螺旋缝埋弧焊管焊缝裂纹及未焊透检测分析
2021-12-15马朝辉段素梅
马朝辉,杨 亮,段素梅,王 刚
(宝鸡石油钢管有限责任公司,陕西 宝鸡 721008)
在螺旋缝埋弧焊管焊缝的各种质量检测中,无损检测具有非破坏性的优势,尤其是超声波探伤,其具有检测灵敏度高、检测成本低、检测速度快等优点[1-15]。但是在螺旋缝埋弧焊管焊缝的超声波探伤中,影响焊缝缺陷定量、定位的因素和预估缺陷性质的因素比较多;因此,对于超声波探伤发现的焊缝缺陷,针对具体情况,还需采取X射线拍片、取样酸蚀或金相检测及碳弧气刨等比较直观的方法来验证超声波探伤对缺陷的定量、定位和定性准确情况,再根据缺陷的大小、形状、方位、位置、性质和种类等,分析总结超声波探伤的方法及规律,并经不断验证和分析,总结出大直径厚壁螺旋缝埋弧焊管焊缝裂纹、未焊透典型缺陷的超声波探伤方法和被检测缺陷的定位、定量、定性规律,并据此不断完善检验工艺,进而及时指导成型焊接,反馈可靠的质量动态信息,同时减少破坏性取样频次,并提供准确的修补建议。
1 焊缝危害性缺陷类型
螺旋缝埋弧焊管焊缝中的危害性缺陷主要为裂纹和未焊透,其中裂纹缺陷根据产生位置不同可分为外焊缝裂纹和内焊缝裂纹。
1.1 外焊缝裂纹
一般来讲,外焊缝裂纹多位于外焊缝的中上部,裂纹的方向大多与焊管表面垂直或近似垂直,多数缺陷在超声波探伤检测中较容易检出,同时在X射线拍片、取样酸蚀、金相检测、碳弧气刨中也能够发现此类缺陷。但对一些方向与焊管母材表面有一定角度的外焊缝裂纹,X射线检验时不容易检出。外焊缝裂纹位置及金相形貌如图1所示。
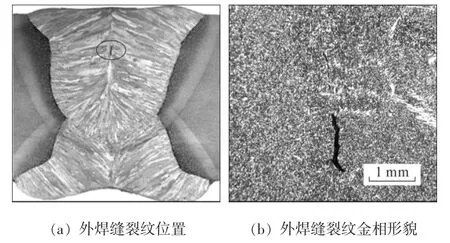
图1 外焊缝裂纹位置及金相形貌
1.2 内焊缝裂纹
内焊缝裂纹大多位于内焊缝的根部,裂纹方向与焊管表面有一定夹角。使用超声波检测设备在焊缝一侧探伤时,会出现裂纹方向与检测声束平行或夹角较小的情况,可通过一、二次波交替检测,针对单一规格焊管使用不同K值(钢中声束折射角的正切值)探头进行探伤。实际检验时,在焊缝两侧通过斜探头一、二次波探伤均可发现内焊缝裂纹,X射线拍片、碳弧气刨均难发现,但是一般通过取样酸蚀、金相检测也可以发现。内焊缝裂纹位置及金相形貌如图2所示。
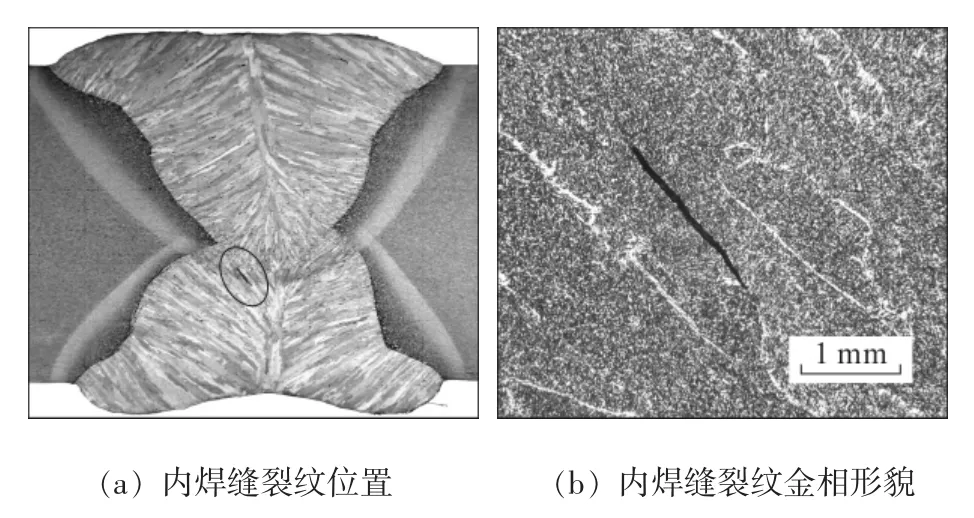
图2 内焊缝裂纹位置及金相形貌
