辐射制冷金属屋面系统施工技术研究
2021-12-11鄢全科杨慧慧王明辉
陈 华,鄢全科,刘 鹏,杨慧慧,曹 鹏,王明辉
(1 中国建筑第八工程局有限公司, 上海 200135; 2 宁波瑞凌新能源科技有限公司, 宁波 315599)
0 前言
气候变化是人类面临的全球性问题,随着各国二氧化碳排放,温室气体猛增,对生命系统形成威胁。在这一背景下,世界各国以全球协约的方式进行节能减排。近年来,我国积极参与国际社会碳减排,主动顺应全球绿色低碳发展潮流,积极布局碳中和,已具备实现碳中和条件。2021年“两会”工作报告中,“碳达峰、碳中和”被首次写入政府工作报告。实现碳强度持续大幅下降,其中一个重要方面是要大力节能,降低能耗强度。不仅通过结构节能,同时还要进行产业技术升级,推广先进节能技术,提高能效,实现技术节能。建筑节能技术是节能技术的一种,必须引起重视,并大力倡导以绿色、生态及可持续为标志的生态建筑能源技术。
辐射制冷技术是将物体的热量(波长为8~13μm电磁波)通过大气窗口源源不断向外太空冷源高效传递,同时对太阳光能量具有高反射率,将太阳热量吸收降到最低,无需耗能就可以实现24h高效制冷[1-4]。辐射制冷作为一种无耗能、无污染的绿色新型制冷技术,是实现“碳达峰,碳中和”目标的重要途径,在屋面系统具有巨大的潜在应用价值[5]。
辐射制冷技术应用于实际大型公共建筑的金属屋面系统[6]时,只需将常见的金属屋面系统(图1)的屋面压型板替换成辐射制冷金属板即可实现。将辐射制冷膜通过成熟的覆膜工艺覆于屋面板表面,得到辐射制冷金属屋面板,其阻燃性能符合《建筑金属围护系统工程技术标准》(JGJ/T 473—2019)[7]要求。

图1 典型金属屋面系统结构
辐射制冷金属屋面板匹配原有金属屋面板的施工工艺,主要包括金属板压型、压型板在支架上固定、锁边、抗风夹安装、避雷锁安装等工艺[8-9]。在以上各施工工序中涉及不同程度撞击、机械摩擦等外界破坏,因此,本文主要研究辐射制冷金属板实际施工过程中,各保护膜贴合工艺、各工序施工工艺、封边工艺及局部修复工艺。
