全矩阵捕获和全聚焦法相控阵成像检测技术
2021-12-22黄文大
黄文大,李 衍
(1.浙江省特种设备科学研究院,杭州 310020;2.浙江省特种设备安全检测技术研究重点实验室,杭州 310020;3.无锡市承压设备学会NDT专委会,无锡 214028)
双全法[全矩阵捕获(FMC)和全聚焦法(TFM)]已有了两项最新的国际标准,即ISO 23865:2021 《无损检测 超声检测 全矩阵捕获/全聚焦法和相关技术的一般用法》和ISO 23864:2021《焊缝无损检测 超声检测 自动全聚焦法和相关技术的使用》。两项标准均由国际焊接学会(IIW)第Ⅴ委员会制定,由国际标准化组织(ISO)于2021年初正式发布。文章主要对4个方面进行探讨:① 双全法相较于常规相控阵超声检测(PAUT)技术的优势;② 可替代的数据采集成像技术;③ 参数校验;④ 双全法的应用案例。
1 双全法与常规PAUT的比较
常规相控阵超声成像检测技术只能显示缺陷的近似形貌,其与实际缺陷形貌相差甚远。在最新的相控阵设备中,可将全矩阵捕获的采集过程与全聚焦法的重建算法相结合,实现缺陷的实时重建,有助于焊接缺陷的表征[1]。
1.1 双全法的优缺点
双全法与常规PAUT相比,其优缺点如表1,2所示。
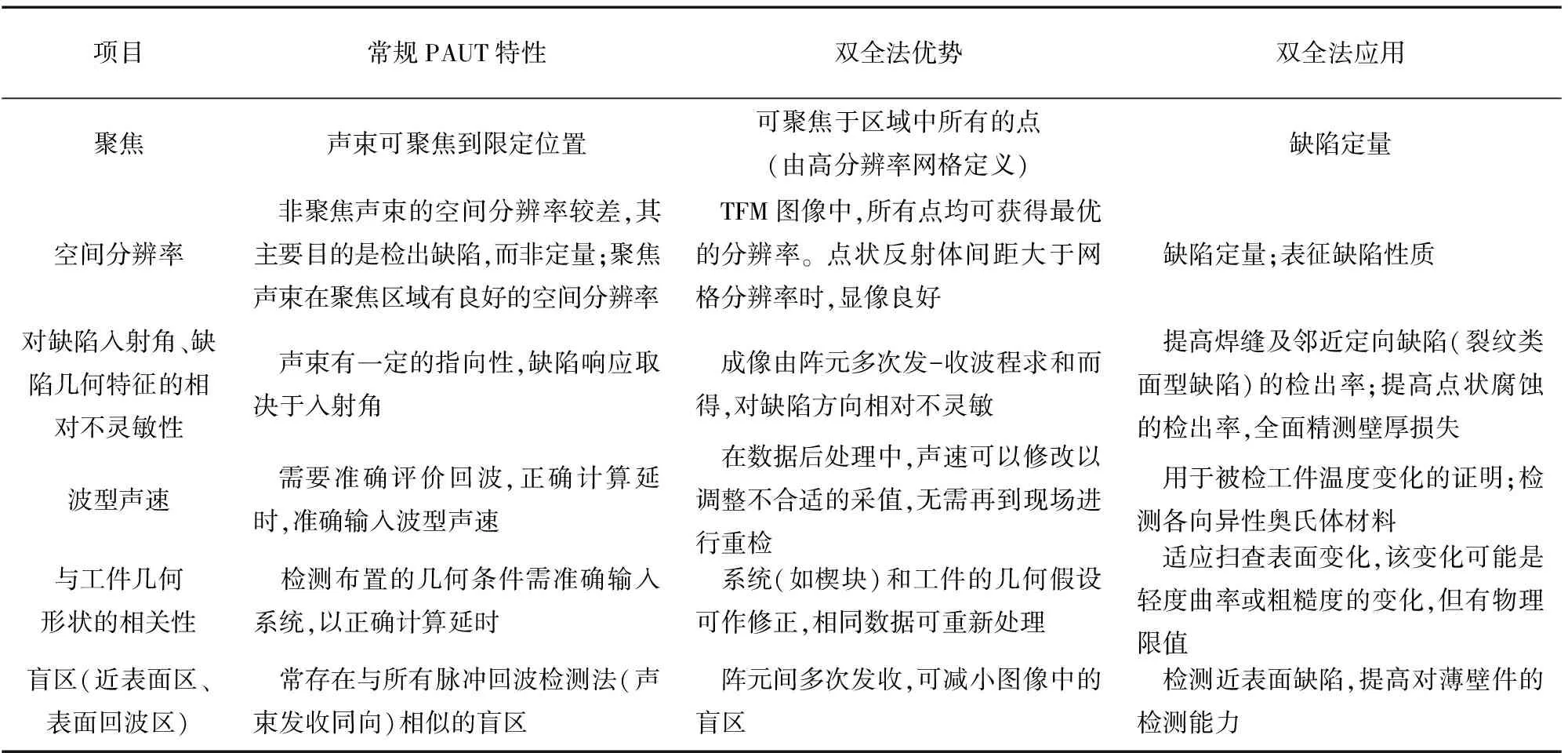
表1 双全法相较于常规PAUT的优点
1.2 常规PAUT与双全法的操作流程
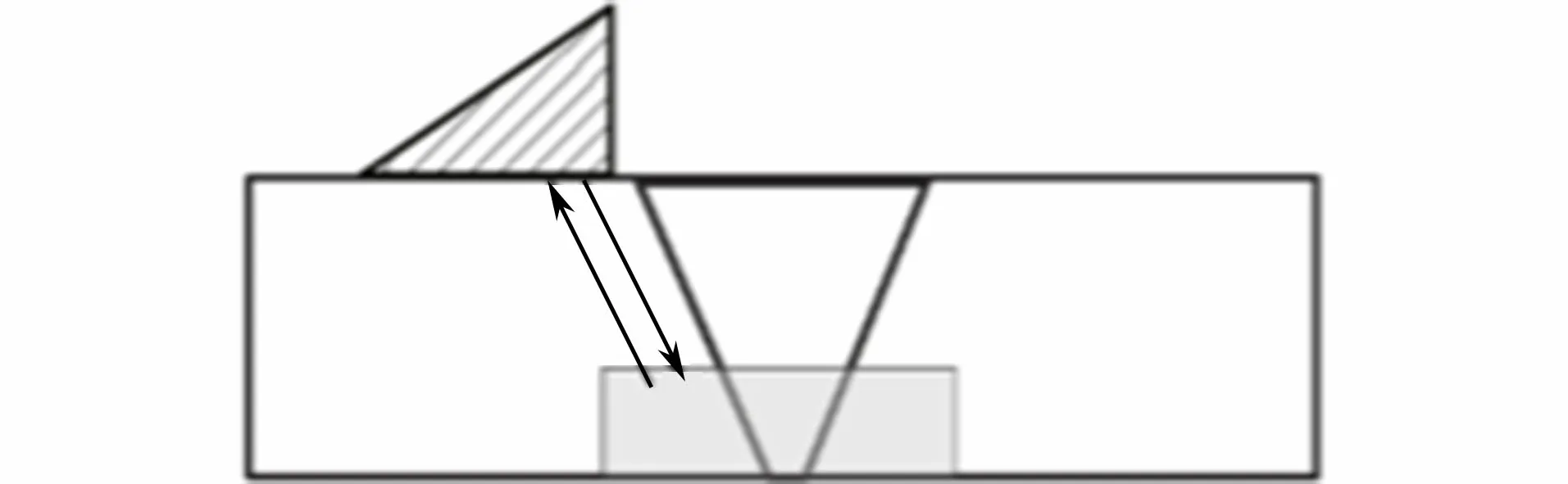
常规PAUT和双全法的主要操作流程如图1所示。

图1 常规PAUT与双全法的主要操作流程
2 双全法与采集成像技术替代法
2.1 概述
ISO双全法通则和专标允许的双全法技术的数据采集法与成像法可采用替代法。该节概述基本双全法与某些替代法。替代采集法包括半矩阵捕获(HMC)、稀疏矩阵捕获(SMC)、平面波成像(PWI)和虚拟源声阑(VSA)法。替代成像法包括自适应TFM(ATFM)和多成像方式TFM法。

表2 双全法相较于常规PAUT的缺点
2.2 双全法采集和成像过程
2.2.1 全矩阵捕获采集过程
FMC过程是记录所有信号的过程,这些信号对应于阵列所有可能的发-收阵元对。采用FMC法采集信号可得到一个N×N(N为阵元数)的信号矩阵,记i阵元发射,j阵元接收的信号为Sij(t)。