1.3 未焊透
未焊透大多位于内外焊缝的中部,缺陷的方向大多与焊管表面垂直或近似垂直。采用超声波探伤设备探伤时,在焊缝两侧通过斜探头一、二次波探伤均可发现未焊透缺陷;通过X射线拍片、取样酸蚀、金相检测和碳弧气刨也能够发现此类缺陷。焊缝未焊透位置及金相形貌如图3所示。
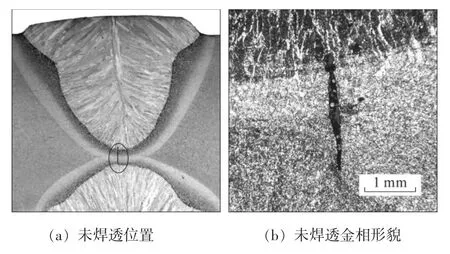
图3 焊缝未焊透位置及金相形貌
2 焊缝危害性缺陷的检测分析
一般使用超声波斜探头分别在焊缝两侧一、二次波探伤位置采用锯齿形扫查,同时探头转动10°~15°,以检查焊缝内有无缺陷。检测到缺陷后,手持探头前后左右缓慢移动,以确定缺陷长度和缺陷的水平距离及在焊缝横截面内的位置;同时采用探头转角扫查和环绕扫查相结合的方式,估判缺陷的方向、性质和形状。
螺旋缝埋弧焊管焊缝中的裂纹、未焊透缺陷,通常使用超声波探伤就可以检测出来。同时,对于超声波探伤发现的焊管中部无法切除的焊缝缺陷,根据具体情况,采用X射线拍片或碳弧气刨来验证超声波探伤对缺陷的定量、定位和定性的准确性;对于焊管端部可以切除的焊缝缺陷,根据具体情况,可采用X射线拍片、取样酸蚀或金相分析来验证超声波探伤对缺陷的定量、定位和定性准确性。现以Φ1 219 mm×18.4 mm规格螺旋缝埋弧焊管的超声波检测为例,进行分析。
2.1 外焊缝裂纹的检测
在基准探伤灵敏度下,从焊缝递送边侧和自由边侧分别探伤时,使用一次波探伤无法发现外焊缝裂纹,但使用二次波探伤则可以发现该缺陷。缺陷位于外焊缝区域,焊缝两侧探伤缺陷反射波幅和显示位置基本相当,说明两侧探伤缺陷反射源基本相同,在焊缝横截面内,缺陷左右基本对称。缺陷反射波幅较高,且缺陷反射波根部较宽,焊缝余高波降低明显,说明缺陷当量较大。探头沿焊缝长度方向前后移动,且探头有一定的前后移动距离,从缺陷最高波降低到消失,缺陷反射波波高降低缓慢,说明缺陷在深度方向尺寸较大。递送边侧和自由边侧探伤动态波形基本相同。探头沿焊缝方向转角平移时,缺陷会出现多峰,且波峰有上、下错动现象,波幅有所起伏,但缺陷反射波连续出现,缺陷有一定的指示长度,探头转动时,缺陷反射波降低明显,说明缺陷为线性缺陷,且缺陷可能有多个不同的反射点,类似树杈状。根据超声波探伤波形分析及X射线拍片或取样酸蚀验证,认为该缺陷为外焊缝裂纹。二次波探伤外焊缝裂纹波形如图4所示,外焊缝裂纹X射线拍片及酸蚀形貌如图5所示。

