1-MCP缓释处理对气调贮藏后的‘安久’梨货架期品质的影响
2021-12-16李小娟聂钰洪支欢欢
李小娟,聂钰洪,支欢欢,董 宇,3,
(1.郑州轻工业大学食品与生物工程学院, 河南郑州 450002;2.青海大学青海省农林科学院, 青海西宁 810016;3.俄勒冈州立大学园艺系, 美国胡德里弗 97031)
‘安久’梨(Pyrus communisL.Anjou)是美国西北地区种植面积最大的西洋梨品种。与‘巴梨’销售季从当年9月到次年2~3月相比,其销售季可延长至次年7~8月,可满足全年西洋梨供应。除了部分本土销售外,主要外销至加拿大、欧洲及部分南美洲国家,如巴西、智利等地。作为典型的西洋梨品种,‘安久’梨需要在-1.1 ℃下贮藏60 d后才能启动梨果实后熟过程,并在货架过程中软化并散发浓郁香气[1-3]。商业上,‘安久’梨可在冷库(-1.1 ℃)中贮藏5个月或在O2浓度为1.5%且CO2浓度低于1%的气调库(-1.1 ℃)中贮藏8个月[4-6]。过度延长贮藏时间,梨果实(尤其是成熟度较高的果实)极易发生腐烂、虎皮病和黑心病等生理病害,严重地限制其贮藏品质,降低其经济价值[7-9]。随着全球消费者对西洋梨需求逐年增加,延长‘安久’梨贮藏时间和品质,并能在消费者购买后达到最佳赏味期,同时降低生理病害发生,是各大西洋梨包装厂面临的重要问题。目前研究发现‘安久’梨虎皮病的发生与α-法尼烯的氧化产物共轭三烯在果皮中的积累有关[9-11],因此,包装厂在包装处理前要进行乙氧基喹啉(Ethoxyquin)处理[11-12]。但在2015和2018年(包装厂会议),即使‘安久’梨经过乙氧基喹啉处理,在货架期仍发生虎皮病[7],导致果农和包装厂造成巨大损失,此外欧盟已禁用乙氧基喹啉[10],主要是由于乙氧基喹啉中的乙氧基醌亚铵及对氨苯乙醚具有致癌遗传毒性。因此,寻找一种可替代乙氧基喹啉以控制虎皮病的绿色、安全的化合物质势在必行。
由于α-法尼烯的合成是受果实内源乙烯诱导的,且在冷藏过程中乙烯生成量很低,故果皮中α-法尼烯含量无变化[13-15]。随着进入货架期,外界温度升高导致果实内源乙烯合成加快,果实后熟进程启动,α-法尼烯大量积累,出现升高趋势,但随着果实逐渐衰老,α-法尼烯被氧化成共轭三烯,其含量随之降低,如果此时对乙烯信号途径进行调控,将影响‘安久’梨虎皮病发生[9,13-16]。1-甲基环丙烯(1-Methylcyclopropene,1-MCP),作为乙烯受体的竞争性抑制剂,能够显著地抑制乙烯生成,进而影响与乙烯相关的生理生化反应,如衰老、黄化和软化等[17-20]。