柴油机泵组振动故障分析
2021-12-12何清林
冀 洵,何清林,晏 阳
(1.中国船舶集团有限公司,北京 100097;2.上海船用柴油机研究所,上海 201108)
0 引 言
旋转机械运动时所产生的振动信号包含了丰富的设备运行状态信息,对这类振动信号进行采样与分析是一种常用的设备故障诊断与监测手段。信号或动态数据的处理与分析,是设备故障诊断的前提和基础[1]。柴油机振动信号是周期性的非平稳信号,进行傅里叶变换,可以得到振动频域信号。不同的频率成分反映系统内不同的振源,可以识别出柴油机的工作状态是否健康,通过频谱分析可以确定主要频率成分及其幅值大小,从而找到振源,采取相应的措施[2]。
本文针对某型柴油机泵组振动故障,首先进行振动测试,利用振动信号频谱分析的方法,识别到故障特征频率;其次通过峰值保持法(Peak-Hold)测试柴油机安装底座固有频率,对响应信号进行频谱分析,识别底座固有频率,定位到故障部位[3]。最后,进行针对性改进,振动故障得到解决。
1 泵组基本信息
该型柴油机泵组为应急冷却泵组,额定工况下保持出水压力1.35 MPa,转速1 500 r/min。该泵组由柴油机、液压离合器、水泵组成,柴油机输出端飞轮通过弹性联轴器与液压离合器输入端连接,离合器输出端与水泵输入端通过中间支撑轴承连接。
该泵组柴油机刚性安装在一个整体底座上,底座刚性固定在基础上(地面),水泵及液压离合器刚性固定在基础平台上,如图1所示,泵组基本信息见表1。
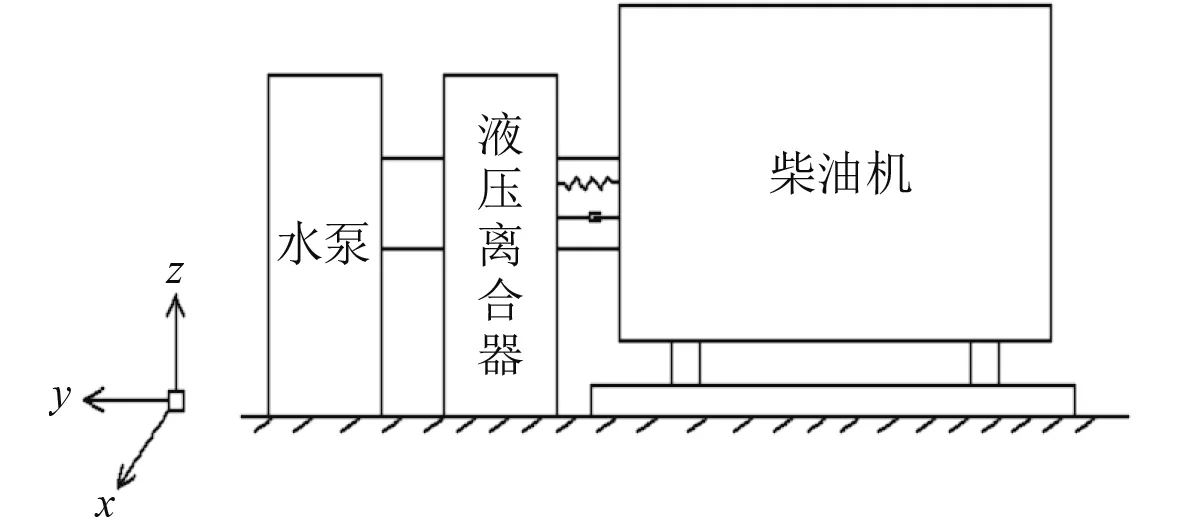
图1 泵组布置简图Fig.1 Pump set layout
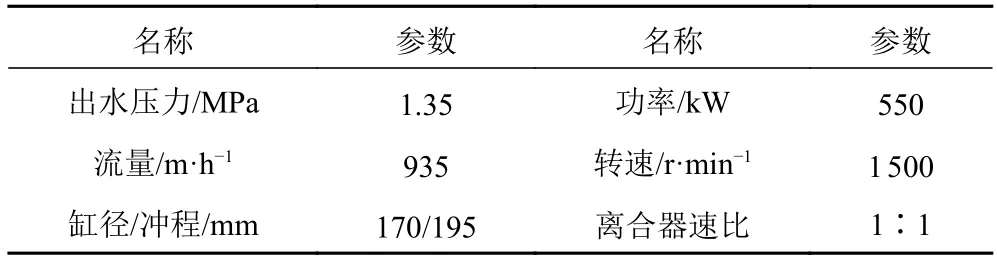
表1 泵组信息Tab.1 Pump set information
2 现场振动测试
2.1 测试设备及测点布置
测试系统由三向加速度传感器、LMS动态信号采集分析仪和笔记本电脑组成。加速度传感器通过磁铁安装在柴油机各测点,泵组额定工况下采集振动时域信号,通过软件对时域信号进行快速傅里叶变换FFT,得到振动频域信号以及振动烈度。
振动烈度测点共6个,其中机脚处4个,机体上2个。测试过程中,测量X,Y,Z三个方向的振动烈度。