图4 二次波探伤外焊缝裂纹波形
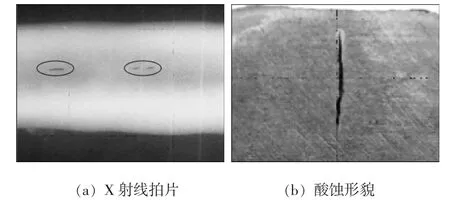
图5 外焊缝裂纹X射线拍片及酸蚀形貌
2.2 内焊缝裂纹的检测
在基准探伤灵敏度下,从焊缝递送边侧和自由边侧分别探伤时,递送边侧和自由边侧一次波及二次波均能检出缺陷,一次波比二次波探伤缺陷反射波幅高,说明缺陷位于焊缝中部稍偏下区域。缺陷反射波显示缺陷位置基本相当,两侧一、二次探伤缺陷反射波波幅高度均有一定的差异,一、二次波探伤递送边侧均比自由边侧缺陷波幅高,说明两侧探伤缺陷反射源不同,在焊缝横截面内,缺陷左右不对称,缺陷的方向与焊管表面可能有一定角度。探头沿焊缝长度方向移动,且探头有一定的前后移动距离,从缺陷最高波处到消失,缺陷反射波降低缓慢,说明缺陷在深度方向有一定的尺寸。递送边侧一次波探伤,探头沿焊缝长度方向转角平移时,缺陷会出现多峰,且波峰有上、下错动现象,波幅有所起伏,缺陷反射波连续出现,缺陷有一定的探伤指示长度,探头转动时缺陷反射波降低明显;递送边侧二次波探伤,探头沿焊缝长度方向平移并同时转动时,反射波类似点状缺陷,缺陷回波波幅不高,回波根部窄、单峰,且指示长度较短,探头转动时缺陷反射波降低比较明显。自由边侧一次波探伤,探头沿焊缝长度方向平移并同时转动时,缺陷会出现多峰,且波峰有上、下错动现象,波幅有所起伏,缺陷反射波连续出现,缺陷有一定的探伤指示长度(比递送边一次波探伤时短),探头转动时缺陷反射波降低比较明显;自由边侧二次波探伤,探头沿焊缝长度方向平移并同时转动时,反射波类似点状缺陷,回波根部较窄、单峰,且指示长度很短,探头稍微转动,缺陷反射波降低消失,缺陷可能有多个不同的反射点,类似树枝状。通过X射线拍片无法发现上述缺陷,说明缺陷的方向与探测面(母材表面)可能有一定的角度,其角度可能大于X射线拍片裂纹检出角,且缺陷较小,为线性缺陷。鉴于此,根据超声波探伤波形分析及取样酸蚀和金相检测验证,认为该缺陷为内焊缝裂纹。一次波探伤内焊缝裂纹波形如图6所示,内焊缝裂纹酸蚀形貌如图7所示。

图6 一次波探伤内焊缝裂纹波形
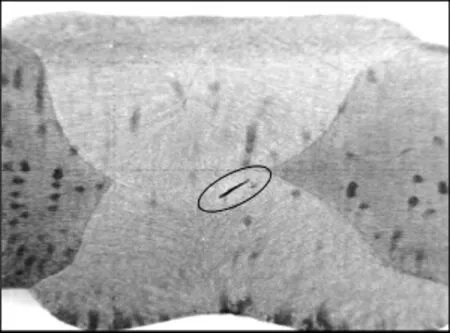
图7 内焊缝裂纹酸蚀形貌
2.3 未焊透检测