2.2.2 全聚焦法的成像过程
FMC数据成像的方法有很多,其中TFM算法用得最广。该算法基于延时与求和处理,其基本概念是将缺陷产生的回波进行相干求和,使缺陷的波幅最大化,将信号合成聚焦于构成成像区的网格点上,再输出为波幅图,若不同的回波信号间存在相关性,产生的波幅会更高。该方法源于合成孔径雷达,最初是通过合成孔径聚焦法引入常规超声检测的。
用于FMC的TFM算法步骤如下所述。
(1) 波程计时。声波从阵元i到网格点P,再到阵元j所需飞行时间tij(P)为
tij(P)=Tip+Tjp
(1)
式中:Tip,Tjp分别为超声从发射阵元i、接收阵元j的中心到网格点P的飞行时间。
(2) 波幅求和。图像P点的波幅I(P)为

(2)
式中:Sij(TiP+TjP)为i阵元发射、j阵元接收的超声信号叠加到网格点P的幅值。
除算法的一般形式外,还可能存在变量,主要为:① 计算超声飞行时间所用数值解法;② 实施程序(与检测设备硬件、软件相关的不同版本和优化);③ 计算点网格间的插值;④ 信号处理后波幅求和的可能性;⑤ A扫描对某个图像点的作用、有关分配不同权重因子的选项等。
2.3 FMC的替代采集法
可用FMC的替代采集法,按与FMC信号相同的方式收集和处理不同(通常较小)的信号集。目的是减少待处理信号量或提高信噪比以减少处理时间。
2.3.1 全矩阵子集的获取
通过选择较少发射-接收对,获取全矩阵信号的子集。主要类型为:① 半矩阵捕获(HMC),该方法获取的A扫描数据量为N·(N+1)/2,理论上采集信息无丢失(生成图像的信噪比可能低于全矩阵捕获生成图像的);② 合成孔径聚焦法捕获,该方法仅获取同一发-收阵元对应的矩阵信号,A扫描数据量为N;③ 稀疏矩阵捕获(SMC),该方法以确定性或随机方式选择激活发-收阵元,得到FMC数据子集。
2.3.2 延时法则的应用
平面波成像(PWI)法对发射阵元施加适当的延时,使入射平面波以n个不同的角度输入工件,在N个阵元上收集信号,得要n×N(一般n 2.3.3 编码激励阵列 编码激励法用数字编码驱动选定的激活阵元,相继激励整个阵列,旨在提高超声在衰减材料中的信噪比。 多成像方式TFM的步骤为:① 选择几条成像方式;② 按成像算法步骤,对每一成像方式进行波程计时和波幅求和。处理结果可显示为由多路径图像合成的单一图像,也可显示为与所选成像方式相对应的分列式图像。 