RB211-535E4发动机高压涡轮导向叶片孔探检查
2021-12-21田春华
田春华
摘要:介绍了RB211-535E4发动机高压涡轮导向叶片凸面缺陷孔探检查的情况,总结了检查经验,并对缺陷进行评估与分析,为该型发动机的安全运营提供参考。
关键词:RB211-535E4;孔探;导向叶片;缺陷评估;检查规范
Keywords: RB211-535E4;bore-scope inspection;nozzle guide vanes;defect evaluation;inspection standard
1 高压涡轮导向叶片
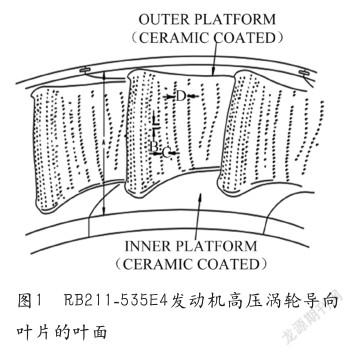
RB211-535E4发动机安装于我司的波音757-200F机型,该型发动机的高压涡轮导向叶片(HPTNGV)由23组共计46个叶片组成,如图1所示,两个导向叶片为一组,导向叶片之前形成气流通道,每个叶片沿轴向、径向均设计成曲线状,目的是使燃气流经过导向叶片后增加压力与速度,冲击高压涡轮转子使之高速旋转,提高涡轮做功效率。
起飞阶段RB211-535E4发动机的EGT显示温度临近800℃(1472℉),燃烧室的温度大约在900℃~1100℃之间,HPTNGV处于高温高速燃气流产生的气动载荷状态,承受着高温高压气流温度场产生的热应力,若出现燃烧室出口温度场分布不均匀、叶片内部冷却气路不通畅、叶片表面冷却不足、叶片表面冷却气孔堵塞等任何异常情况,HPTNGV容易发生缺陷。日常航线维护中利用孔探方法对HPTNGV进行检查,但不是所有的缺陷或损伤都能够被检查出来,特别是叶片根部或内部的缺陷。
2 导向叶片凸面缺陷情况
波音AMM72-00-00/601手册提供了RB211-535E4发动机HPTNGV的叶型面、前后缘、内外平台等检查标准,但在手册概述中却明确说明通常不必要检查HPNGV的凸面,检查高压涡轮叶片时可以看到部分导向叶片凸面,如果发现损伤可按照给定的限制标准进行评估。
根据波音757-200飞机维修计划大纲(MPD),HPTNGV的初始检查间隔为5000飞行小时,每1500飞行小时或1500飞行循环重复检查。然而,我公司在一次孔探检查中发现导向叶片凸面有缺陷,公司工程技术部门结合发动机运行状况修订了维修方案,缩短了检查间隔,首检间隔调整为3000飞行小时,重复检查间隔调整为1000飞行小时或800飞行循环,并修订了相应的维修工卡,增加了导向叶片凸面的检查步骤与要求。
