轴就无法进行正常切削加工。对该主轴伺服驱动与坐标轴驱动进行对比测试发现,主轴驱动的IGBT内阻显著大于正常内阻值。因此可以推断,该主轴无法正常切削加工的原因是主轴伺服驱动的IGBT有问题而导致输出电流变小,输出转矩下降,切削转矩不够,无法进行切削。更换主轴伺服驱动后,进行测试加工,主轴能正常进行切削加工,故障排除。
3 结束语
对于电主轴无法切削加工的故障,进行故障排查时,要从机械、电气两方面进行分析,分别对各自的可能性进行排查,才能最终找到故障原因,排除故障,取得比较好的效果。