在某些情况下(如成像方式包含位置未知的界面),超声飞行时间并不精确。在自适应全聚焦算法中,第一步就要根据FMC数据测量试件的界面位置,再基于该位置调整超声飞行时间,建造TFM图像。 该节说明关乎双全法成像效果和质量的3个关键参数(图像分辨率、网格点间距和波幅稳定度)的校验要领。双全法是由数据采集和成像构成的方法,二者均涉及采样,故需要关注网格点间距。覆盖范围和分辨率可用下述方法作隐式测试(验证波幅稳定度的程序中包含ROI的设置确认和网格点间距的验证)。灵敏度也可用与波幅校正法相同的布置来进行校验。 实施基本TFM算法时,图像中每个点的重建步骤为:在全矩阵数据时基轴上进行A扫描,并在网格点位置添加A扫描波幅值。A扫描信号来自未检波、未滤波的超声信号,若图像网格点密度过底,则A扫描信号可能出现反相位相互抵消的现象,故网格太粗时,小反射体的波幅会随探头的位置变化而出现增减。 图像分辨率是指图像可分辨相邻目标物最小间距的能力。检测程序规定分辨率的同时,应说明验证方法。 网格点间距取决于检测所需分辨率、总覆盖区域、处理能力、波速、稳定波幅图像所需网格点的间距。网格可调粗调细,网格设置太粗时,可能导致小反射体漏检或量值偏小。一般网格点间距小于λ/5(λ为波长)时可得稳定波幅。波幅稳定度受多因素影响,如探头特性,波长等。 3.3.1 验证设备要求 验证关注区波幅稳定度的设备应与检测时使用的设备相同。验证所用的探头和楔块,其型式和制造商应与检测时的相同, 检测试块或对比试块中应有竖排横孔。 3.3.2 验证设置 关注区设置应与预期应用设置相同。设备应在竖排横孔上进行调试,使用夹钳将探头固定在对准横孔的3个不同位置:① 在关注区中间;② 离关注区左端约2 mm;③ 离关注区右端约2 mm。横孔回波的最大波幅应调为80% 满屏高。 3.3.3 验证过程 偏移增量i=λ/20,验证过程用于实时显示TFM图像,或通过后处理用于存储FMC数据,步骤为:① 列表记录关注区每一横孔的最大波幅;② 按要求进行偏移增量计算;③ 按偏移量计算TFM设置值;④ 按偏移量显示TFM图像,回到步骤①,直到完成20次递增时结束计算。探头摆放的3个位置都要执行该验证过程。 