在基准探伤灵敏度下,从焊缝递送边侧和自由边侧分别探伤时,递送边侧和自由边侧一次波及二次波均能检出缺陷,一次波比二次波探伤缺陷反射波波幅高,说明缺陷位于焊缝中部稍偏下区域。两侧探伤缺陷反射波幅和显示位置基本相当,说明两侧探伤缺陷反射源基本相同,在焊缝横截面内,缺陷左右基本对称。两侧探伤缺陷反射波幅很高,且缺陷反射波根部有一定的宽度,焊缝余高波明显降低,说明缺陷当量较大。两侧探伤探头沿焊缝长度方向移动,从缺陷最高波降低到消失,缺陷反射波波高降低缓慢,且探头有一定的前后移动距离,说明缺陷在深度方向尺寸大。递送边侧和自由边侧探伤动态波形基本相同,两侧一、二次波探伤均可以发现缺陷,两侧探伤缺陷波幅高度相当,缺陷回波波幅较高,缺陷波根部有一定宽度,缺陷波峰尖锐。探头沿焊缝长度方向平移并同时转动时,缺陷反射波连续出现,缺陷有一定的指示长度,且缺陷波幅起伏不大,探头转动时缺陷反射波明显降低或消失,说明缺陷为线性缺陷,且两侧探伤缺陷反射源基本相同。根据超声波探伤波形分析及X射线拍片、酸蚀形貌及金相验证,该缺陷为未焊透。一次波探伤未焊透波形如图8所示,未焊透X射线拍片及酸蚀形貌如图9所示。
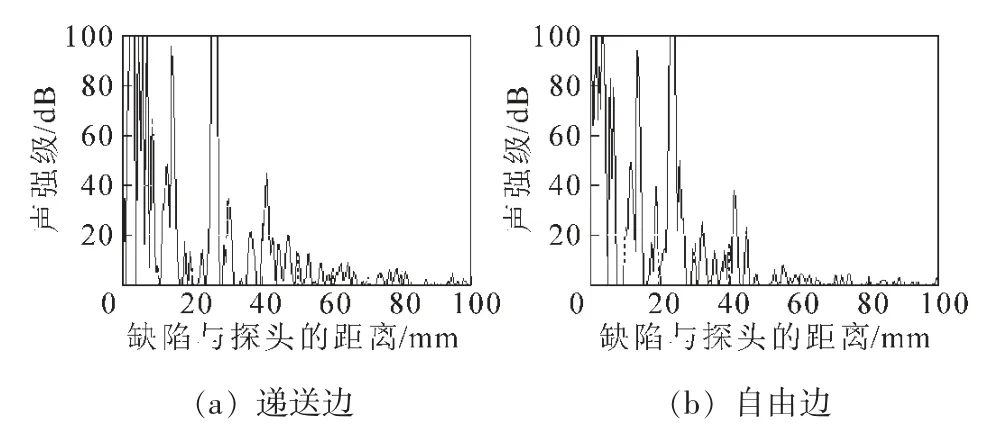
图8 一次波探伤未焊透波形
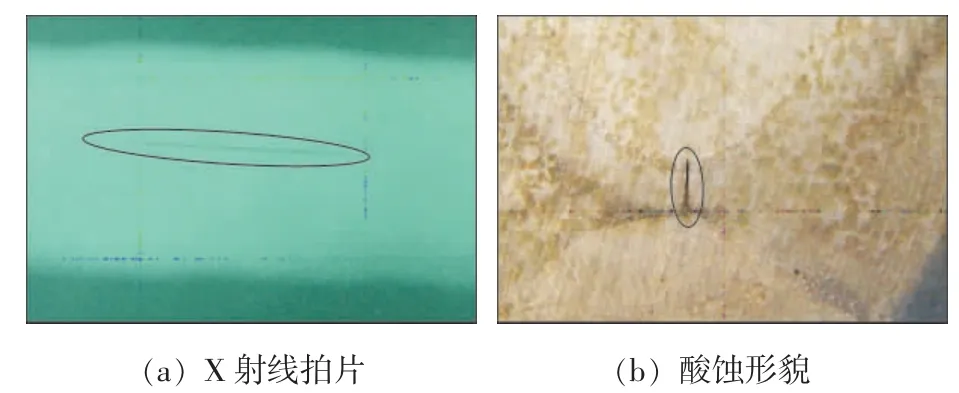
图9 未焊透X射线拍片及酸蚀形貌
3 缺陷的定位、定量、定性分析
3.1 缺陷定位
在螺旋缝埋弧焊管的超声波探伤中,使用焊缝中心Φ1.6 mm竖通孔进行灵敏度校验,同时可作为缺陷水平定基准位。如果两侧探伤缺陷反射波波幅和显示位置基本相当,说明两侧探伤缺陷反射源基本相同,在焊缝横截面内,缺陷左右基本对称,缺陷的方向与焊管表面垂直或近似垂直。如果两侧探伤缺陷反射波幅有较大的差异,显示位置有一定的差异,说明两侧探伤缺陷反射源不同,在焊缝横截面内,通过测量缺陷同Φ1.6 mm竖通孔基准之差,可判断缺陷水平位置。
在超声波探伤中,缺陷深度根据焊管壁厚使用一、二次波进行定位。一般情况下,缺陷由一次波检验估判为内焊缝缺陷,缺陷由二次波检验估判为外焊缝缺陷,也可根据在焊缝不同深度制造人工标样进行判定。
3.2 缺陷定量