1 辐射制冷金属板保护膜筛选及工艺
1.1 保护膜的筛选
为保护辐射制冷膜在压型、锁边等工艺中不被破坏,生产过程中在辐射制冷金属膜表面覆一层保护膜。针对杭州萧山国际机场项目金属屋面系统所采用的压制刚瓦的瓦型,筛选适用的保护膜,辐射制冷压型钢板结构如图2所示。
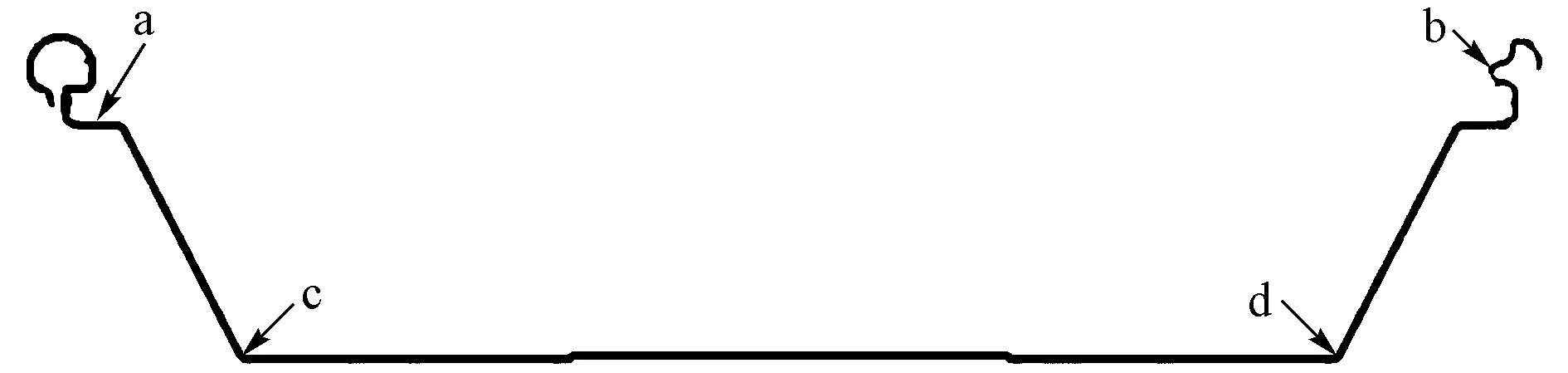
图2 辐射制冷压型钢板结构
表1为保护膜信息及测试结果。从测试结果来看,PE保护膜难以粘贴在辐射制冷膜表面,导致压型、锁边过程中易与辐射制冷膜分离,进而导致压型、锁边过程中辐射制冷膜破损。
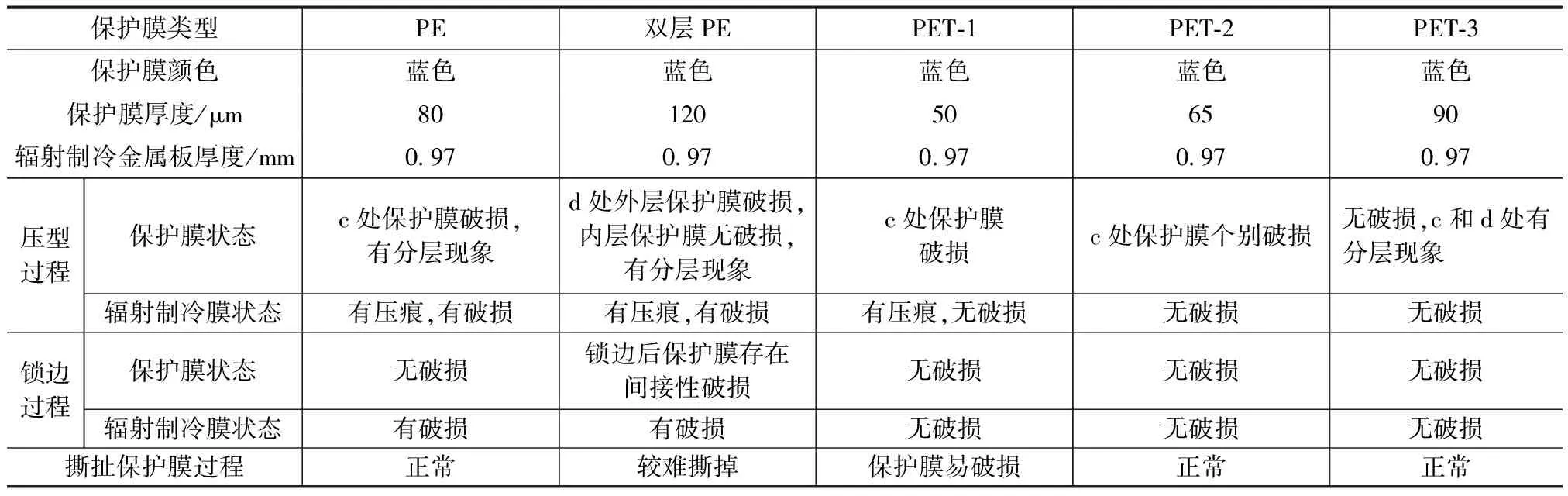
保护膜信息及测试结果 表1
对于PET保护膜,未出现辐射制冷膜破损现象;PET-1压制过程中易出现保护膜破损现象,而PET-2,PET-3没有,说明增加PET厚度,有助于改善保护膜压型过程中破损现象;压型过程中PET-3有出现边缘翘起现象,说明PET达到一定厚度后,其自身挺性对黏性有一定削弱,表现出曲面不易贴合现象;锁边过程中PET保护膜无破损;撕扯保护膜过程中,PET-1易出现保护膜破损现象,PET-2,PET-3未发现此现象,说明PET的破损强度随厚度而增大。结合以上几点,辐射制冷金属板选用PET系列保护膜,优选厚度为65μm的PET保护膜。
1.2 保护膜贴合工艺
常规保护膜贴合方式是将保护膜整幅贴在辐射制冷金属板膜面上,此方法可有效保护辐射制冷金属膜在压型、固定、咬合过程中不破损,但施工完成后撕扯保护膜时,咬合处保护膜无法完全去除,影响施工完成后整体外观。
通过调整保护膜贴合工艺,在贴合前添加保护膜分切装置,如图3所示。将原本整幅的保护膜分成三个宽幅贴合在辐射制冷钢板膜面上,结构如图4所示。辐射制冷钢板收卷后外观如图5所示。

