电化学氧化法处理垃圾渗滤液的研究现状
2021-12-15俞乙平林少华高莉苹宣悦
俞乙平,林少华,高莉苹,宣悦
(南京林业大学 土木工程学院,江苏 南京 210037)
垃圾渗滤液含有多种难降解化合物、异生型有机化合物[1],以及镉、铬、铜、铅、镍和锌等重金属等多种污染物[2],如果处置不当会污染土壤和水体,破坏生态平衡,对公众健康造成潜在危害。好氧/厌氧微生物工艺和膜技术相结合的方法[3]处理垃圾渗滤液时,垃圾渗滤液水质和数量会影响微生物系统的处理效率,且反渗透浓缩物的负荷浓度比原渗滤液高,长期运行势必积累严重的环境风险。高级氧化法[4]处理垃圾渗滤液也存在许多弊端,如芬顿氧化法会产生大量含铁污泥[5];臭氧氧化法中的臭氧产率和利用率低[6];超声氧化法有着降解不彻底及氨去除能力低下等缺陷[7];而基于紫外光的高级氧化技术(UV-AOPs)[8-9]的紫外光穿透率会受实际水中的颗粒物和色度的影响,工程实施困难。
电化学氧化法去除渗滤液有着绿色环保、无化学品运输、无污泥产生、降解彻底、对氨处理效果高等优势[10]。它是在电解槽中通入直流电,在电极与电解质界面上发生一系列电化学、化学和物理作用的氧化过程。按照电解方式不同,电化学氧化可分为直接氧化和间接氧化,电化学直接氧化是利用阳极直接氧化降解污染物,而间接氧化是通过电极与空气、水发生反应,产生强氧化剂中间体(羟基自由基、次氯酸根、氯气、过氧化氢、臭氧等),可有效分解垃圾渗滤液的大部分有机污染物,并提高废水的生物降解性[11]。城市垃圾渗滤液由于氯离子浓度高,一般具有较高的电导率,更适于电化学方法进行处理[12]。近年来电化学氧化作为一种处理废水的高级氧化技术格外受到青睐[13],在处理垃圾渗滤液方面的应用中极具发展潜力。
本文主要介绍了电化学氧化处理垃圾渗滤液时的影响因素以及电化学反应器,并简要阐述了电化学氧化与其他生物/物理化学方法结合进行垃圾渗滤液处理的可行性,分析了电化学氧化法在处理垃圾渗滤液时的不足,并对电化学氧化法处理垃圾渗滤液技术发展进行了展望。
1 电化学氧化过程的影响因素
电化学氧化在污染物去除和电流效率方面的效率取决于各种操作参数,如阳极材料、电流密度、pH值、进水氯离子浓度。
1.1 阳极材料
电化学氧化处理垃圾渗滤液一般依赖于阳极产生的强氧化物(如·OH),低析氧过电位的活性阳极(如IrO2、RuO2、Pt)表面可形成具有较高氧化能力的超氧化物,从而降解污染物;而高析氧过电位的惰性阳极(如二氧化铅电极、BDD电极)可以实现有机物的完全矿化。目前常用于处理垃圾渗滤液的阳极材料大致可分为:掺硼金刚石阳极,铱、钌、钛氧化物基阳极,铂阳极和钛基二氧化铅阳极。
1.1.1 掺杂金刚石阳极(BDD阳极) 在用电化学氧化处理垃圾渗滤液上,关于BDD阳极材料的研究有很多。由于BDD对·OH吸附性很弱,因此,在电化学作用下可以产生大量的自由态·OH,且不与电极发生反应,可以彻底将污染物氧化成二氧化碳和水[14]。表1列举了利用BDD阳极电化学氧化处理垃圾渗滤液的几个实例。
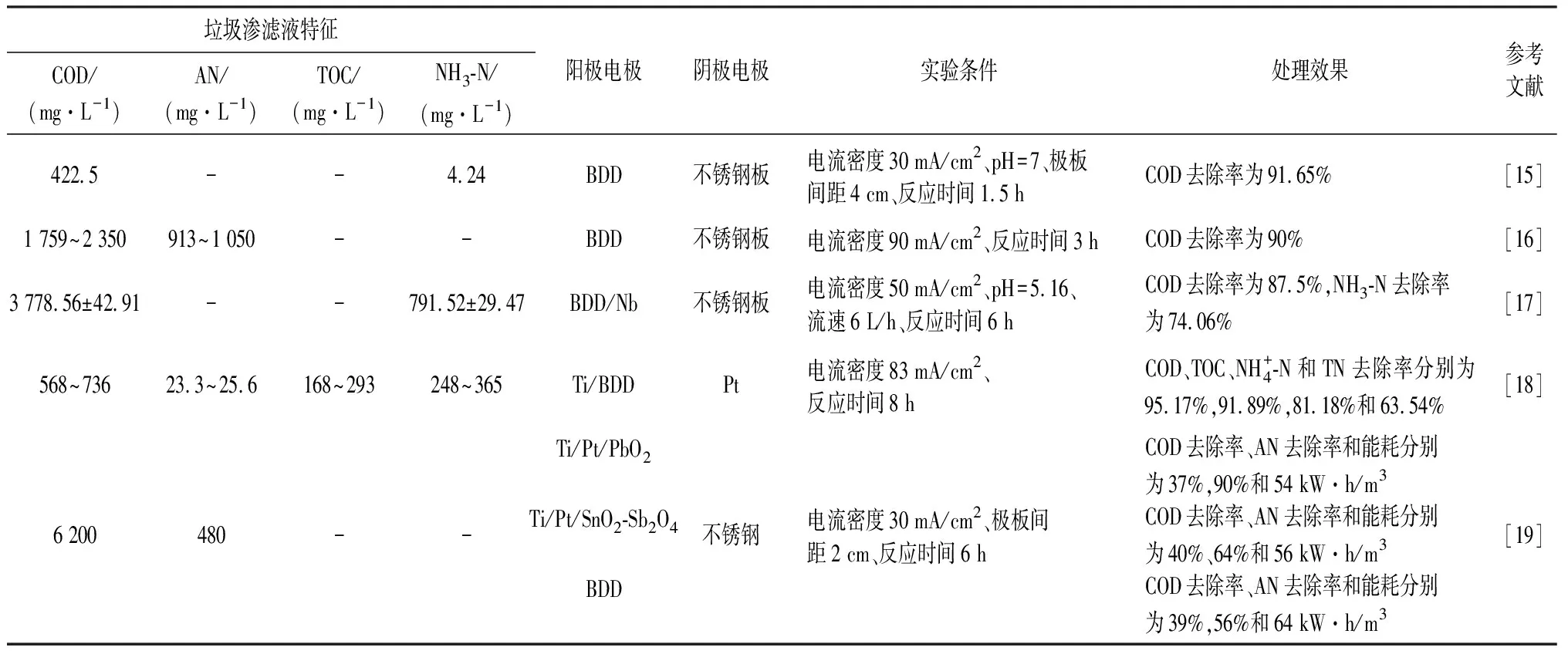