根据本课题组前期研究发现当1-MCP熏蒸浓度升至0.15 μL·L-1时,1-MCP能够有效抑制‘安久’梨中乙烯和α-法尼烯的生物合成,降低共轭三烯积累,进而抑制虎皮病发生[21]。但此浓度处理的梨果实即使移至室温下也无法变软[10,13],严重影响了1-MCP在西洋梨中的商业应用。降低1-MCP浓度虽然可能使梨变软,但是虎皮病无法有效地控制[21]。此外,研究发现对采收较晚成熟度较高的‘安久’梨果实,0.15 μL·L-11-MCP并不影响果实软化能力,且此浓度1-MCP能够抑制虎皮病发生,说明果实贮藏品质及软化能力受1-MCP浓度和果实成熟度的影响[9]。因此,在制定1-MCP商业标准化使用时,需要考虑以上因素,同时也要考虑果园海拔、1-MCP处理温度和时间、处理冷库中剩余乙烯含量等因素[10,22]。由于1-MCP熏蒸处理可能造成货架期果实无法软化,因此本试验采用1-MCP缓释剂处理气调后的‘安久’梨,研究在冷藏(10 d,模拟运输过程)和货架贮藏(21 d)过程中1-MCP缓释处理对果实虎皮病和软化能力的影响,为其商业应用提供理论依据。
1 材料与方法
1.1 材料与仪器
‘安久’梨 采自Lot 39(海拔10.06 m, Hood River,Oregon, USA)、Lot 375(海拔114.30 m, Odell, Oregon,USA)两个果园,每个果园选择成熟度相近(Lot 39果园的果实平均硬度为~64.35 N;Lot 39果园的平均硬度为~59.27 N)、大小一致(200±40 g)、无病虫害和机械损伤的果实立即放入Duckwall-Pooley包装厂的商业气调库(2.2% O2+0.05% CO2)中贮藏,贮藏6个月后,将两个果园的果实中立即运回美国俄勒冈州胡德里弗农业研究和推广中心冷库进行1-MCP处理;正己烷、NaOH 美国 Sigma-Aldrich公司。
GC-8A气相色谱仪 日本Shimadzu公司;GS-14质构仪 南非Güss公司;FRM01-F果实叶绿素含量测定仪 意大利Sinteleia公司;6001型榨汁机美国Acme公司;PAL-1手持数字糖度计 日本Atago公司;DL-15型自动终点滴定分析仪 美国梅特勒公司。
1.2 实验方法
1.2.1 材料处理 将每个果园的果实随机分为2组,每组用果9箱(90个果实/箱),每箱果实均用PE保鲜袋包装(每个PE袋有12个直径为3 mm的孔)。在1-MCP处理的9个箱子中分别加入1个1-MCP缓释包(Hazel100™,1-methylcyclopropene,Hazel Tech-nologies Co.),然后将果实置于另一冷库贮藏。对照处理为未加入1-MCP缓释包。在-1.1℃下冷藏10 d后(模拟运输过程),将1-MCP处理果实和对照分别置于20 ℃不同货架研究室中贮藏21 d,测定处理前、冷藏10 d后以及货架贮藏21 d中(每隔3 d)的指标,每个时间点各处理用果30个,10个果实为1组重复。