2.2 测试数据分析
通过柴油机振动测试,测试结果反映出柴油机整体振动较剧烈,振动烈度有效值高达40.46 mm/s(见表2),远超GB/T 7184-2008的C级要求(小于28.2 mm/s),此状态继续工作会对柴油机造成严重损坏。
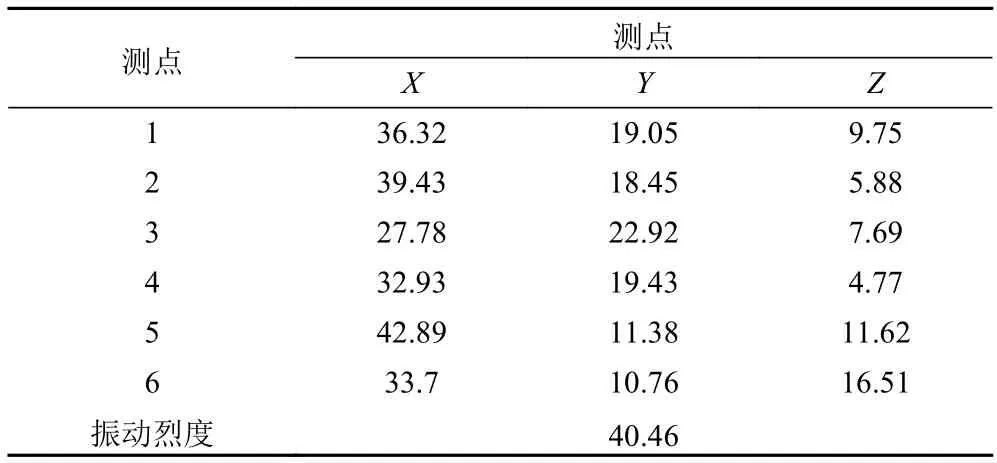
表2 振动测试数据(mm/s)Tab.2 Vibration measurement data
分析频谱数据,X向振动最大,Y向次之,Z向振动最小。各测点X向和Y向频谱数据中振动能量最大的频率均为25 Hz,如图2和图3所示。柴油机基频为25 Hz,说明柴油机发生了基频振动异常故障。
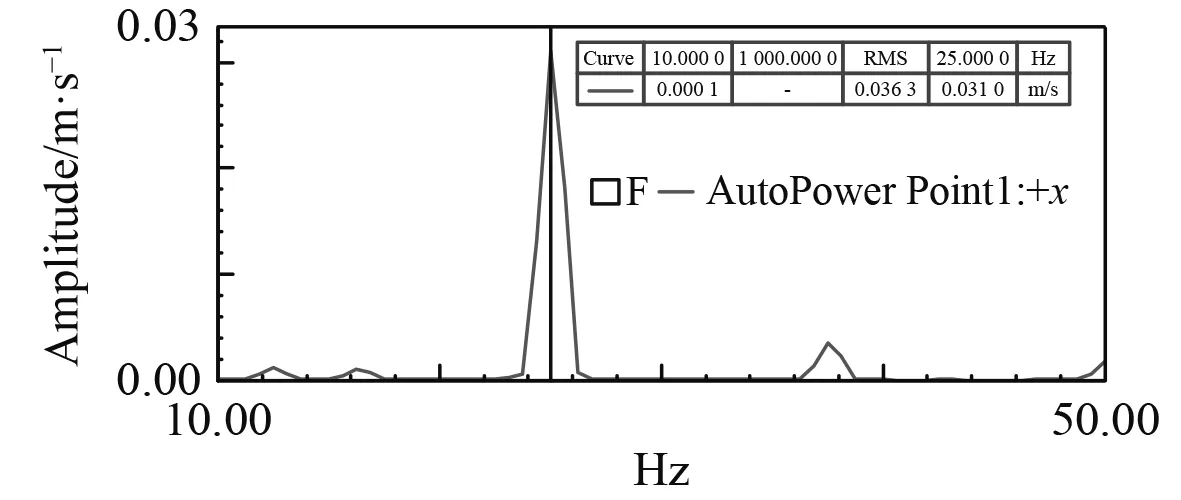
图2 X向振动频谱图Fig.2 X-direction vibration spectrum
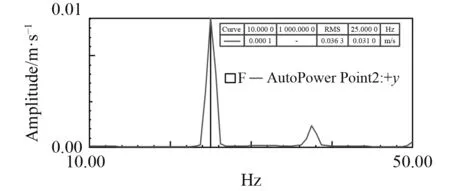
图3 Y向振动频谱图Fig.3 Y-direction vibration spectrum
2.3 基频振动异常分析
往复式内燃机出现基频振动异常故障,往往存在几种故障原因:1)对中不满足要求,存在角度不对中、平行不对中或综合不对中;2)机器的机脚紧固螺栓出现松动;3)安装底座刚度不足,发生共振[4]。
针对以上3种可能,逐一进行确认。
1)通过现场测量柴油机对中,端面及圆周数据均在规范要求内,无异常。
2)通过复查柴油机机脚螺栓,未出现松动现象。
3)验证底座是否存在共振。
欧阳光耀[3]提出安装基础的强度,对柴油机各方向的振动烈度有较大的影响,给出了分析思路和方法。
2.4 底座固有频率测试
底座固有频率测试采用峰值保持法(Peak-Hold),使用木桩敲击底座,并在底座上放置加速度传感器采集响应信号。木桩激励力属于低频激励,当激励力频率与底座的固有频率相同时,底座发生共振,响应频谱中会出现明显的幅值,该幅值下对应的频率为结构的固有频率[5]。
通过分析底座响应频谱图(见图4~图7),识别到底座的X向和Y向,每次激励发生后在25 Hz处都会出现较大的幅值。