表1 利用BDD阳极电化学氧化处理垃圾渗滤液的实例Table 1 Examples of treating landfill leachate by electrochemical oxidation with BDD anode
Fernandes等[20]还发现尽管BDD电极有优异的性能,但常见的BDD电极是硅支撑的,由于硅衬底的易碎性和相对低的导电性,给实际工程操作中带来了困难。而且BDD电极中硼的载流子活化能较低,所以大多是将BDD沉积到Ti、Si、Nb、Ta等金属基板上形成电流效率较高的电极材料。Zhou等[17]采用热丝化学气相沉积法在铌基板上沉积了BDD电极(BDD/Nb),对垃圾渗滤液进行阳极氧化,COD和NH3-N的去除率得到明显提高。Luu[18]发现 Ti/BDD 电极比Ti/RuO2有更好的有机化合物去除效率和更低的能耗。此外,Fudala-Ksiazek等[21]发现垃圾渗滤液中的双酚A和COD的去除与施加的BDD材料的sp3碳(金刚石)/sp2碳(石墨)比率有关,且成反比关系。

1.1.2 铱、钌、钛氧化物基阳极 涂有薄氧化物层(如RuO2、IrO2、SnO2)的钛通常被称为尺寸稳定阳极(DSA),DSA具有高电催化活性的特性,会促进氯自由基的形成和水的氧化,可以改变废水中有机污染物的结构和性质,在较低的电势下更快的降解有机物。表2列出了利用铱、钌、钛氧化物基阳极电化学氧化处理垃圾渗滤液的实例。


表2 利用铱、钌、钛氧化物基阳极电化学氧化处理垃圾渗滤液的实例Table 2 Examples of treating landfill leachate by electrochemical oxidation with iridium,ruthenium,titanium oxide-based anode
Quan等[25]发现Ti/RuO2-IrO2电极去除COD的主要机理为通过氯/次氯酸盐形成的间接氧化。而在对垃圾渗滤液中腐殖酸的处理上,Fernandes等[20]用BDD电极和Ti/Pt/SnO2-Sb2O4电极做对比,Ti/Pt/SnO2-Sb2O4电极表现出和BDD电极相似的去除率和更低的能耗。
1.1.3 铂阳极 铂是一种强吸附性的活性电极材料,在电化学作用下,能够产生大量的吸附态·OH,从而有效氧化降解有机物。由于其电流效率低、低产氧过电位的特性,大多将Pt制成活性粒子沉积在基体电极表面,形成以Pt为活性位点的复合电极,不仅降低了贵金属Pt的用量,还极大提高了降解效果。Zhao等[30]采用浸渍电沉积法成功制备了一种新型Pt/ACF电极,该电极具有更大的有效面积和更多的活性位点,加快了反应速率,并提高了废液中的COD和EDTA去除率。Su等[31]通过静电吸附将铂原子负载在二氧化钛纳米片上,通过改变铂载量发现TiO2-Pt0.2% 呈现出的簇状结构可显著提高二氧化钛纳米片析氢反应的活性,使其有着更高的催化活性。