图3 分切装置

图4 辐射制冷钢板分段贴保护膜示意图

图5 辐射制冷钢板收卷后外观
2 辐射制冷金属板的压型工艺
辐射制冷钢板的压型工艺是指使用专用机器,对辐射制冷钢板进行辊压冷弯,从而获得沿板宽方向形成波形截面的产品结构。操作大致为进板、压制、出板三个过程。压型工艺如图6所示。辐射制冷钢板经压型过程后即形成辐射制冷压型钢板产品。

图6 辐射制冷钢板压型工艺的过程
辐射制冷钢板的压型工艺与普通钢板一致,但为保护其表面的反射型辐射制冷膜,操作时需注意以下几点:1)压制前:检查各个压辊表面,确保压辊表面无锈渍、鼓起、尖锐或异常凸起等,并清理掉表面的灰尘、砂砾等异常附着物;清理完成后,裁剪一块细长条的辐射制冷钢板(含保护膜),作为塞尺调节上下压辊间的间隙至合适状态。2)压制中:必须保证覆有反射型辐射制冷膜的那一面朝上,当压制环境恶劣,如扬尘、扬砂较多时,应在钢板进入压瓦机前将钢板表面附着的砂砾等硬物擦拭干净。
3 辐射制冷压型钢板固定工艺
辐射制冷压型钢板固定工艺主要内容为将辐射制冷压型钢板的小肋一侧安装至支架上,并将支架扣合,使其固定。辐射制冷压型钢板固定过程如图7所示,具体步骤如下:1)安装支架;2)将辐射制冷压型钢板搬至支架附近,揭除小肋一侧的保护膜;3)使用老虎钳配合手套,将支架搭入辐射制冷压型钢板的小肋一侧;4)按步骤3)处理完成单块辐射制冷压型钢板的各个支架;5)使用大力钳,将支架的尖头折弯,令支架与辐射制冷压型钢板扣实固定;6)按步骤5)依次处理各支架的尖头,将单块辐射制冷压型钢板整体固定。

图7 辐射制冷压型钢板固定过程
辐射制冷压型钢板固定过程中应注意以下三点:1)辐射制冷压型钢板与支架固定前,必须将小肋一侧的第三段保护膜揭除,以避免保护膜残留在咬合系统中,后续无法揭除;2)支架搭入辐射制冷压型钢板的小肋一侧时,使用老虎钳时必须垫手套操作,以避免钳口损伤辐射制冷膜;3)支架的尖头折弯时,使用大力钳操作,禁止使用锤子敲打,以避免锤子落点不当时损伤辐射制冷膜。