1.2.2 测定指标与方法
1.2.2.1 果实腐烂率 参考Yu等[8]的方法,在冷藏及货架贮藏过程中统计果实腐烂率。将发生腐烂的果实定义为发病果实,并根据公式:果实腐烂率(%)=(发病果实个数/总果实数目)×100,计算果实腐烂率,每个处理随机取30个果实,重复3次。
1.2.2.2 果实虎皮病发病率 参考Zhi等[9]的方法,在冷藏及货架贮藏过程中统计果实虎皮病发病率。将发生褐变面积>0.6 cm2定义为发病果实,根据公式:果实虎皮病发病率(%)=(发病果实个数/总果实数目)×100,计算果实虎皮病发病率,每个处理随机取30个果实,重复3次。
1.2.2.3α-法尼烯和共轭三烯含量 参考Anet[23]的方法,各处理随机选取15个果实,5个果实为一个重复,重复3次,在果实赤道对称位置用刀削取2 mm厚果皮,用直径为1 cm的打孔器进行打孔,取10片果皮称重后放入50 mL离心管中,加入25 mL正己烷避光振荡提取30 min,提取液经滤纸过滤后测定232 nm处的吸光度用于计算α-法尼烯含量,测定281~290 nm处的吸光度,计算共轭三烯的含量,根据公式 ε232 nm=27,740 以及 ε281~290 nm=25,000 分别计算α-法尼烯和共轭三烯含量,单位为mg/kg。
1.2.2.4 乙烯释放率 各处理随机选取15个果实,5个果实为1个重复,将果实放置于3.8 L玻璃罐中,20 ℃密封1 h,随后抽取1 mL气体样品注射到气相色谱,利用火焰电离检测器和Porapack Q柱(网孔为80/100,直径3 mm,长2 m)测定气体样品中的乙烯含量,注入和检测温度分别为90和140 ℃,载体气体流速为0.8 mL/s,单位为ng/kg/s。
1.2.2.5 果实硬度 沿果实赤道部位等距离的两个位置,用刀削去2 mm厚果皮,用直径为11.1 mm的探头,测试距离为9 mm,以探头插入果肉时受到最大阻力即为果实硬度(N),10个果实为1个重复,取平均值。
1.2.2.6 果皮叶绿素含量测定 在测定果实硬度之前,先用叶绿素测定仪沿果实赤道部位等距离的两个位置进行测定,每个处理随机取10个果实,重复3次,单位为IAD。
1.2.2.7 可溶性固形物含量 每个处理随机取10个果实,切取100 g果肉,重复3次,用榨汁机进行榨汁,果汁用数字糖度计进行测定,单位为%。