1.1.4 二氧化铅阳极 二氧化铅阳极因其经济可行性、高化学稳定性和高导电性能而在废水应用中广受欢迎。二氧化铅是种吸附性较弱的电极材料,在电化学过程中,容易产生自由态·OH,因此,二氧化铅是一种高电催化活性的电极材料。为了增强电极的寿命,二氧化铅包覆的钛(PbO2/Ti)已被用作电解处理的阳极材料,刘淼等[26]利用热形成SnO2、Sb2O3中间层,电沉积PbO2外层并掺有少量La的制备工艺制备Ti基体PbO2电极,电解垃圾渗滤液 3 h 后,NH3-N去除率可以达到100%。为了提高 Ti/PbO2电极的导电性能和电催化活性,张玮[32]通过涂覆法在钛板基体上裹覆萘酚-碳纳米管膜作为底层并通过电沉积法制备PbO2,改性后电极的导电性能增强。此外,Xu等[33]利用羟基化CNT对PbO2进行改进制备MWCNTs-OH-PbO2电极,新型电极的析氧电位和有效面积分别是传统PbO2电极的1.5倍和3.7倍。
1.2 氯离子浓度
氯化物是垃圾渗滤液中的一种特征污染物,来源于人类饮食中的盐,而城市垃圾渗滤液由于氯离子浓度高,一般具有较高的电导率。在电化学反应中,Wang等[34]发现氯化物容易电氧化生成活性氯物种(如氯和次氯酸盐等),可通过间接氧化降解COD。氨的去除主要通过垃圾渗滤液电化学氧化过程中产生的活性氯/次氯酸来实现的[35]。电化学氧化过程中氯和次氯酸盐的反应方程式[12]如下。
阳极反应:
2Cl-→Cl2+2e-
(1)
6HOCl+3H2O→
2H2O→O2+4H++4e-
(3)
溶液中:
Cl2+H2O→HOCl+H++Cl-
(4)
HOCl→H++OCl-
(5)
阴极反应:
2H2O+2e-→2OH-+H2
(6)
OCl-+H2O+2e-→Cl-+2OH-
(7)
在氯离子浓度对降解效果的影响方面,Fernandes等[20]发现有机负荷和氮的去除率都随着氯离子浓度的增加而增加,但是COD/[Cl-]存在一个最佳比例,低于该比例时,COD去除不会进一步增加。Mandal等[36]也发现氯离子的存在会提高有机物和氨氮的去除效率,但是对NH3-N的去除效果并不明显。
Li等[37]发现氯离子的存在会抑制硝酸盐氮的阴极还原。而过量的有效氯会影响垃圾渗滤液中有机物和COD的去除率,所以需要寻找去除有效氯的有效方法。Shin等[38]认为可以通过化学还原法和膜技术来去除有效氯,但是使用额外的化学品和由此产生的膜污染将不可避免地导致维护困难和高运行成本。为了解决这个问题,Deng等[39]开发一种由铁阳极反应器(IAR)、Ti/RuO2阳极反应器(TAR)和有效除氯反应器(CRR)组成的电化学系统,不仅残余有效氯进行了降解,还对总氮和COD进行了降解处理。
1.3 电流密度
电流密度是指电极单位面积上的电流,是电化学技术中一个很重要的运行参数,因为它控制了反应速率和·OH的产生量。一般来说,电流密度的增大,电极电势增强,相应的电化学氧化反应也增强。如徐浩然等[40]发现电流密度极大地影响氨氮的去除效果,随着电流密度的增大,电极电势增强,相应的电化学氧化反应也增强,系统对氨氮的去除效果越好。Quan等[35]发现在电解过程中,增加电流密度可以提高污染物的去除率,这可能是由于阳极表面形成了更多的羟基自由基,或者是因为加速了氯/次氯酸盐的生成。Pierpaoli等[22]处理垃圾渗滤液时,在较高的电流密度(75 mA/cm2)下,垃圾渗滤液中的全氟辛酸和全氟辛烷磺酸平均去除率可分别达到80%和78%,但在较低的电流密度(25 mA/cm2)下,效率减半。