3.3.4 结果计算 确定每一探头位置、每一横孔的最大波幅Hmax和最小波幅Hmin,则该位置、该横孔的波幅稳定度ΔHs为 ΔHs=20lg(Hmax/Hmin) (3) 若波幅稳定度为最大2 dB(即±1 dB,用波幅的绝对值测量)、最大4 dB(即±2 dB,定量方式不依据波幅的绝对值),则校验评定合格。若波幅稳定度超过上述规定数值,则减小网格点间距。 3.3.5 验证报告 校验报告应包括验证过程、波幅稳定度、关注区参数(如TFM设置窗截屏)、增量值计算、横孔回波波幅、测试设置和设备(包括探头、楔块、仪器、试块、软件版本)、增益校正设置等。 4.1.1 氢损伤 高温氢蚀(HTHA)定义为氢渗透到钢中与碳化物反应,导致钢构件产生微裂纹的过程,氢蚀缺陷可能位于基体金属或焊缝中。碳钢和低合金钢暴露于含硫化氢的酸性水介质中,也会受各种开裂机制的影响,例如压力容器壁面会发生电化学反应,导致钢吸收氢原子,金属韧性降低,金属键弱化。这些效应叠加在一起会产生多种失效机制,如氢致开裂(阶式破裂和起泡是氢致开裂的两种特殊形式)、硫化物应力开裂、应力取向氢致开裂。 检测高温氢蚀使用的设备也可用于氢致开裂的检测。检测应力腐蚀开裂的设备也可用于应力取向氢致开裂的检测。 4.1.2 检测设置 双全法可用作其他无损检测方法检测高温氢蚀损伤的补充方法。被检试件的表面粗糙度应不大于6.5 μm。检测时需使用顶端线槽(宽0.2 mm)或横孔(深度≈厚度,容差±20%)来设置仪器的灵敏度,检测信噪比至少为12 dB。使用横孔来设置检测灵敏度时,应提高检测灵敏度,以保证衍射信号的检出。参考反射体的波幅应调至满屏高的80%~100%。使用校验试块三横孔进行灵敏度校正的案例如图2所示(频率为15 MHz)。 图2 使用校验试块三横孔进行灵敏度校正的案例 4.1.3 探头选择 为获得最佳的检测信噪比,纵波探头频率为7~15 MHz,横波探头频率为3.5~7.5 MHz。 4.1.4 扫查方法 使用双全法进行高温氢蚀损伤检测时,母材区域推荐使用顶扫,焊缝和热影响区推荐使用侧扫,两种扫查方式如图3,4所示。 图3 母材区域的顶扫示意 图4 焊缝和热影响区的侧扫示意 4.1.5 典型成像结果 钢试块典型的高温氢蚀双全法成像结果如图5所示(探头频率为7.5 MHz,成像方式为纵波成像)。由图5可见,体积合并成像可优化显示结果。 图5 钢试块典型的高温氢蚀双全法成像结果 高温氢蚀的线性相控阵超声与双全法的成像结果如图6所示,可见, 双全法更有助于操作者识别高温氢蚀缺陷。