1.2.2.8 可滴定酸含量测定 采用自动终点滴定分析仪测定可滴定酸含量,量取上述果汁10 mL,加入40 mL蒸馏水,放入终点滴定分析仪样品槽中,用0.1 mol/L NaOH溶液进行滴定,滴定终点设置为pH8.1,根据公式计算可滴定酸含量(%)=V(消耗的NaOH 溶液体积)×0.1×0.067×50/10/100。
1.3 数据处理
本试验数据采用SPSS 19.0软件进行Fisher LSD多重比较分析,P<0.05表示显著差异。同时,利用Excel和Origin 2017软件做图。
2 结果与分析
2.1 1-MCP缓释剂对‘安久’梨腐烂率和虎皮病发病率的影响
通常未经乙氧基喹啉处理的‘安久’梨果实在货架期极易发生虎皮病,并伴随着衰老和腐烂[13,21]。Lot 375和Lot 39果园的对照组果实在冷藏10 d中未发现腐烂果实,从冷藏10 d后第9 d货架期时果实腐烂率开始逐渐增加(图1A),其中Lot 375和Lot 39对照组果实腐烂率在经冷藏10 d后第21 d货架期时分别达到13.33%和7.78%。而1-MCP缓释处理的两个果园果实在冷藏和货架期中均未出现腐烂,说明1-MCP缓释处理可抑制冷藏(模拟运输过程)和货架贮藏过程中果实腐烂。
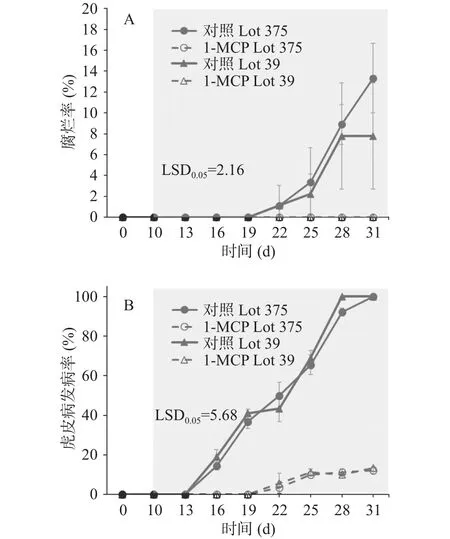
图1 冷藏和货架贮藏过程中1-MCP缓释剂对‘安久’梨腐烂率和虎皮病发病率的影响Fig.1 Effect of slow-release 1-MCP on rates of decay and superficial scald of ‘Anjou’ pears during cold and shelf storage
在经冷藏10 d后第6 d货架期时,两个果园的对照组果实均出现虎皮病(图1B),随后迅速增加,在第21 d货架期时均到达100%,且两个果园的对照组虎皮病发病率在冷藏及货架贮藏过程中无显著差异。而1-MCP处理的两个果园果实均从冷藏10 d后第12 d货架期时发现虎皮病,随后缓慢增加,在冷藏10 d后第21 d货架期时Lot 375和Lot 39的果实虎皮病发病率分别为12.22%和13.33%。
2.2 1-MCP缓释剂对‘安久’梨α-法尼烯和共轭三烯含量的影响
