空中梭车转运系统在化纤长丝行业中的应用
2021-12-17施耀飞许纪忠陆斗平国世荣屠伟良王高锋
施耀飞 许纪忠 陆斗平 国世荣 屠伟良 王高锋/文
(1.新凤鸣集团股份有限公司 2.浙江省技术创新服务中心)
1 引言
近几年来,在自动化升级的浪潮下,自动落筒技术以及自动包装技术已经得到广泛应用。在应用中发现,落筒之后仍需使用丝车携带丝饼,其转运过程需要大量人力,同时丝车只能单层存放,单位空间丝饼存放密度低,不便于管理的同时需要占用巨大的空间,随着人力成本的日益上涨以及土地资源的紧缺,解决丝车的人工转运以及存储空间问题刻不容缓,于是空中梭车转运系统应运而生。本文从系统组成及运转、网络结构、技术特性、处理能力等方面介绍空中梭车转运系统。
2 系统组成
空中梭车转运系统的标准组成为丝饼装载模块、丝饼转运检测模块、丝箱转运模块以及智能化丝箱中转库。主要通过丝饼装载装置对接落筒机器人,丝饼梭车携带丝饼完成单锭称重、单锭标签、单锭质检工序,然后将丝饼转移到丝箱中,通过丝箱梭车输送至丝箱中转库,丝饼经过平衡之后,再次通过丝箱转运模块,运输进入自动包装线,其流程如图1所示。

图1 空中梭车转运系统流程图
3丝饼装载模块
本模块的核心为丝饼装载装置。丝饼装载装置主要由3个轴组成,分别为旋转,伸出和丝饼推出,该装置示意图如图2所示。
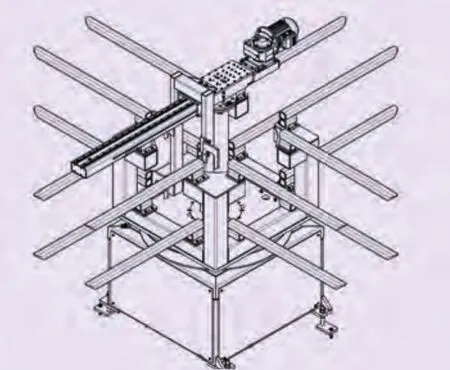
图2 丝饼装载装置
落筒机器人直接将对接丝饼装载装置,待装置上储存有两整落丝饼后,通过旋转轴驱动定位至梭车装载位置,等待梭车就位后驱动伸出轴靠近梭车,最后驱动推动轴推动丝饼至丝饼梭车上。
4丝饼转运检测模块
本模块的核心为丝饼梭车。丝饼需要单锭称重、单锭标签以及单锭质检,所以需要将丝饼分拨成单层丝饼,在本系统中丝饼梭车上悬挂单层丝饼。因为旋转半径受限,以及双轴落筒机器人一次24锭的限制,本系统采用的是2层4列总计8根挂杆,一台梭车一次性携带8个丝饼。梭车由0.75KW电机驱动,采用二维码精确定位,定位误差为正负1mm。梭车示意图如图3所示。
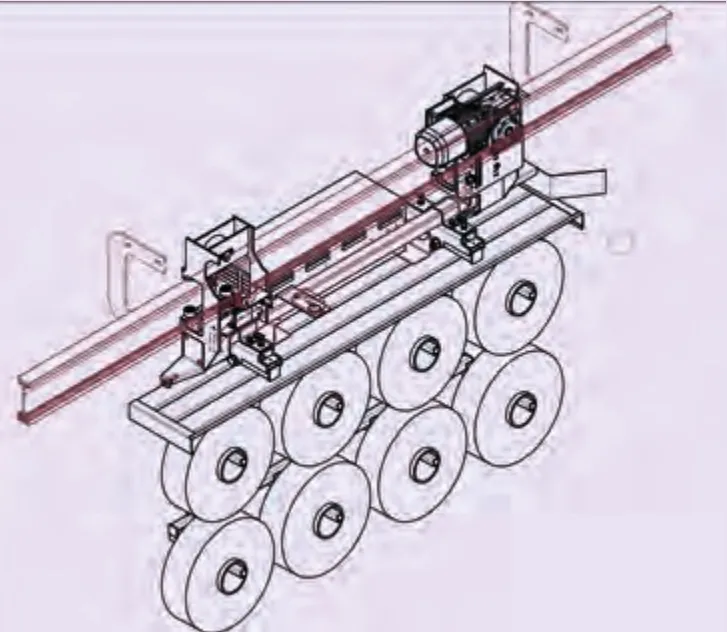
图3 丝饼梭车
丝饼梭车携带丝饼先后经过丝饼称重设备,自动激光打印机,外观物理检测区域。丝饼称重设备会将每一锭都悬空挑起再精确称重,获得每一锭丝饼的重量信息,重量精度控制在正负5克。自动激光打印机,在纸管上直接激光烧写标签信息,信息包括且不限于线号、位号、锭号、落丝时间、班别、丝饼重量信息等信息,用于追溯。外观物理检测区域将对比标准检查丝饼的各项物理外观指标,并将重量信息、标签信息、检测结果储存至服务器中。
5 丝箱转运模块
本模块的核心为丝箱梭车,主要由丝箱梭车、变轨器组成。因为丝饼梭车一次只能携带8个丝饼,如果按照丝饼梭车的模式直接存储转运,会面对存储密度底,单位空间存储量较低,以及单次转运丝饼量较低,需要的转运梭车数量以及中间库堆垛机数量较为庞大等问题。相同面积存储量低并且投资成本高,并不经济,所以将丝饼梭车中的丝饼转移至一种多层丝箱中,改由一种大号梭车(丝箱梭车)中转输送,本系统中采用3层丝箱。梭车由1.5KW电机驱动,采用二维码精确定位,定位误差为正负1mm,丝箱和丝箱梭车之间采用悬挂结构,丝箱可以脱离,从而实现丝箱的转运。丝箱运行在悬于空中的铝合金轨道之上,因需要通行的轨迹较为复杂,轨道存在交叉,需要有变轨器配合变轨,变轨器是一种由PLC控制,由气缸驱动的变轨装置,分为二变和三变,二变用于一条轨道与另外两条轨道对接,三变用于两条轨道和另两条轨道对接。如图1所示,丝箱转运模块左侧两个变轨器为二变,右侧三台为三变。
6自动化丝箱中转库