早期和中期高温氢蚀损伤的双全法成像结果和分析如图7所示。碳钢板试样水平裂纹和阶式裂纹的双全法检测结果及其宏观断面如图8所示(图中“1”为水平裂纹,“2”为阶式裂纹)。 图6 高温氢蚀的线性相控阵超声与双全法的成像结果 图7 早期和中期高温氢蚀损伤的双全法成像结果和分析 图8 碳钢板试样水平裂纹和阶式裂纹的双全法检测结果及其宏观断面 4.2.1 腐蚀损伤 腐蚀是指金属与环境间发生物理化学相互作用的过程。检测钢容器和管道部件中的腐蚀损伤时,应按损伤位置和形状特征来选择成像方式。腐蚀类型有:均匀腐蚀;点蚀;侵蚀;沉积物侵蚀;隙间腐蚀;电化学腐蚀;焊缝区腐蚀。 4.2.2 检测设置 腐蚀机制不同会产生不同形状、位置和类型的反射面。检测时,要根据材料厚度选择检测参数。用双全法进行腐蚀检测前,需了解材料的损伤类型,并考虑腐蚀的位置和形状。验证试块中实际损伤的位置、形状、大小、厚度范围等参数应覆盖试件预期存在损伤的位置、形状、大小和厚度范围。验证试块的材料应与试件的相同。 4.2.3 探头选择 探头应根据试件的几何形状、材料、厚度、表面状态和涂层状况来选择。探头频率应根据待检腐蚀缺陷的类型选择。 4.2.4 成像方式 根据腐蚀位置推荐的双全法成像方式如表3所示。 表3 腐蚀缺陷双全法检测推荐成像方式 4.2.5 典型成像结果 浅宽内腐蚀缺陷的双全法成像结果如图9所示,可见,双全法可大范围检测腐蚀缺陷的轮廓,可准确评定缺陷与试件后壁的连接角度。 图9 浅宽内腐蚀缺陷的双全法成像结果 应力腐蚀裂纹(SCC)危害严重,其会导致结构迅速失效。检测SCC的多面轮廓(穿透壁厚可能小至1 mm),表征其形态、方向和尺寸对分析结构性能至关重要。不锈钢复合层中的应力腐蚀裂纹外观如图10所示(图中从左至右,3个裂纹壁厚方向的高度分别为0.12,0.45,3.13 mm)。碳钢管防腐蚀堆焊层中应力腐蚀裂纹外观如图11所示,其壁厚方向的高度约为1 mm。 图10 不锈钢复合层中的SCC外观 图11 碳钢管防腐蚀堆焊层中应力腐蚀裂纹外观 4.3.1 检测设置 被扫查表面的粗糙度应不大于6.5 μm。检测时需用典型试件的典型损伤作为基准,以得到最佳检测结果。检测各向异性、非均质材料(如堆焊层)中的SCC时,必须要使用含人工损伤(如电火花加工线槽)或实际损伤的对比试样。常用端角效应法来检测SCC,推荐成像方式为纵波成像或横波成像。