如果缺陷反射波幅比基准波幅高很多,且缺陷反射波根部较宽,焊缝余高波降低明显,说明缺陷当量很大。如果缺陷反射波幅较基准波幅有一定的高度,且缺陷反射波根部有一定宽度,焊缝余高波降低不明显,说明缺陷当量较大。如果缺陷反射波幅较基准波幅稍高,且缺陷反射波根部宽度小,焊缝余高波没有降低,说明缺陷当量较小。探头沿焊缝长度方向移动,且探头有一定的前后移动距离,如果从缺陷最高波降低到消失,缺陷反射波高降低缓慢,说明缺陷在深度方向尺寸较大;如果探头前后移动距离较小,从缺陷最高波降低到消失,缺陷反射波高降低迅速,说明缺陷在深度方向尺寸较小。
3.3 缺陷定性
(1)外焊缝裂纹。外焊缝裂纹大多位于外焊缝的中上部,裂纹的方向大多与焊管表面垂直或近似垂直,两侧一次波探伤不易发现该缺陷,二次波探伤时可以发现该缺陷。外焊缝裂纹反射波幅较高,波峰尖锐,波根部较宽,焊缝两侧探伤反射波幅相差不大,显示位置基本相同,缺陷指示长度相当,缺陷显示位置基本在焊缝中间。外焊缝裂纹使用探头转动扫查时,缺陷反射波出现多峰,且波峰有上、下错动现象,缺陷反射波降低明显,探头平移时反射波大多断续出现,波幅有变化。
(2)内焊缝裂纹。内焊缝裂纹大多位于内焊缝的根部,大多数裂纹的方向与焊管表面有一定角度,两侧一、二次波探伤均可发现该缺陷。内焊缝有一定长度,裂纹反射波幅较高,波峰尖锐,波根部较宽,通常递送边侧的缺陷反射波幅比自由边侧高,显示位置基本相同。探头转角扫查和环绕扫查时,缺陷反射波出现多峰,且波峰有上、下错动现象,缺陷反射波降低明显,探头平移时反射波大多连续出现,波幅有变化,递送边侧探伤的缺陷指示长度通常比自由边侧长,缺陷显示位置略偏于自由边。
(3)未焊透。未焊透大多位于焊缝的中部,未焊透的方向大多与探测面(母材表面)垂直,焊缝两侧一、二次波探伤均可以发现该缺陷。未焊透反射波波幅较高,波峰尖锐,波根部较宽。探头转动扫查时,缺陷反射波降低明显。探头平移时,反射波连续出现,波幅较稳定;探头转动时,反射波明显降低或消失。焊缝两侧探伤波幅和显示位置基本相同,缺陷显示位置基本在焊缝中间。
4 结 论
(1)对焊缝进行无损检验分析,并结合碳弧气刨、取样酸蚀和金相检测,可准确判别焊缝缺陷;
(2)通过超声波检测分析,总结出螺旋缝埋弧焊管焊缝裂纹、未焊透典型缺陷的超声波探伤方法和定位、定量、定性规律。
(3)通过焊缝缺陷的无损检验分析,可及时指导螺旋缝埋弧焊管的成型、焊接工艺,及时采取针对性的预防、控制、调整措施,尽可能避免危害性缺陷的产生,提高焊缝一次通过率。同时,及时指导焊缝补焊,实现针对性修补,避免盲目修补,提高补焊一次成功率。