但是电流密度存在一个极限,超过该极限时,处理效率将显著降低,污染物去除率也不会进一步提高,甚至会降低COD的去除率。袁芳等[28]发现当电流密度超过30 mA/cm2时,活性氧化物过多,利用率反而下降,氨氮去除速率增加不明显。Fernandes 等[41]发现当电流密度增加到一定量时,瞬时电流效率会随之降低,因为在更高的电流密度时,一部分电流将用于析氧反应,而不是有机氧化。较高的电流密度还会增加电能消耗和运行成本[42],因此应将电流密度运行在最优水平,实现最小电能消耗、最大限度地提高污染物去除效率。一般来说,对未经处理或预处理过的垃圾渗滤液可采用5~100 mA/cm2的电流密度。
1.4 酸碱度
在电解处理垃圾渗滤液时,pH值对有机物的氧化去除有重要的影响。Fudala-Ksiazek等[21]发现在酸性条件下,在Fe2+离子存在下电化学处理垃圾渗滤液提高了COD的氧化,但抑制了氨氮的去除。Li等[24]发现在酸性条件下,COD的去除率较高;而在碱性或中性条件下,氨氮的去除率较高。
但是有一些研究者发现弱碱条件下去除效果更好。代晋国等[43]研究发现在弱碱性条件下,电化学氧化垃圾渗滤液中的氨氮及COD的降解速率、电流效率及能耗均要比在强酸、强碱条件下高。袁芳等[28]发现初始pH为8.09时,其处理效果最好,有利于Cl-→Cl2→OCl-→Cl-循环,从而使Cl得到有效利用。Panizza等[44]发现酸碱度为8.2时显示出较高的COD去除率,他们认为是因为弱碱有助于抑制活性氯物种的损失,而活性氯物种是本研究中COD去除的主要原因。
2 电化学反应器
不同配置的电化学反应器已用于垃圾渗滤液处理,为了提高传质效果和电流效率高,在电化学法处理垃圾渗滤液时,主要采取了三维颗粒活性炭床电化学反应器和单室压滤机微环流反应器。
2.1 三维颗粒活性炭床电化学反应器
与二维电极相比,三维电极可以提供更大的电极表面积和更高的传质量。赵建树等[45]发现除了电极间的氧化作用,COD刚开始快速降解的原因主要是三维电极的吸附作用,它不仅缩短了电化学氧化时间,还提高了COD去除率。因此,近年来三维电极在电化学氧化处理垃圾渗滤液中的应用引起了人们的广泛关注。
Zhang等[46]使用了三维颗粒活性炭床电化学反应器处理垃圾渗滤液,见图1a。在阴极和阳极之间填充直径为4 mm的柱状活性炭,形成三维电极,并采用空气搅拌设备提高传质速率。电解5 h后,渗滤液中原有的氯化物氧化生成次氯酸盐,通过间接氧化将氨完全去除,但COD的去除率不明显。
Nageswara等[47]采用的反应器原理和上述有些不同。见图1b,阳极被安置在了反应器的中央,阴极安装在反应器的两侧,并采用聚乙烯网将活性炭床和两侧的阴极分开,阻止了阴极和炭层的直接接触,有利于活性炭的重复使用。电解6 h后,COD、TOC和TKN去除率分别可高达80%,85%和97%。


图1 三维颗粒活性炭床电化学反应器Fig.1 Three-dimensional granular activated carbonbed electrochemical reactor
2.2 单室压滤机微环流反应器