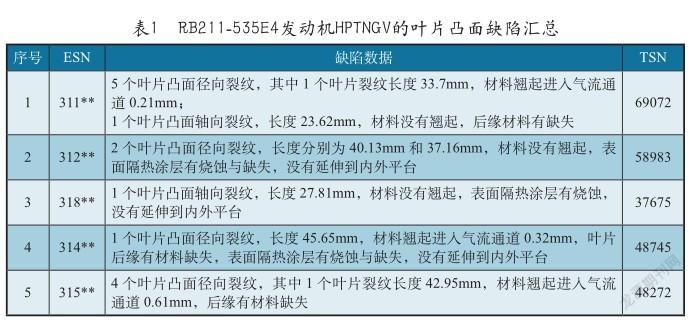
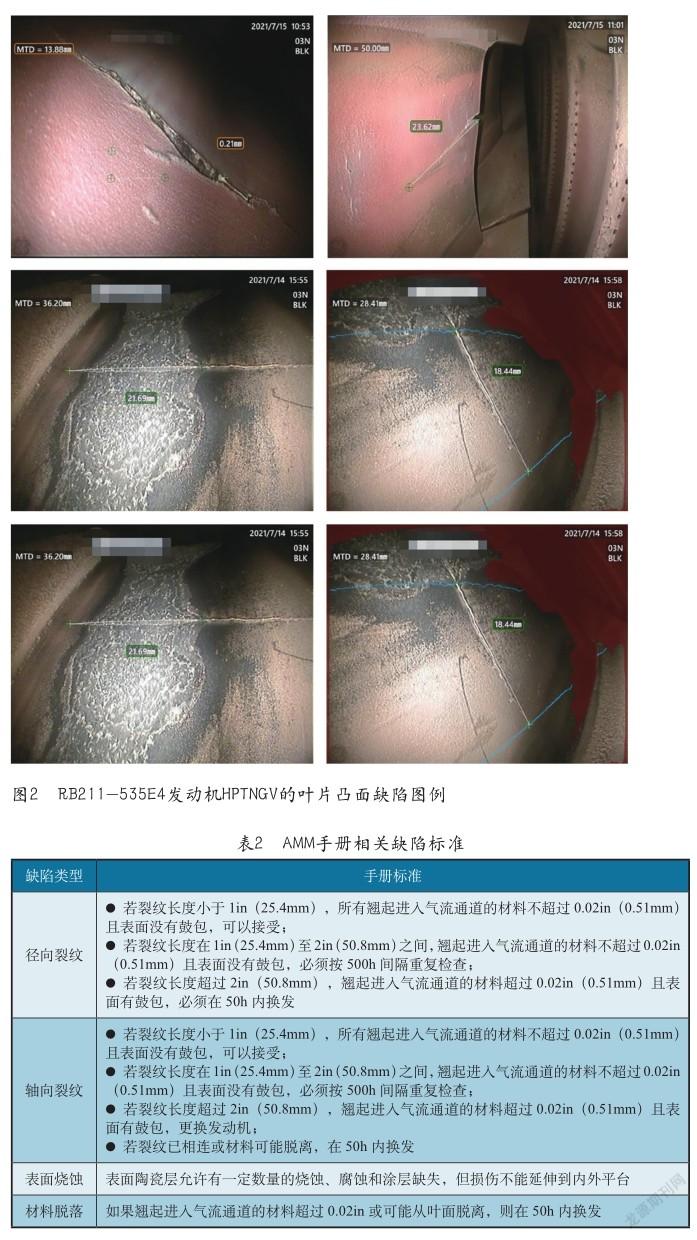
按照工卡对公司在翼发动机进行孔探检查,发现多台发动机导向叶片凸面出现烧蚀和裂纹,缺陷汇总见表1,部分缺陷如图2所示。裂纹多数为径向,有的径向裂纹甚至翘起进入气流通道的高度超出了AMM限制标准,但未超出厂家技术偏离的标准范围。为此,对于损伤较大且需重复检查的缺陷编制了工程指令(EO)进行重点监控,直至发动机下发修理为止。
3 缺陷标准
AMM手册中相应的缺陷标准如表2所示。
针对HPTNGV叶片凸面缺陷超出AMM手册标准这一情况,咨询发动机生产厂家(OEM),明确了相关技术偏离文件(TVD)标准如下:
1)按照50飞行循环或150飞行小时间隔先到为准进行三次检查,裂纹长度不超过70mm(2.756in)且材料翘起进入气流通道不超过1.5mm(0.059in)的,可以接受;
2)如果三次检查都符合要求,每次A检进行重复检查,裂纹长度不超过70mm(2.756in)且材料翘起进入气流通道不超过1.5mm(0.059in)的,可以接受;
3)如果裂纹长度大于70mm(2.756in)或在任何时候检查材料翘起进入气流通道都超过1.5mm(0.059in)的,在50飞行小时内执行换发。
4 缺陷评估
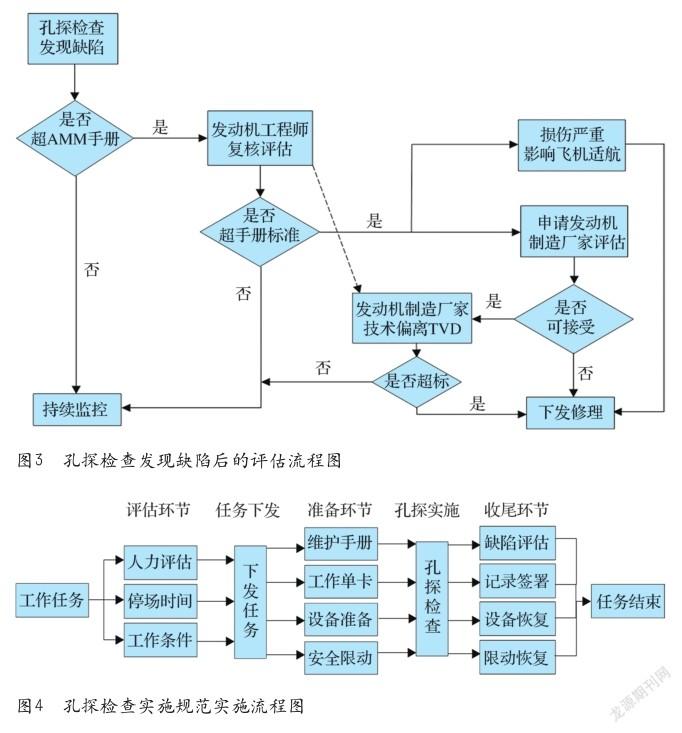
孔探检查发现缺陷后,可按照图3所示流程进行评估,对未超出手册标准的缺陷应持续监控;超出手册标准的,孔探工程师可申请发动机工程师评估。发动机工程师复核评估缺陷仍超标,损伤严重且影响飞机适航与安全运行的,通常会安排下发修理。若缺陷超标,面临停场立即下发修理,发动机工程师应申请发动机制造厂家评估。经发动机制造厂家评估还可接受的,可申请厂家下发技术偏离文件(TVD),后续按照 TVD检查间隔与管控措施执行。若发现缺陷扩展超过TVD要求,则应立即执行下发修理。
5 总结与展望
5.1检查规范
孔探检查工作从任务下发到工作结束,涵盖多个环节,存在多种风险,各项检查工作应规范实施(见图4)。
评估环节:充分评估人力、停场时间与环境条件。人员资质与数量符合要求,停场时间满足工作整体完成时间,工作环境不影响工作开展。