虎皮病的发生与果皮中α-法尼烯的氧化产物共轭三烯的积累有关[24-26]。由图2A所示,两个果园的对照和1-MCP处理组果实α-法尼烯含量都在经冷藏10 d后第6 d货架期时达到峰值(Lot 375和Lot 39 对照组分别为 83.68 和 87.73 mg·kg-1;Lot 375 和Lot 391-MCP 处理组分别为52.58 和53.75 mg·kg-1),随后逐渐降低。两个果园的对照组果实共轭三烯含量均在经冷藏10 d后第9 d货架期时达到峰值,之后缓慢下降(图2B)。而1-MCP处理的两个果园果实在冷藏及货架贮藏过程中缓慢增加,且含量明显低于对照组。结果表明,1-MCP缓释处理可减少因乙烯诱导的α-法尼烯的生成,降低共轭三烯积累,最终降低虎皮病发病率,使其在商业可接受的范围之内(在‘安久’梨贮藏期间,控制虎皮病发病率<30%为包装厂可接受范围)。
2.3 1-MCP缓释剂对‘安久’梨乙烯释放率的影响
在冷藏开始时,两个果园‘安久’梨均有乙烯生成(图3)。在冷藏(10 d)过程中,两个果园的对照组和1-MCP处理果实之间乙烯释放率无明显差异。当果实置于20 ℃下,Lot 375对照组果实乙烯释放率从冷藏10 d后第3 d货架期时开始迅速增加,且在经冷藏10 d后第15 d货架期时达到峰值25.26 ng/kg/s,但随着货架时间延长而迅速下降。Lot 39对照组果实乙烯释放率在经冷藏10 d后第12 d货架期时达到峰值13.51 ng/kg/s,随后维持在稳定的水平。两个果园1-MCP处理果实乙烯释放率在经冷藏10 d后第18 d货架期时均低于1.00 ng/kg/s。在经冷藏10 d后第21 d货架期时,只有Lot 375果园1-MCP处理果实乙烯释放率升到2.99 ng/kg/s,说明缓释型1-MCP 与熏蒸型 1-MCP(SmartFresh™)[8,10,13,21,24]一样均可抑制果实内乙烯合成。
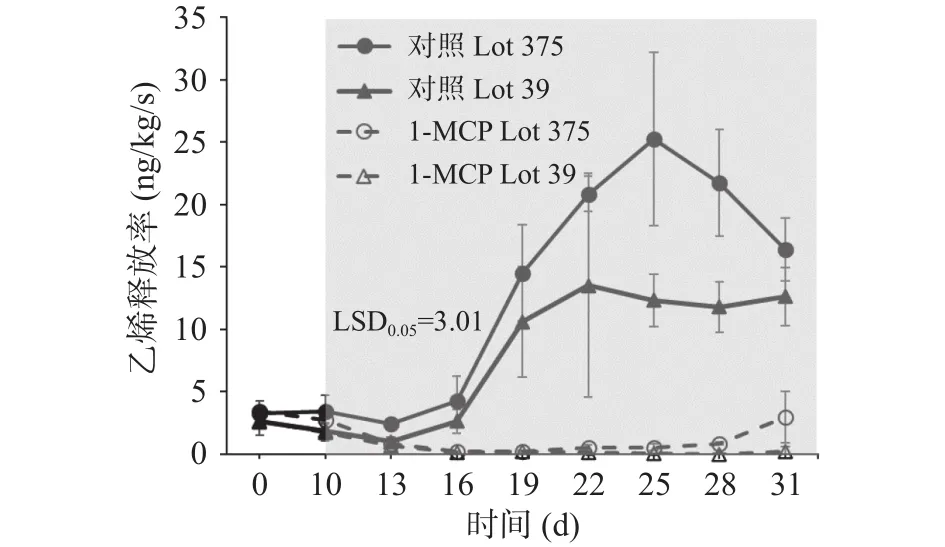
图3 冷藏和货架贮藏过程中1-MCP缓释剂对‘安久’梨乙烯释放率的影响Fig.3 Effect of slow-release 1-MCP application on ethylene production rate of ‘Anjou’ pears during cold and shelf storage
2.4 1-MCP缓释剂对‘安久’梨果实硬度的影响
通常当地‘安久’梨采收是按照由低海拔向高海拔的顺序进行,因此Lot 375果园果实采收较晚,其果实硬度较低。此外,本课题组前期研究发现‘安久’梨在O2浓度为2%的气调库中贮藏8个月内其果实硬度虽然下降,但差异不显著[27]。在冷藏过程中,两个果园对照组果实硬度并无明显变化,但进入货架期后,果实硬度随贮藏时间延长而迅速降低(图4)。在经冷藏10 d后第6 d货架期时,Lot 375对照组果实硬度为23.52 N;在经冷藏10 d后第9 d货架期时,Lot 39对照组果实硬度为22.53 N,即进入最佳赏味期(果实硬度<24 N)[9,28-29]。