4 辐射制冷压型钢板锁边工艺
辐射制冷压型钢板的安装锁边过程如图8(a)所示,步骤如下:第1步,辐射制冷压型金属板的扣合安装。取第二块辐射制冷压型钢板,按固定其小肋侧,将第二块辐射制冷压型钢板的大肋搭在第一块辐射制冷压型钢板的小肋上,位置对齐,然后将两块辐射制冷压型钢板扣合压实,局部区域扣合难度大时可采用脚踏的方式。依据上述方式,依次将全部屋面金属板完成扣合安装,见图8(a)步骤1~4。第2步,辐射制冷压型金属板的锁边。使用手动锁边机将开头约0.5m长度咬合好,为机器锁边提供起始点,然后使用锁边机完成整条压型金属板的锁边,见图8(a)步骤5,6。辐射制冷压型钢板完成锁边安装后(图8(b)),即可进入金属屋面系统后续的抗风夹安装、避雷锁安装等工序的施工。

图8 辐射制冷压型钢板安装过程
锁边过程中应注意以下四点:1)扣合时尽量避免采用脚踏的方式,如必须使用,踩踏之前先检查鞋底有无硬物附着,再检查两块钢板是否对齐,然后通过合适的角度施力使之扣合,一次施力仍无法扣合时应重新检查并调整,禁止暴力操作强行扣合;2)预定区域的辐射制冷压型钢板安装完成后,各块辐射制冷压型钢板除小肋一侧外其余区域的保护膜应仍完好附着,禁止私自揭开;3)首次进行锁边前,必须调整机器压轮间隙至合适,咬合过程中如出现停滞或膜面损伤,必须重新调整机器状态至合适;4)每条钢瓦咬合前,均应检查锁边机器的压轮情况,去除压轮间灰尘及剐蹭附着的保护膜等堆积物。
5 辐射制冷效果测试
测试钢板尺寸为60cm×55cm,测温箱壁厚为6cm,高度为46cm,空白钢板温度测试点分别是:测温点①,测量箱体内腔温度;测温点②,测量钢板外表面温度。测试装置示意图如图9所示。分别测试了杭州萧山国际机场采用的白色氟碳钢板和辐射制冷金属板,其中辐射制冷金属板是将辐射制冷薄膜和杭州萧山国际机场采用的白色氟碳钢板复合而成。