单室压滤机微环流反应器为采用间歇模式运行的一套系统,见图2。进料系统包括一个750 L的罐和3台泵,它们将待处理的电解液进料到三个平行的流体管线中。为了将温度保持在35 ℃以下,填埋场的雨水通过位于进料罐底部的制冷盘管进行循环。当流体离开储罐时,它被泵输送到三条平行布置的处理管线中,每条管线有50组间距为1 mm的阳极-阴极对组成,共150组。采用不锈钢为阴极,BDD为阳极,总阳极面积为1.05 m2。电力由三个功率整流器提供,最大输出可达750 A,16 V。反应器还包括电导率、温度、酸碱度、可进行在线测量的氧化还原电位探针、氢传感器和通风系统,通过可编程控制器(PLC)来控制。

图2 单室压滤机微环流反应器Fig.2 Single chamber filter press micro-loop reactor1.罐;2.水泵;3.阳极-阴极对;4.高低电平开关;5.功率整流器;6.探测器;7.氢传感器;8.通风系统;9.可编程控制器(PLC)
Urtiaga等[48]采用单室压滤机微环流反应器处理垃圾渗滤液,有机物和氨氮几乎完全去除。Anglada等[49]同样使用了该反应器处理垃圾渗滤液,使COD和氨氮控制在排放标准内。但硝酸盐浓度还不符合排放标准,于是提出采用离子交换或反渗透法作为电化学氧化的后处理。
3 垃圾渗滤液电化学氧化的处理工艺
由于垃圾渗滤液性质的复杂性,电化学氧化单独处理时,通常无法达到令人满意的效果,而当电化学氧化技术和其他技术进行工艺组合时,将电化学氧化技术作为预处理/后处理时,不仅可以保证较低能耗,还可使电流效率提高,对垃圾渗滤液的处理有更好的效果。如为达到排放标准,膜技术(如微滤、纳滤、超滤和反渗透等)与其他方法相结合,以其运行稳定、效果好、占地面积小等优点,被广泛应用于渗滤液处理工艺中。然而,膜分离过程不会完全处理掉垃圾渗滤液中的污染物,而只是将它们浓缩成更小体积的废水[50]。浓缩液中的难降解有机物的含量较高、可生化性较低,与原渗滤液相比,渗滤液浓缩物更难处理[51]。王庆国等[52]利用电化学氧化法处理垃圾渗滤液纳滤浓缩液,原水COD去除率达到57.7%,BOD/COD值由0.03提升至0.31。龚逸等[53]也利用电化学氧化法处理垃圾渗滤液膜滤浓缩液上,COD、TN、TP的去除率分别为 69.3%,69.8%,76.5%,且膜滤浓缩液中的大分子物质被降解为小分子物质,出水BOD5/COD也从0.054升高到0.106,为后续处理奠定了基础。
电化学氧化技术既可以和生物处理进行工艺组合,也可以和物理化学方法如混凝、吸附等进行组合,充分发挥组合工艺的耦合效应。图3给出了电化学氧化和生物/物理化学方法结合的形式和适用条件。

图3 电化学氧化与生物/物理化学方法结合Fig.3 Combination of electrochemical oxidation and biological/physicochemical methods
3.1 电化学氧化-生物处理
Fudala-Ksiazek等[21]采用电化学氧化深度预处理垃圾渗滤液,有机物和微污染物(如双酚A)得到有效去除,但其中仍含有高浓度的氨氮,再采用厌氧氨氧化工艺作为后处理,这种工艺组合可达到出水水质标准。
此外,Müller等[54]发现光-电化学氧化可用于去除有毒的铵态氮,以缓解微生物在生物方法后处理过程中的降解过程。
3.2 电化学氧化-物理化学过程