检测各向同性或均质材料时,灵敏度可高于基准线槽或裂纹端角回波波幅的6 dB。验收水平需按项目标准确定。若用裂纹端部衍射信号测量裂纹高度,灵敏度应高于基准线槽或裂纹端角回波波幅至少14 dB。 4.3.2 探头选择 根据结构完整性分析,应力腐蚀裂纹的尺寸可能很小,当其壁厚方向的高度小于1 mm时,推荐用检测频率为10 MHz,最少32阵元的探头。 4.3.3 成像方式 采用双全法检测应力腐蚀裂纹时,母材与焊缝采用侧扫和顶扫皆可,两种扫查方法均根据衍射信号对SCC进行测高。 4.3.4 成像结果 不锈钢堆焊层SCC双全法侧扫和顶扫的成像结果如图12,13所示。图13对应SCC的宏观金相照片如图14所示。 图12 不锈钢堆焊层SCC双全法侧扫成像结果 图13 不锈钢堆焊层SCC双全法顶扫成像结果 图14 图12中SCC的宏观金相照片 (1) 相比传统的相控阵超声检测方法,双全法的成像结果具有更高的信噪比和图像分辨率。 (2) 与传统成像技术相比,全聚焦法具有可随处聚焦的优势,使缺陷显示更接近实际形状,有利于缺陷的定量检测。 (3) 为检测关注区内的定向缺陷(面积型缺陷)和无向缺陷(体积型缺陷),应使用多种成像方式(包括端部衍射、反射、端角回波等)进行全聚焦法检测,但需注意分辨伪缺陷。 (4) ISO双全法通则要求操作者评定网格分辨率,波幅稳定度不大于2 dB。网格点间距小于λ/5时,可得稳定波幅,满足标准要求。 (5) 为减少需处理的信号数量,可采用半矩阵捕获、稀疏矩阵捕获、合成孔径聚焦法捕获、平面波入射法、虚拟声源法、编码激励阵列法等取代全矩阵捕获采集技术。多模式平面波成像技术属于新兴技术,该技术从几个角度发射平面波,用所有阵元记录反向散射信号,通过对关注区每个点的信号进行相干求和来实现聚焦。该技术可实现高质量快速超声成像,是双全法成像检测的又一新发展动向[2]。 (6) 双全法可以有效检测高温氢蚀、多种氢致开裂损伤、应力腐蚀裂纹类等危害性缺陷。2.4 多成像方式的重建
2.5 自适应全聚焦法(ATFM)
3 关键参数校验
3.1 图像分辨率
3.2 网格点间距
3.3 波幅稳定度
4 推荐设置和双全法应用案例
4.1 高温氢蚀或类似损伤检测






4.2 腐蚀检测


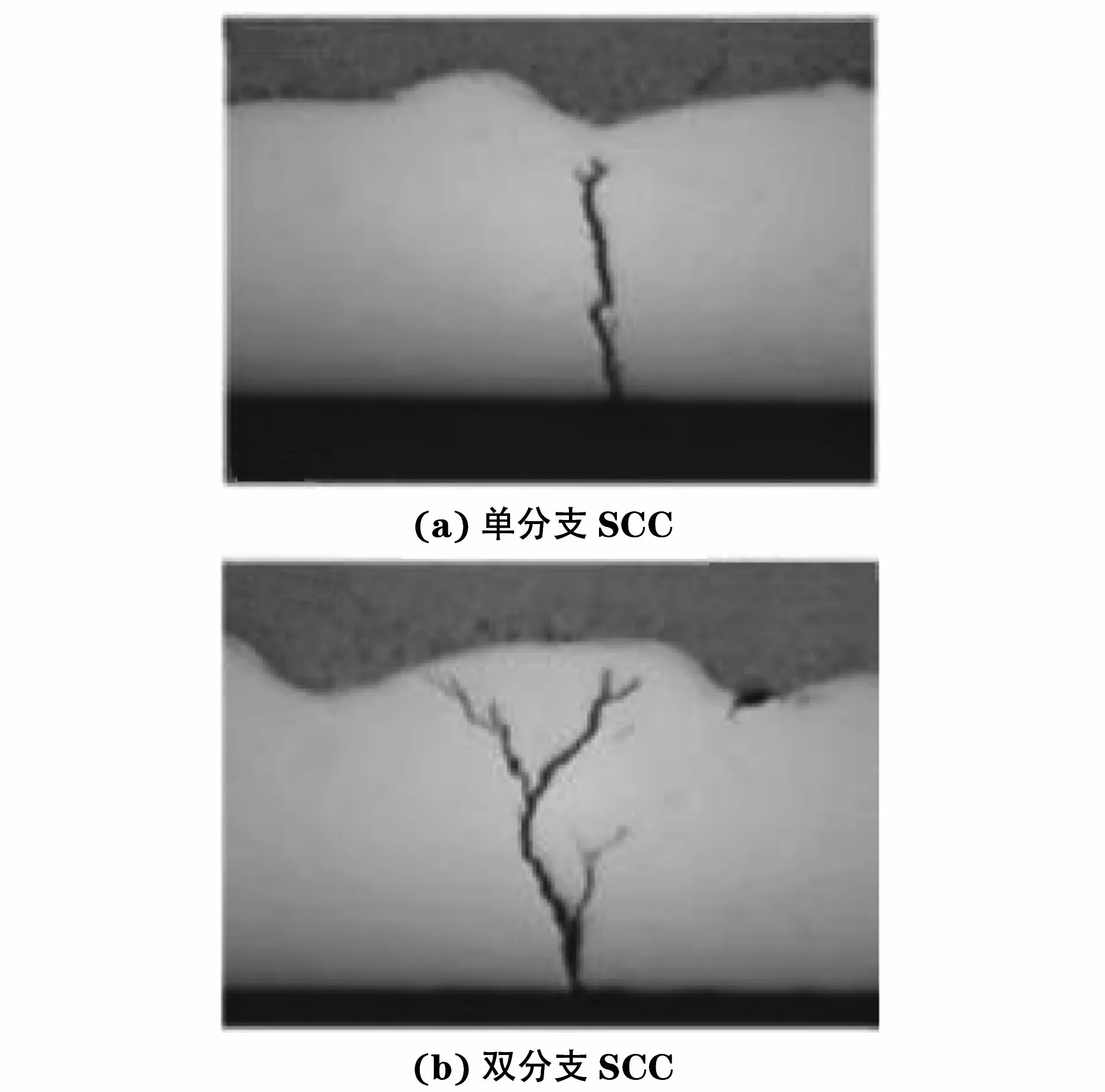
4.3 应力腐蚀裂纹检测




5 结语