图4 X向背景噪声Fig.4 X-direction background noise

图5 激励后X向响应Fig.5 X-direction response after actuate

图6 Y向背景噪声Fig.6 Y-direction background noise
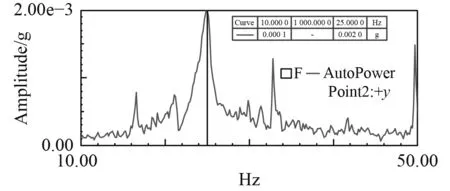
图7 激励后Y向响应Fig.7 Y-direction response after actuate
底座固有频率测试分析结果表明:
1)25 Hz是底座X向和Y向的一个固有频率;
2)底座固有频率与柴油机工作转频相同,发生共振;
3)针对此故障,在底座X向和Y向焊加强筋板,增强X向和Y向的刚度,提高固有频率。
2.5 底座加强后振动复测
按照上文2.1相同设置及测点布置,对柴油机进行振动复测,数据见表3。

表3 底座加强后振动测试数据(mm/s)Tab.3 Vibration measurement data of base support after strengthening
底座加强后,柴油机振动得到有效改善,整机振动烈度有效值为23.33 mm/s,满足GB/T 7184-2008的C级要求。
如图8和图9所示,振动频谱图中25 Hz处振动幅值降低明显,无异常,底座共振现象已消除。说明通过对底座针对性的改进,底座的固有频率发生改变,避免了在柴油机正常转频激励下的共振现象[5]。

图8 底座加强前后X向25 Hz(基频)振动对比Fig.8 X direction 25 Hz ( fundamental frequency ) vibration contrast base before and after strengthening

图9 底座加强前后Y向25 Hz(基频)振动对比Fig.9 Y direction 25 Hz ( fundamental frequency ) vibration contrast base before and after strengthening
3 故障原因总结
柴油机在工作过程中,将会产生与工作转频(即基频)相同的激励力并传递到安装底座上[2]。如果底座结构坚固,强度足够,基频振动在频谱图上便是一个很小的数值;如果底座强度不足,在低频区出现固有频率,可能与转频接近而发生共振,造成危害[7-8]。
本文研究对象出现基频振动异常问题,最终确认底座固有频率与柴油机工作转频一致,此时因为激励力频率与底座固有频率相同,发生共振,产生强大的振动能量,所以频谱图中基频出现异常的振动,导致柴油机整体振动剧烈。通过提高底座整体刚度,底座固有频率增大,共振现象消除,振动得到改善,满足验收要求。
4 结 语
1)柴油机出现异常振动时,运用频谱分析的方法,能快速识别特征频率,确认故障特征。
2)底座强度弱,容易导致柴油机振动过大,对柴油机的振动烈度影响明显。
3)柴油机底座发生共振现象,底座的刚度不足是原因之一,通过提高刚度,起到增大底座固有频率的效果,可以消除共振。
