纺制聚乳酸纤维长丝POY工艺探索
2021-12-20朱军营
朱军营,王 敏
(江苏国望高科纤维有限公司,江苏 吴江 215221)
聚乳酸(Polylactic Acid,PLA)是一种新型生物降解材料,使用可再生的植物资源(如玉米)提炼的淀粉原料制成。淀粉原料经糖化得到葡萄糖,再由葡萄糖及一定的菌种发酵制成高纯度的乳酸,最后通过化学合成方法合成一定分子质量的PLA,具有良好的生物可降解性,使用后能被自然界中的微生物完全降解,最终生成二氧化碳和水,不污染环境,是公认的环境友好材料。此外,PLA是具有优良生物相容性、抗菌性能的合成高分子材料,属于典型的低碳足迹、完全可生物降解的绿色纤维。
PLA在纺织领域的研究、开发与应用是最近10年开始的。PLA可用纺粘法或熔喷法直接制成非织造布,也可先纺制成短纤维,再经干法或湿法成网制得非织造布,在生活用品方面,可用作衣料、擦揩布、厨房用滤水滤渣袋或其他包装材料[1]。
本研究重点探索PLA长丝的生产工艺。
1 试验
1.1 原料及产品规格
(1)采用NatureWorks公司的PLA切片6201D,主要性能指标如表1和图1所示。
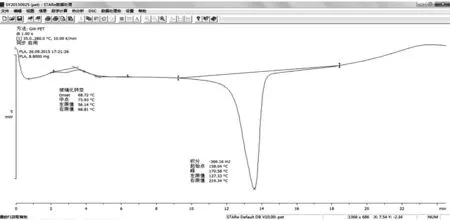
图1 PLA切片DSC曲线

表1 PLA切片6201D的主要性能指标
(2)油剂(日本竹本)。
(3)纤维产品规格:138 dtex/72 f。
1.2 设备及仪器
(1)结晶设备:沸腾式结晶床(郑州中远干燥); (2)干燥设备:连续干燥塔(郑州中远干燥);(3)纺丝设备:侧吹风纺丝机(巴马格);(4)螺杆挤压机(6E,巴马格);(5)测试仪器:缕纱测长仪(YG086,常州纺织);(6)条干仪(瑞士乌斯特);(7)强伸仪(德国Textechno);(8)纤维含油率测定仪(MQC23-10,牛津);(9)纤维热应力仪(GELLOWEN)。
1.3 主要工艺参数
PLA长丝生产工艺参数(范围)如表2所示。
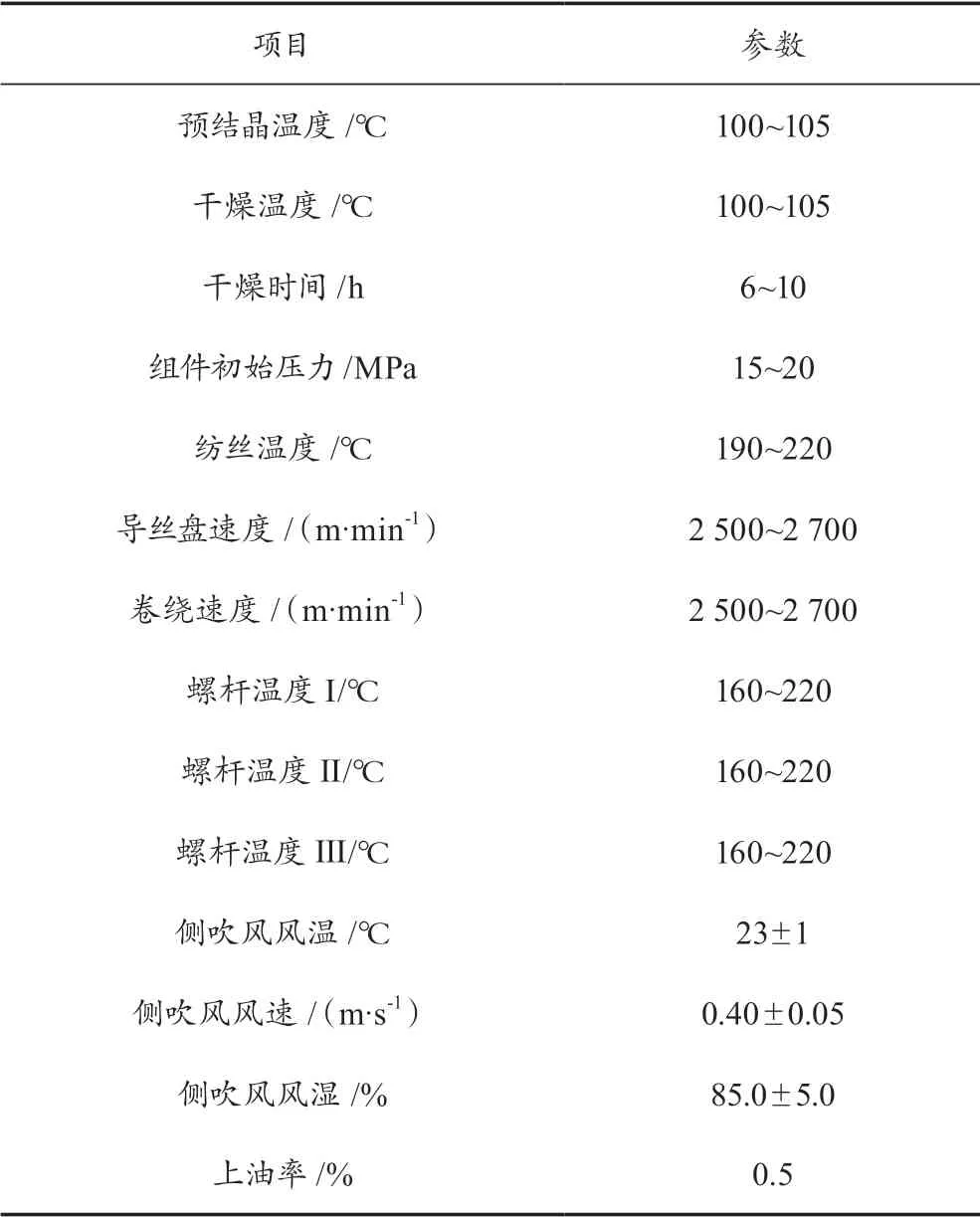
表2 PLA长丝生产工艺参数
1.4 生产工艺流程
切片→罗茨风机→输送→结晶床→干燥设备→螺杆挤压机→熔体过滤器→纺丝箱体→侧吹冷却→上油集束→网络→第一罗拉→第二罗拉→卷绕成型→外检包装。
2 结果与讨论
2.1 切片干燥
