永磁电机定转子复合模设计
2021-12-22赵东超陈建军魏润芬
赵东超,陈建军,魏润芬
(中车永济电机有限公司,山西永济044502)
1 定转子冲片介绍
图1所示为某永磁电机定、转子冲片,材料为硅钢片B30AHV1500。定子冲片:内、外圆、36个定子槽型、外圆9个焊接槽和1个记号槽;转子冲片:轴孔及键槽、8个通风槽、8个φ4.1mm铆钉孔、8组磁钢槽和不规则外形。

图1 定子和转子冲片简图
2 冲制方案分析
定子冲片客户要求使用冲床伺服偏摆送料机送料,自动偏摆送料机带动硅钢片前进适当距离同时沿前进的垂直方向平移适当距离,可以使每个冲片之间的间隙极小,有效的减少了边角废料,并且不需要像伺服送料机需要裁剪硅钢片卷料,大大提高材料利用率,降低生产成本。
第一道工序:冲定子冲片:内、外圆、36个定子槽型、外圆9个焊接槽和1个记号槽;并在中心冲制φ38mm工艺孔(客户要求,作用:转子冲制时定位孔和φ38mm圆片)。
第二道工序:φ38mm工艺孔定位冲制转子冲片:轴孔及键槽、8个通风槽、8个φ4.1mm铆钉孔、8组磁钢槽和不规则外形。
3 模具结构
3.1 定子冲片复合模
根据客户冲制时的送料方式和定子冲片形状,定子复合模采用倒装式结构,如图2所示,凸凹模在下,凹模和凸模在上。

图2 定子冲片复合模结构
定子冲片和中间太阳花废料(转子料)采用上打料,机床接盘自动接料。
设计结构时需要的注意点如下:
(1)废料切刀。
由于定子复合模采用伺服偏摆送料机送料(见图3),需要增加废料切刀和废料传送带安装空间。
废料切刀的刃口位置尽可能选在废料筋尺寸小的地方(见图3),长度一般为定子外圆直径的2~3倍。

图3 偏摆送料方式
(2)模架和导向系统。
a.模架设计(见图4),两个后导柱(粗),一个前导柱(细),模具安装好后,冲制前导柱拆下,方便伺服偏摆送料机运动。

图4 上模座
b.由于定子冲片和中间太阳花废料(转子料)采用上打料,机床接盘自动接料,所以上模座相应位置设计空位。
c.后导柱和下切刀之间距离根据废料传送带的宽度设计。
d.在打料腔增加3-φ30mm凸台,提高上模座强度。
(3)凸模。
定子内孔和外圆的同轴度为0.04mm,考虑到加工、装配和调节简便性,将定子内孔凸模和36个定子槽凸模分开设计。
a.定子槽凸模(见图5)设计时将圆弧偏移0.015mm(一般取刃口的单边间隙),避免装配时与轴孔凸模干涉。
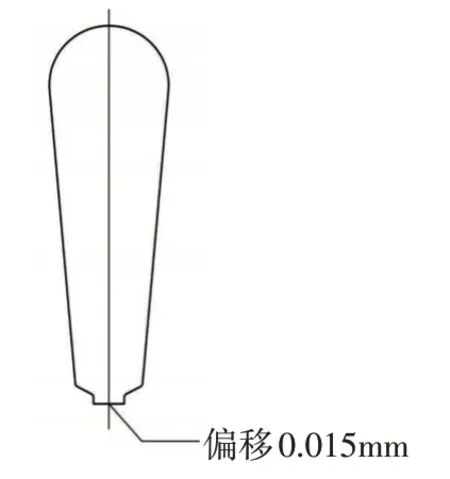
图5 定子槽凸模
b.定子冲片是自动接料,为了保证转子料(中间太阳花废料)在模具分离后能够带到上面且顺利打下,在轴孔凸模上增加磁铁安装孔和工艺孔周边设置4个浮钉防止工艺孔凸模卡料。
(4)工艺孔凸、凹模。
定子冲片工艺要求在中心冲制一个φ38mm工艺孔,复合模结构决定了φ38mm工艺孔凹模只能在下推板上,为浮动结构。所以φ38mm工艺孔凸模要比上模其他刃口高出2mm。
为了节省成本φ38mm工艺孔凹模采用Cr12Mo1V1材料58~62HRC镶嵌到下推板(45钢)上。确保φ38mm圆片能够顺利落料,可以在下推板下安装导料筒,也可以将下固定板设计成上大下小漏斗状(见图2)。
(5)卸料。
定子冲片复合模共有推板、卸料板(见图6)和下推板3种。

图6 推板、卸料板
a.推板作用为:脱料、压料保护凸模、导正凸模等作用,与凹模和凸模单边间隙0.05mm。
b.卸料板主要作用为:脱外形废料。推板和卸料板由于外形内孔差不多,为了节约成本一般都是镶套加工得到(见图6),加工时首先保证推板的尺寸。
由于使用了伺服偏摆送料机送料,在卸料板上需要放置一个支撑板,所以设计一个4mm台阶。
c.下推板和推板外形内孔差不多,但是下推板中心需要镶嵌φ38工艺孔凹模,所以要求下推板厚为35mm,与凸凹模的定子内圆配合间隙单边为0.01mm;定子槽型配合间隙单边为0.05mm。既保证了工艺孔的同轴度又方便装配。
为保证下推板的高度一致和强度,采用等高套、螺钉与弹顶器夹板直接连接。
(6)弹顶器。
弹顶器的两块夹板厚度需在20mm以上,满足刚性强度。40mm以上橡皮保证弹性量。3~4个M16mm以上螺钉连接。
3.2 转子冲片复合模
根据转子冲片形状,确定模具采用正装复合模结构,如图7所示,凸凹模在上,凹模和凸模在下。

图7 转子冲片复合模结构
设计结构时需注意点如下:
(1)凸模。
轴孔、通风槽、铆钉孔和磁钢槽凸模与下固定板采用单边间隙0.0025mm,有空间布置螺钉的凸模从下模座固定,否则使用厌氧胶与下固定板固定。
(2)定位钉。
定位钉(见图8)采用Cr12Mo1V1材料,热处理50~55HRC,φ38mm与第一道工序的工艺孔φ38mm配双边间隙0.01mm。

图8 定位钉
(3)推杆。
推杆(见图9)材料选用不锈钢,与凸凹模单边间隙0.05mm,与上固定板和上模座单边间隙0.25mm,装配时高出凸凹模3mm,底部加工成网状,避免吸附废料。
轴孔和通风孔推杆为了节约成本,厚选用30mm,其余长度使用等高套和螺钉进行悬挂固定。
转子冲片两个磁钢槽最小距离只有1.5mm,为了提高上固定板(见图10)和上模座强度,将磁钢槽推杆上半取消一部分,加工一个4×4mm方腔(见图9)使用悬挂方销进行悬挂固定。

图9 轴孔推杆 通风孔推杆 磁钢槽推杆 铆钉孔推杆

图10 上固定板
4 结论
定、转子复合模总体结构没有发生大的变化,主要是根据新的送料机构和客户的工艺要求进行了针对性的改动。改动后复合模结构和使用状态得到客户肯定,已复制该结构模具几十套。