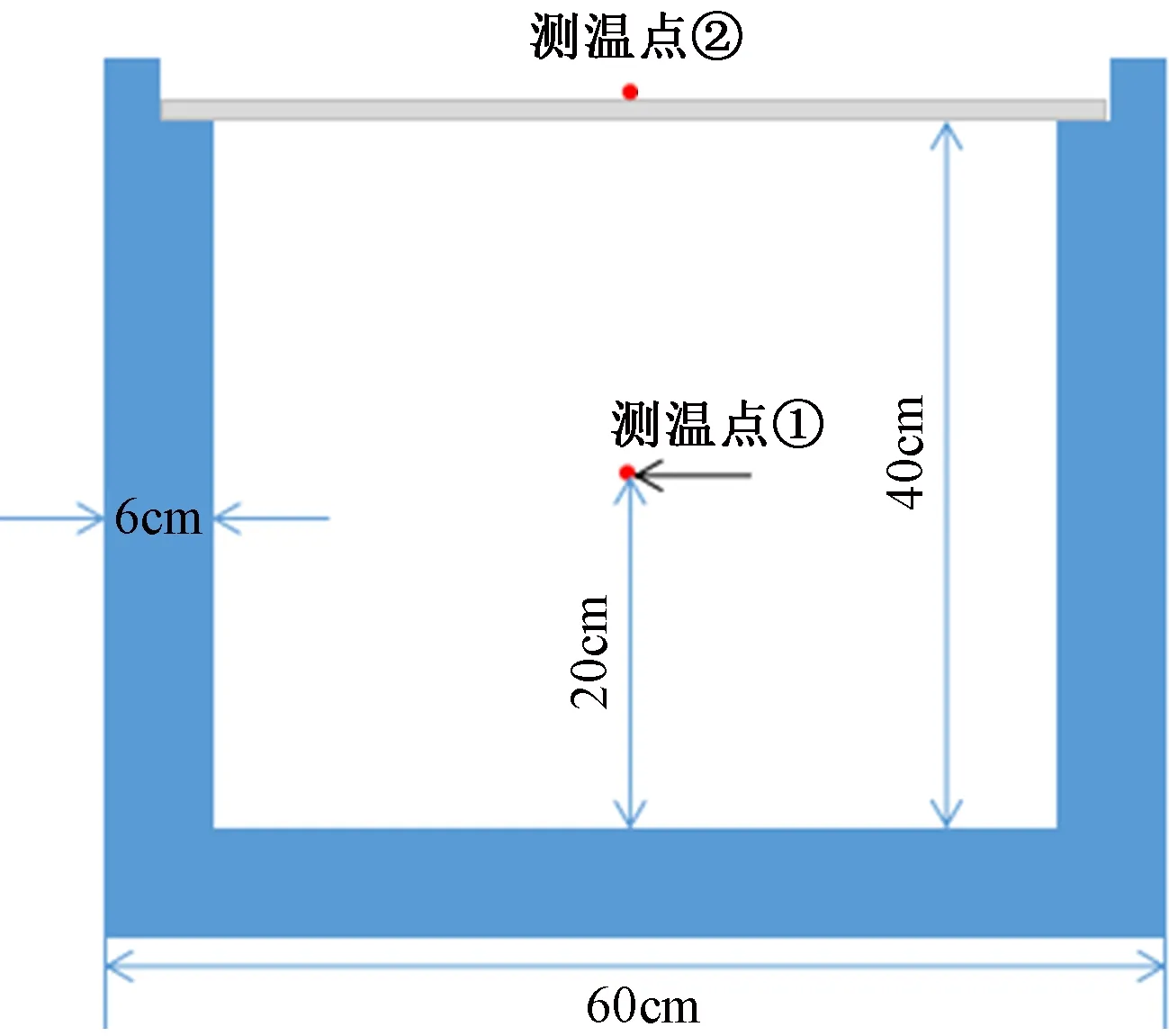
图9 测试装置示意图
日照下两个测试点的温度曲线如图10所示。从图10可以看出,辐射制冷金属板的钢板表面温度和测温箱内部温度均低于氟碳钢板;环境温度低于13℃时,辐射制冷金属板的降温效果表现不明显;环境温度高于13℃以后,辐射制冷钢板开始表现出降温效果,且环境温度越高降温效果越明显;对于同一测试样品,测温点①和测温点②的温度差别不大,这可能是两个测温点相距较近引起的。

图10 辐射制冷金属板和白色氟碳钢板日照下温度测试结果
表2为几个典型时间各测温点温度数据。从表2可以看出,在正午12∶00,环境温度为16℃的条件下,辐射制冷钢板表面和测温箱内部温度约低于氟碳钢板6℃,表现出一定的制冷效果。结合杭州萧山国际机场廊桥实际应用研究数据[10],环境温度35℃左右时,廊桥表面最高温度70℃,试验廊桥表面最高温度34.5℃,两者最大温差达35.5℃。根据本项目的节能评估报告[11],应用辐射制冷材料前后,单个廊桥的空调年度节能比例可达43.7%。
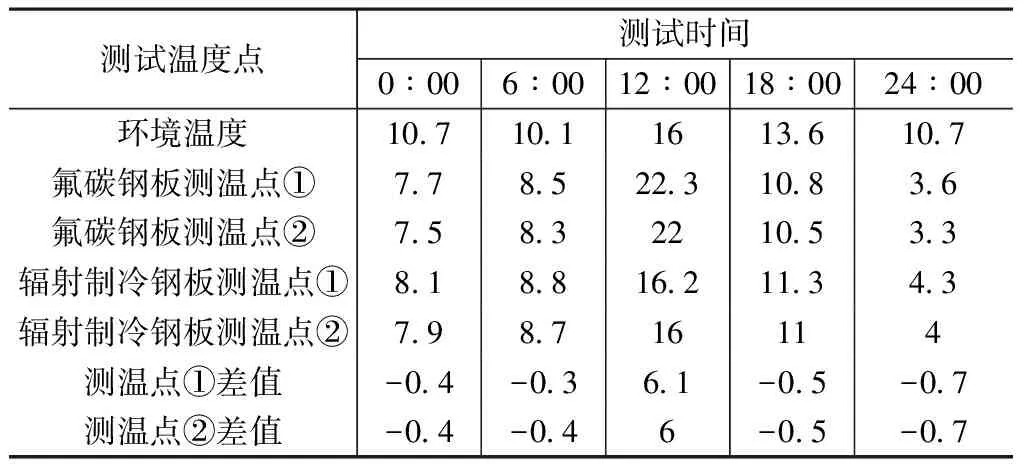
测试点不同时刻的测试温度/℃ 表2
在实际大型公共建筑中应用辐射制冷技术,只需将原设计的金属屋面板覆上辐射制冷膜即可赋予辐射制冷功能,例如在杭州萧山国际机场T4航站楼指廊上应用辐射制冷金属板,只需将原屋面板在覆膜工厂进行覆辐射制冷膜后,再运往现场即可,辐射制冷屋面板与常规金属屋面板施工安装工艺完全相同。
6 结语
本文研究了辐射制冷钢板应用过程中保护膜贴合工艺、压型工艺、固定工艺以及锁边工艺,为辐射制冷钢板的在杭州萧山机场金属屋面系统的实际应用提供了具体的施工工艺方法。同时,本文测试了辐射制冷钢板和氟碳钢板的降温性能,结果表明,辐射制冷钢板表面和测温箱内部温度比氟碳钢板低6℃,表现出良好的降温性能。