赵建树等[45]采用三维电氧化-UV/Fenton-电催化氧化组合工艺处理垃圾渗滤液膜浓缩液,总反应时长5.5 h后,出水基本满足直接排放限值要求。Labiadh等[55]采用阳极氧化结合电芬顿法处理垃圾渗滤液反渗透浓缩液,能有效地去除有机负荷和含氮物质,还可以增加垃圾渗滤液的可生物降解性。
3.3 生物处理-电化学氧化
Luu[18]将垃圾渗滤液经过间歇循环延长曝气系统(即好氧、缺氧、厌氧和decanting等多种工艺结合在一个池中)预处理,不可生物降解的有机化合物和剩余营养物将被电化学氧化持续氧化。Wu等[27]在一系列处理技术(UASB-缺氧/好氧工艺-厌氧反应器-电化学氧化法)中也采用电化学氧化法作为后处理步骤,以从污水稀释的渗滤液中去除残留的生物可降解物质。
3.4 物理化学过程-电化学氧化
在混凝、电凝聚、吸附、电芬顿和离子交换等物理化学工艺与电化学氧化相结合处理垃圾渗滤液方面,也取得了显著成效。
(1)化学混凝是一种简单、经济、普遍的污水处理厂工艺。在化学混凝过程中,垃圾渗滤液中的高浓度有机物会发生沉淀,造成污泥处置难等问题,而这些化合物可以被电化学氧化完全矿化成CO2和H2O,所以化学混凝法被广泛应用于电化学氧化前的预处理[56]。Fernandes等[41]研究了混凝-电化学氧化联合工艺对垃圾渗滤液的处理效果,混凝预处理技术可减少有机负荷,而电化学氧化则被用于氧化去除残余有机物和氮物种。Fernandes等[57]先采用电凝法去除重金属、砷和一些持久性污染物,再通过阳极氧化做进一步去除。Soomro等[58]使垃圾渗滤液通过电凝聚预处理,减少溶解有机物含量,再结合ORR—EO(即阳极氧化O3和阴极的氧还原H2O2)技术继续处理废水。
(2)Chiang等[59]研究得出在混凝预处理后,渗滤液中以低分子量(LMW)有机物为主;在碳吸附预处理后,渗滤液中以高分子量(HMW)化合物为主。而电化学氧化具有较强的降解高分子化合物的能力,所以吸附-电化学氧化的耦合技术对垃圾渗滤液降解效果是较好的。李媚等[60]用吸附-电化学氧化耦合降解对废水进行了研究,废水COD去除率可达97.09%。
4 挑战与展望
电化学氧化技术是一种简单、可行的垃圾渗滤液处理方法。这种电化学方法有着处理效率高、没有污泥产生的优点。当电化学氧化技术和其他工艺组合时,或将电化学氧化技术作为预处理/后处理时,不仅可以保证较低能耗,还可提高电流效率,对垃圾渗滤液具有更好的处理效果,且在实际工程操作中,可行性较高,具有良好的应用前景。但是电化学技术还不太成熟,今后的研究有待于在以下方面展开:
(1)电极材料的寿命短、高电耗的缺点造成了高运行成本,所以可以尝试改进电极材料,提高它的电催化活性和电化学稳定性,开发更好、更具成本效益的电极,从而降低运营和投资成本。
(2)垃圾渗滤液中Cl-的存在很容易氧化生成活性氯物种(如氯和次氯酸盐等),促进间接电氧化且提高电化学氧化的去除效率,但同时可能产生不良的有毒氯化副产物,所以需要寻找有效氯的有效控制方法。
(3)探讨新的电化学和其他工艺的组合技术,开发新的电化学反应装置和组合工艺处理系统,优化装置或系统的运行,进一步降低运行成本。
(4)由于电化学技术需要较高的供电电压和高能量消耗,所以目前只适用于处理一些小规模且出水水质要求高的垃圾渗滤液。能否投入使用到大规模的实际工程中,还需进一步研究评估。