准备环节:工作前准备好维护手册与工作单卡,查阅发动机上一次的孔探报告,提前熟悉手册工卡并了解发动机状态或缺陷状况,按照手册执行与复核飞机、发动机的相应安全限动。
孔探实施:按照AMM手册或工作单卡的施工步骤进行操作检查,检查过程中落实复核机制,预防漏检缺陷。
收尾环节:按照AMM手册选择合适的工具进行拆装,按力矩要求对孔探堵头、螺钉等进行恢复安装,预防发生工具损坏或堵头断裂情况;对现场使用的工具设备进行清点,预防工具遗失;解除相应安全限动,将飞机恢复至正常状态。
差错风险:做好拆卸的孔探堵头、保护盖、螺钉等部件位置的正确标记,各部件应有序摆放,预防造成维修差错。
疲劳风险:长时间持续工作,人眼紧盯设备屏幕,容易引发身体与视觉疲劳,工作现场应适度休息、缓解疲劳。
安全风险:现场一旦发生异常应立即停止检查,在未排除風险与隐患前不应继续检查。
5.2 经验分享
1)设备选择:按照波音AMM手册、厂家手册的推荐,采用光学硬管或柔性纤维镜进行孔探检查,然而实际孔探过程中,为准确判断缺陷与测量,需要不停变换物镜与叶片的距离、角度及光亮度等,采用厂家手册推荐的设备很难实现。对于发动机HPTNGV的整圈叶片凸面的穿饶检查,优先选择观察与测量为一体的视频内窥镜孔探设备,探头软管优先选用直径约6mm、长度大于3m、大角度(120°)直视或侧视镜头。若探头软管直径过小,会被卡滞在HPTNGV与HPT转子之间的间隙而造成损伤。
2)缺陷检测:不仅要找出缺陷还要找对缺陷,如果多个叶片有同类缺陷,还需要仔细比对上一次的检查结果,精准判断是否为同一个缺陷;要保证测量的精准度,毫米之差就会出现不一样的评估结果。
3)缺陷评判:AMM手册标准是静态的,不是所有缺陷在AMM手册中都能找到标准,为了保证缺陷评估的准确性,实际工作中还应善于缺陷分析,判断缺陷扩展的风险后果。发现缺陷后,应与发动机工程师充分沟通与交流,综合发动机制造厂家评估结果,以保证相应缺陷得以有效监控与管理。
5.3 工作展望
1)孔探检查类似人身健康检查,看似是一个简单的工作范畴,既需要技术,更需要责任。每一次检查都应怀着找缺陷的想法仔细进行,不放过任何可疑之处,细心观察。
2)对于运行时间较长的发动机,同一台发动机可能存在多种缺陷,每一次的检查都应认真执行,按照规范实施流程认真进行有效检查。对待每一个缺陷都应准确判断,按照缺陷评估流程进行精准评估。
3)孔探人员应具备过硬的操作技能,担当的责任之心,优良的维护作风,将“四个意识”铭记于心,将“五个到位”践之于行,以保证航空器安全运行。