与对照组相比,1-MCP缓释处理可显著抑制果实软化,且1-MCP处理的果实硬度下降缓慢。值得注意的是在经冷藏10 d后第21 d货架期时Lot 375果园1-MCP处理的果实硬度下降至24.76 N,所有果实均发生软化,且此时腐烂率和虎皮病发生率均较低(图1A和B),但Lot 39果园1-MCP处理的果实硬度为39.14 N。说明在采收期人工缺乏时,高海拔地区果园‘安久’梨采收后可先进行气调处理,待出库、清洗、分拣和包装处理后加入缓释型1-MCP,可在不影响果实软化能力下,延长货架期果实品质、降低生理病害发生。
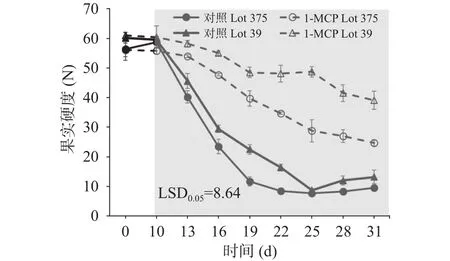
图4 冷藏和货架贮藏过程中1-MCP缓释剂对‘安久’梨果实硬度的影响Fig.4 Effect of slow-release 1-MCP application on fruit firmness of ‘Anjou’ pears during cold and shelf storage
2.5 1-MCP缓释剂对‘安久’梨果皮叶绿素含量的影响
随着货架期延长,两个果园对照组和1-MCP处理的果实果皮颜色由绿变黄,叶绿素含量呈下降趋势(图5和图6)。与对照组果实相比,1-MCP处理的叶绿素含量下降缓慢,且两个果园之间无明显差异。Lot 375果园的对照组果实在冷藏10 d后第6 d货架期时,叶绿素含量下降至1.65 IAD。根据图6所示,此时Lot 375果园的对照组果实果皮颜色与第0 d货架期(叶绿素含量为1.78 IAD)无明显差异。但从冷藏10 d后第9 d货架期时开始,Lot 375果园的对照组果实果皮叶绿素含量迅速降低,同样的结果在Lot 39果园的对照组果实中也可观察到,说明‘安久’梨果皮颜色由绿转黄是其衰老的重要标志。此外,采收时硬度较低的Lot 375果园的果实其成熟度较高,失绿较快。而1-MCP缓释处理在冷藏及货架贮藏过程中均明显抑制两个果园果实果皮叶绿素降解,使果实果皮持绿更持久。
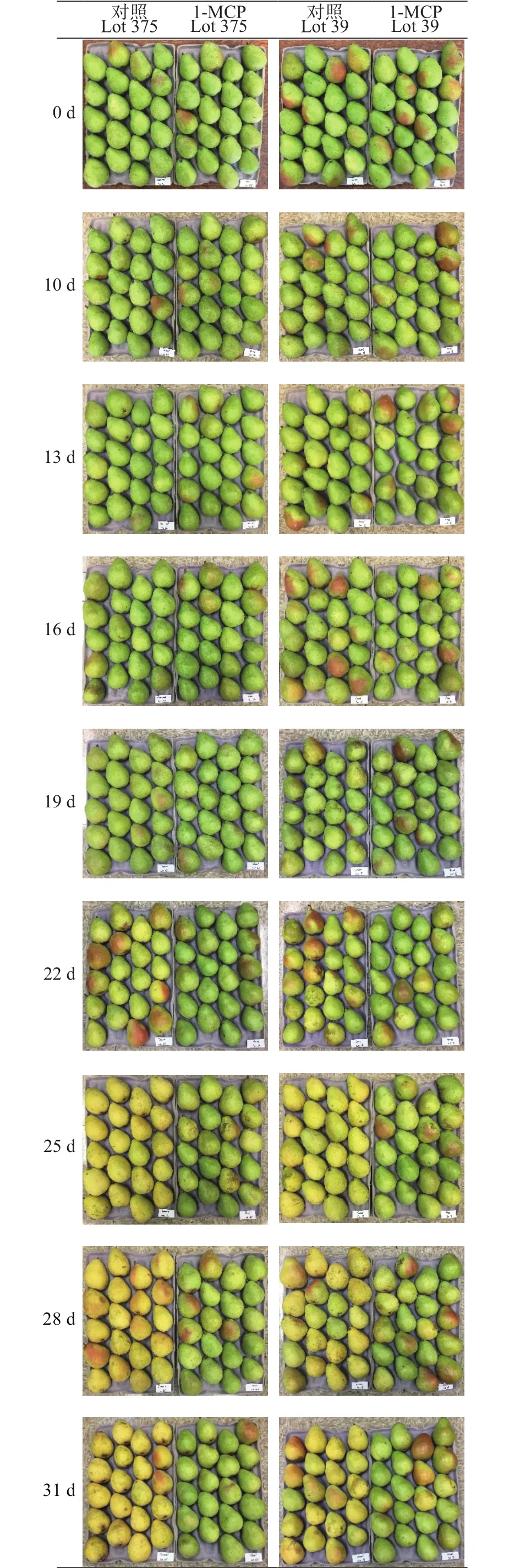
图5 冷藏和货架期过程中对照和1-MCP缓释处理的‘安久’梨Fig.5 Appearance of control and slow-release 1-MCP treated‘Anjou’ pears during cold and shelf storage
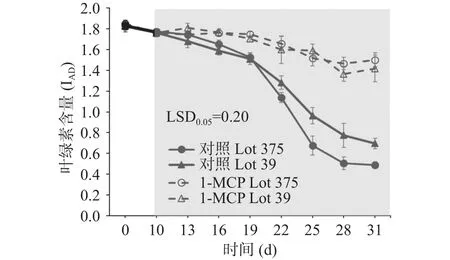