智能化丝箱中转库由丝箱交换机、立体货架、丝箱堆垛机组成。丝箱交换机有两个工位,分别放置入库丝箱以及出库丝箱,由电机驱动可以在梭车装卸位置、等待位置和堆垛机装卸位置之间移动,并携带丝箱装卸装置。堆垛机主要由机架,运行机构,起升机构,载货台、货叉、电器设备及各种安全保护装置组成【1】。当丝箱梭车携带需要入库的丝箱到达丝箱交换机位置时,丝箱交换机由驱动电机驱动到达梭车装卸位置,就位后卸载丝箱至入库丝箱工位,之后将出库丝箱工位上的丝箱悬挂至空梭车之上,完成对丝箱梭车的丝箱交换,之后丝箱交换机到达堆垛机装卸位置,并告知丝箱堆垛机就位信号,同时丝箱梭车与服务器进行信息交互,确定所携带的丝箱是去自动包装线上线口还是去丝饼装载区。丝箱堆垛机在收到就位信号后移动到装载位置,伸出丝箱叉牙取走丝箱交换机入库工位上的丝箱,并与服务器进行信息交互,获得货位目标位置,待到达目标位置后存储丝箱至立库货架中,之后再次与服务器进行信息交互,获得需要出库丝箱的位置信息,将相应需要出库的丝箱取出放置于丝箱交换机出库工位,丝箱交换机接收到出库丝箱后移动到等待位置,等待下一个循环。
7网络构架
空中梭车转运系统中,控制层各设备通信协议采用西门子Profi net现场总线,各类设备的控制PLC、触摸屏以及各轴驱动之间均采用基于Profi net的总线通信,信息层采用工业以太网进行通信【2】,服务器与梭车循环控制PLC、堆垛机PLC之间的通信采用工业以太网。

图4 网络构架图
8技术特点
8.1 利用空间,梭车运行在由吊轨悬挂的铝合金轨道上,离地净空可保证在2.2米净空之上。可以将大量地面空间释放出来用以它用,同时,人员通行空间和设备运行空间可以区分开,大大减少了因为人机交叉作业导致的安全隐患。
8.2 丝箱库的存在,将丝饼都储存在丝箱库中,可以消除以往包装场地到处是丝车的杂乱情况,整体整洁度也能提升,便于现场管理。同时,各个规格存在多少丝饼,已经不再需要人工时时盘点,只要打开服务器统计界面就能便捷的得到结果,大大节省了人工工作量。
8.3 具备模块化一定特性,可以通过增减梭车的数量,来控制系统处理能力,更为柔性化。装置的产量并不是一成不变,在使用过程中会有一定的调整,部分产线产能增加,可以通过增加提产产线对应的梭车数量来应对增加的产能,反之亦然。
9 梭车处理能力
梭车数量需要按照对应的产量来计算,梭车的运行速度为V m/s,其中丝饼梭车速度为80米/分钟,丝箱梭车为60米/分钟,加速度均为0.4m/S2;梭车的循环运行长度为L m,其中丝饼梭车因为需要运行整个循环,所以长度为整个轨道长度,丝箱梭车存在很多岔路,所以一般采用整个主循环长度的1/2作为经验值;停顿时间为T停顿,加减速次数N,其中丝饼梭车会在装载点、丝饼称重、激光打印机、外观物理检测、丝饼转移等5个位置停顿,加减速次数K=5次,停顿时间T停顿=T装载+T称重+T激光打印+T检测+T转移,而丝箱梭车在整个主循环中运行时,部分变轨器需要等待变轨器变轨就位,部分不需要,所以采用经验值变轨器总数M的2/5,丝箱转换,加上自动包装装载点或丝饼转移等位置存在停顿,即T停顿=2/5*T变轨器+T丝箱转换+(T包装装载+T转移)/2,加减速次数 K=2/5*M+2。
单个循环耗时 T=V*K/0.4+{L-V2*K/(2*0.4)}/V+T停顿。
单个丝饼的重量为G kg,单个丝饼梭车的最大处理能力为 P=8*G*24*3600/T。
在丝饼循环对应产线的产能为150吨的情况下,需要的丝饼梭车量 N 为 :N = 150*1000/(0.65*P)。从而得到合适的梭车数量。
10 结语
本文从系统组成、网格构架、系统技术特点和处理能力等方面介绍了空中梭车转运系统,该系统可以通过中间丝箱库的应用增加丝饼密度节省平衡丝饼占地空间,从而达到节省厂房面积的目的;同时梭车的应用,创新性地采用了空间的概念,将厂房内空间分为两层,高层用于梭车运行,地面可以用于辅料存放,检验设备等等其他用途,对于厂房面积的利用率有较大的的提升;另外,通过本系统的应用,可以把自动落筒技术以及自动包装技术相互连接起来,打通落筒包装全产业链的自动化应用。