切片结晶温度和时间的选择根据不同原料而定,对结晶速度快的PLA切片应采用较低温度和较短的预结晶时间[2]。切片的干燥温度尤为重要,既要保证水分完全挥发,又要避免在较高温度下切片的特性黏度下降和色相变黄降解造成干燥堵料。切片含水量越高,在纺丝过程中剧烈水解,熔体特性黏度下降幅度越大,纺丝生产情况越差。因此,在生产过程中,对PLA切片的要求比纺制普通纤维高。PLA切片采用真空包装,有大量的酯键,亲水性差,降低了与其他物质的生物相容性[3]。因为PLA切片熔点、玻璃化温度均比常规PET切片低,耐热性能比聚酯切片差,所以结晶温度和干燥温度比聚酯切片结晶干燥温度低,根据实际生产摸索的条件:PLA切片的预结晶温度、干燥温度在100~105 ℃,干燥时间不短于6 h,干切片含水率可控制在0.004%以下,满足纺丝生产需求。
2.2 纺丝温度
纺丝温度根据不同切片的熔点和特性黏度而定[4]。纺丝温度控制得好,不但生产可纺性好,而且得到的纤维成品物理指标优良。在合适的温度范围内,随着纺丝温度的提高,熔体的流动黏度逐渐降低,均匀性和流变性能变好,可纺性逐步提高。在熔体黏度下降幅度不大的情况下,纺丝温度可以尽量提高,但是不能过高,过高的熔体温度会加剧熔体降解,造成特性黏度下降,熔体不稳定,导致飘丝断头和纤维物理指标下降。PLA熔体与聚酯熔体的熔体特性相近,可以利用现有的聚酯纺丝设备进行加工生产。但是,PLA切片的熔点为170 ℃,特性黏度为1.500 dL/g;聚酯切片的熔点为258 ℃,特性黏度为0.642 dL/g,两者的熔点和特性黏度有很大的差异,PLA切片熔点远低于聚酯,但是其熔体特性黏度远高于聚酯熔体。在尽量高的纺丝温度下,PLA熔体的均匀性和流变性能变好,生产稳定性变好。但是过高的纺丝温度会造成PLA熔体降解碳化,因此,选择合适的纺丝温度非常重要。
PLA与聚酯切片的指标对比如表3所示。

表3 PLA与聚酯切片指标对比
由于PLA切片的熔点比聚酯低,PLA的耐热性也较差。根据PLA切片的熔点170 ℃,纺丝温度可选择高于熔点20~50 ℃,生产试验中选择在190~220 ℃。因为纺丝温度较低,所以采用低温联苯加热介质,在停机时使用聚丙烯清洗挤出机和熔体管道,避免熔体高温降解堵塞管道。
纺丝温度与生产断丝次数的关系如表4所示。但是纺丝速度过快会导致初生纤维发生取向诱导结晶,不利于后加工的稳定。为了满足后加工的需求,纤维应尽可能具有高取向、低结晶的结构,因此,纺丝速度的选择应尽量防止取向诱导结晶的发生。