图6 冷藏和货架贮藏过程中1-MCP缓释剂对‘安久’梨果皮叶绿素含量的影响Fig.6 Effect of slow-release 1-MCP application on peel chlorophyll content of ‘Anjou’ pears during cold and shelf storage
2.6 1-MCP缓释剂对‘安久’梨可溶性固形物和可滴定酸含量的影响
Lot 375果园的对照组果实在冷藏及货架贮藏过程中可溶性固形物含量呈先升后降再升的趋势(图7A),高峰出现在冷藏10 d后第6 d货架期时。Lot 375果园的对照组果实可溶性固形物含量一直维持在较稳定的水平,但低于Lot 39果园的对照组果实。Lot 39果园1-MCP处理的果实可溶性固形物含量在冷藏10 d后第6 d货架期出现高峰,随后缓慢下降,且Lot 375果园1-MCP处理的果实可溶性固形物含量一直维持在较低的水平。从上述结果可知1-MCP缓释处理对果实可溶性固形物含量影响较小。
贮藏过程中,果实的可滴定酸含量变化与其贮藏能力有直接关系[30]。出库时,果实硬度较低的Lot 375果园对照组果实可滴定酸含量随着贮藏时间延长而迅速下降(图7B)。在冷藏10 d后第18 d货架期时,其果实可滴定酸含量下降至0.078%,而Lot 39果园对照组果实为0.091%。与对照组相比,1-MCP处理的果实均维持较高的可滴定酸含量,且Lot 39果园果实可滴定酸含量高于Lot 375果园。说明1-MCP缓释处理可延缓果实可滴定酸含量降低,延长果实贮藏能力。
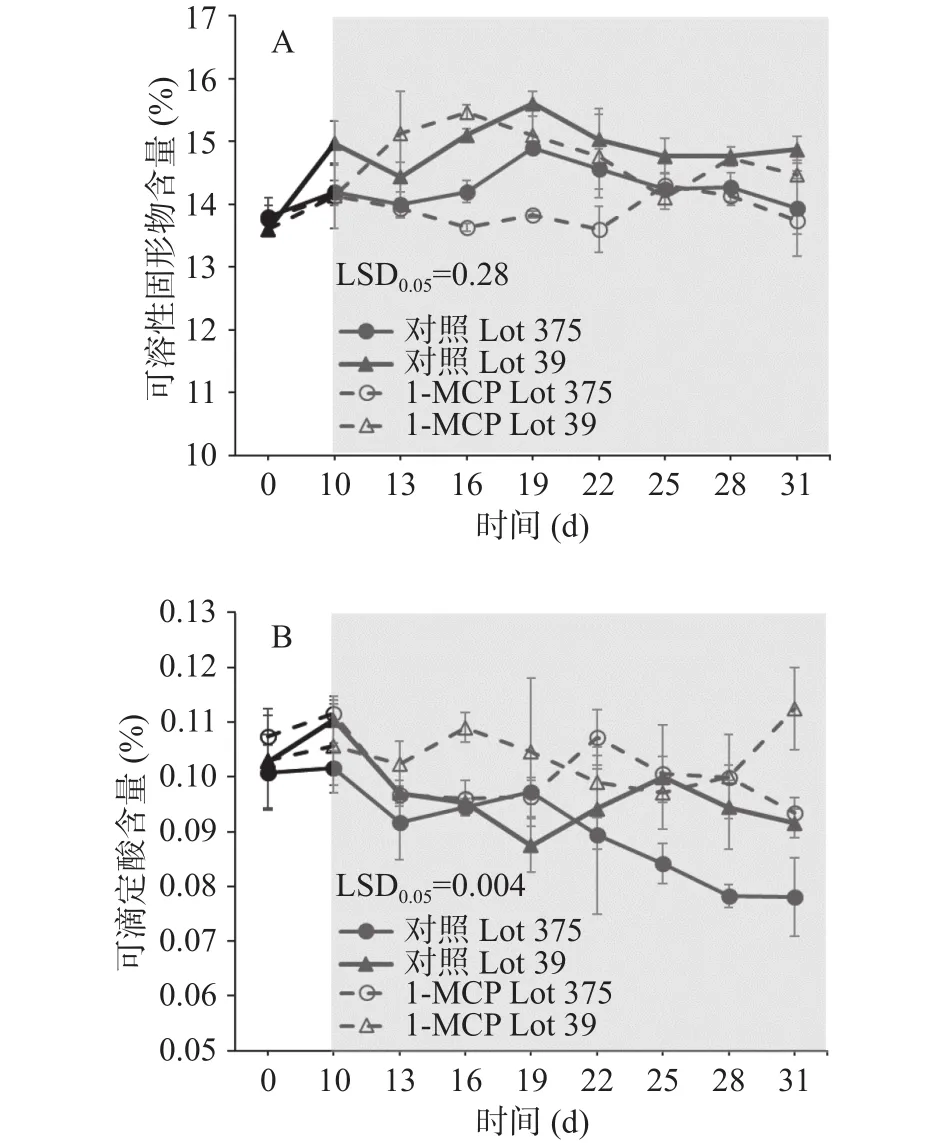
图7 冷藏和货架贮藏过程中1-MCP缓释剂对‘安久’梨可溶性固形物和可滴定酸含量的影响Fig.7 Effect of slow-release 1-MCP application on soluble solids content and titratable acidity of ‘Anjou’pears during cold and shelf storage
3 结论
相比海拔较低的Lot 39果园,海拔较高的Lot 375果园‘安久’梨采收时果实硬度低,成熟度较高,经1-MCP缓释处理后在冷藏10 d后第21 d货架期时其果实硬度降至24.76 N,已基本达到鲜食要求,且此时腐烂率为13.33%,虎皮病发生率仅为12.22%,均在商业可接受范围之内。另外,1-MCP缓释处理可延缓果皮叶绿素降解,维持较高的可滴定酸含量,提高其贮藏能力。因此,缓释型1-MCP可应用于成熟度较高的西洋梨,不但可延长其货架期,降低生理病害发生,同时保持其软化能力。