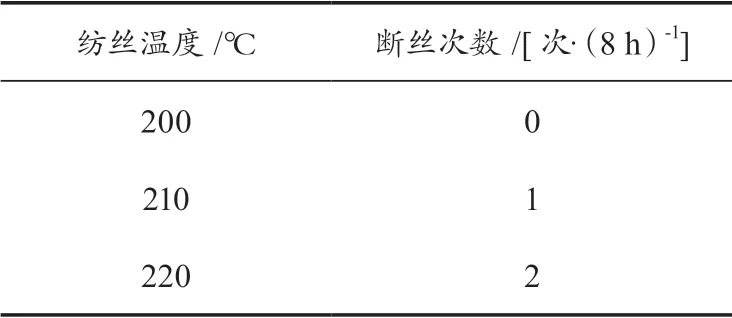
表4 纺丝温度与断丝次数的关系
纺丝速度与长丝物理指标的关系如表6所示。

表6 纺丝速度与长丝物理指标的关系
2.3 喷丝板的选择
因为PLA熔体与聚酯熔体都属于假塑性流体,具有切力变稀的性质,即随着剪切应力增大,熔体的流动黏度下降,所以随着剪切速率增加,熔体的表观黏度下降。在剪切应力临界值下,剪切速率的增加有利于纺丝。喷丝板孔径的选择原则是合理选择熔体出喷丝孔的剪切速率和喷头拉伸比,剪切速率一般为1×104~2×104s-1,喷头拉伸比一般在100~200。选择合适的喷丝板孔径长径比有利于大分子的松弛,缓解熔体的出口膨胀效应,喷丝孔径长径比控制在2.5~3.0。根据实践,本次试验生产选用规格为0.18 mm×0.54 mm的喷丝板。
2.4 冷却条件
冷却成型是熔体纺丝的重要过程之一。为了降低初生纤维预取向度,在纺制PLA长丝时,应适当缓和冷却条件、减缓风速,以减缓冷却速度,使塑性区延长、凝固点下移,减小喷丝头拉伸张力。但若冷却得太慢,由于熔体细流表面张力的作用,纤维条干不匀率会增大,所以冷却条件不能太柔和。经试验,风速为0.40 m/s最佳。侧吹风风速与条干不匀率的关系如表5所示。
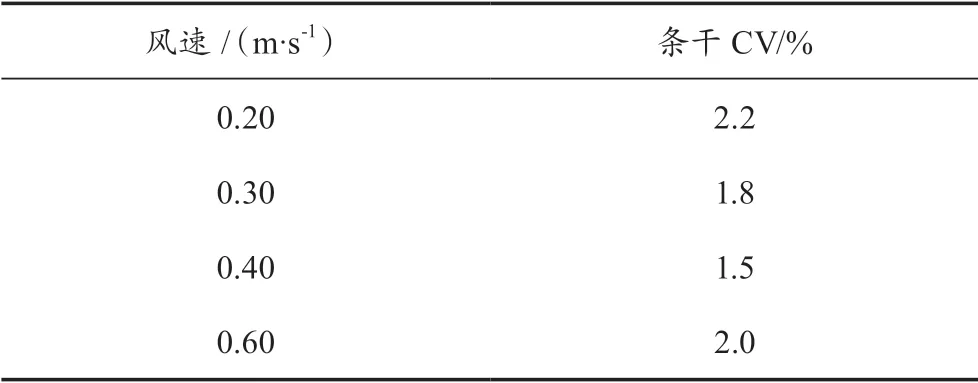
表5 风速与条干不匀率的关系
2.5 纺丝速度
纺丝速度对纤维预取向丝(Pre-Oriented Yarn,POY)的物理指标和加工性能有重要影响。随着纺丝速度的加快,纤维的结晶度提升,初生丝的性质更加稳定,
3 结论
(1)PLA切片的结晶温度和干燥温度比聚酯切片低,在生产中,PLA切片的预结晶温度、干燥温度在100~105 ℃。
(2)选择合适的纺丝温度有利于提高纺丝生产稳定性。由于PLA切片的熔点比聚酯低,PLA的耐热性也较差。根据PLA切片的熔点170 ℃,纺丝温度可选择高于熔点20~50 ℃,但不宜设置得太高,在生产中,纺丝温度控制在190~220 ℃。
(3)适当减缓侧吹风速,控制在0.40~0.50 m/s有利于获取质量优良的PLA长丝纤维。
(4)选择合适的纺丝速度2 500~2 700 m/min,有利于获取质量优良的PLA长丝纤维。