发动机装配手动拧紧顺序防错装置
2021-12-11聂灿明曹慧建梁士明
聂灿明,曹慧建,梁士明
发动机装配手动拧紧顺序防错装置
聂灿明,曹慧建,梁士明
(上汽通用五菱汽车股份有限公司,广西 柳州 545007)
发动机是汽车的心脏,装配质量很大程度上影响其性能及使用寿命,有效控制装配过程的拧紧顺序是确保在线质量的重要措施。受行业技术、产品设计及运行成本等多因素制约,仍然有很多装配内容采用手动拧紧,对拧紧顺序缺乏有效控制。为解决这一问题,文章分析超声波三维定位的基本工作原理,并解释其主要功能及辅助作用,并以相关主机厂的应用实例说明其有效性。
手动;拧紧顺序;防错装置;三维定位
前言
与机加工生产线不同,发动机装配线受行业技术、产品设计及运行成本等多因素制约,不可避免地采用手动装配工位。而这些手动装配工位往往涉及多螺栓零件的拧紧,而拧紧顺序很大程度上影响扭矩结果和生产节拍[1]。受操作人员综合水平的制约,难以有效管控其完全按照所要求的顺序拧紧,再加上绝大部分在后工位是没有二次检测手段的,一旦不按顺序拧紧,很容易出现拧紧扭矩的异常衰减现象[2],其装配质量的可靠性是技术人员及管理者所担忧的事情。
1 拧紧顺序的重要性应用实例
常规的发动机离合器有6颗螺栓,根据试验情况,这6颗螺栓按不同顺序的拧紧,其质量表现有明显的差异,最严重时会出现发动机运转时抖动。依托于大量试验数据,这6颗螺栓需要采用对角拧紧,如图一。这类多螺栓零件在同一个安装面,且比较规则的,最有效且最常用的是采用多拧紧轴同步拧紧,完全由设备来控制拧紧顺序[3],见图2。
发动机的设计是相对复杂的,并不是所有零件的布局都类似离合器这样规范,针对这些零件往往不能采用设备自动拧紧,必须采用手动拧紧,手动拧紧顺序的有效控制就是生产制造部门必须考虑的内容。后文介绍一种超声波三维定位装置,来解决这一技术难题。
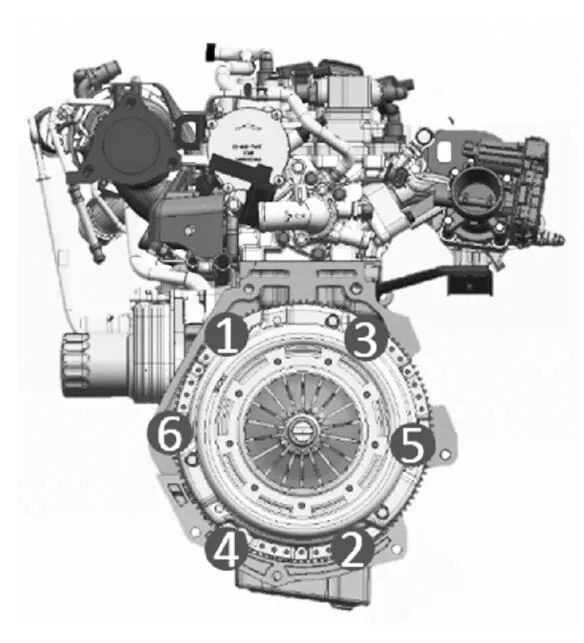
图1 常规离合器拧紧顺序
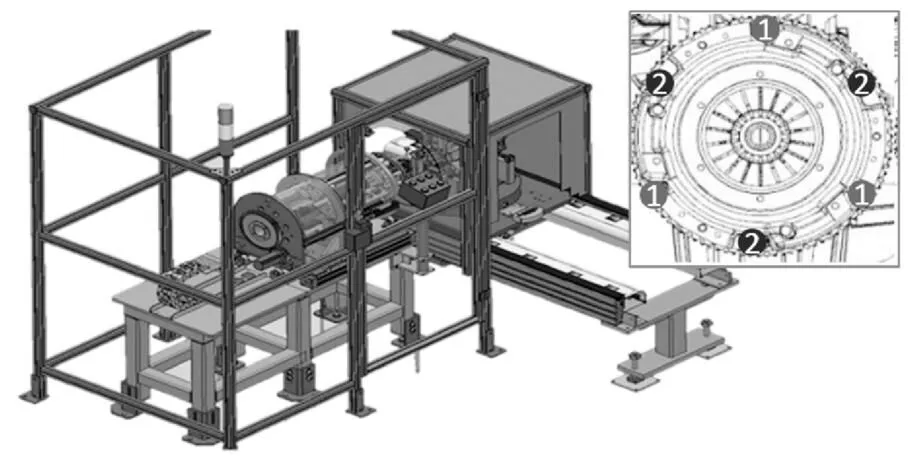
图2 离合器采用3轴全自动拧紧的自动站及拧紧顺序
2 超声波三维定位系统介绍
2.1 超声波三维定位系统基本原理
目前GPS系统在日常生活中得到广泛的应用,其主要是通过移动端(手机等)与卫星的电磁波通讯,然后通过计算而进行定位[4],图3为GPS定位原理的简要示意图。

图3 GPS定位原理示意图(以高度举例)
卫星为信号发生器发出电磁信号,客户端为接收器接收电磁信号。每一刻卫星都是有固定的运行轨道,所以卫星高度已知,各卫星相对位置已知,客户端到各卫星的距离可以通过电磁波传输时间来计算。通过数学模型,可得到客户端的空间坐标:

超声波三维定位系统采用的是GPS系统类似算法原理,其主要由控制器、接收器、发生器、处理软件及移动客户端组成,见图4。不同的是超声波的发生装置固定在手动拧紧电枪上,超声波接收装置安装在某一固定位置。
2.2 超声波三维定位系统的功能
2.2.1核心功能
(1)创造和编辑工作流程;
(2)定义和管理坐标系统(可对坐标进行运算);
(3)应用于拧紧工具和铆钉枪的模块;
(4)可在工序中存储图像和视频信息;
(5)多语言用户指导;
(6)开放通讯协议接口;
(7)PLC接口(24 Volt I / O);
(8)TCP / IP接口,用于生产控制;
(9)用于文件系统的文本(PDF 或 CSV)。
2.2.2辅助功能
(1)直观的用户界面和各式各样的用户指引;
(2)简易且清晰的坐标设置,支持复杂的工作流;
(3)包含专业辅助功能的用户管理;
(4)使用参数化的设置替代传统的编程;
(5)扩展的软件功能例如跳转,分支与延时等;
(6)信号传送器和数字I/O信号的测试功能;
(7)Vi视觉的工作指示可以加载音频输出;
(8)可以接入ERP等系统。
3 超声波三维定位系统应用
超声波三维定位系统由于其轻便性,并且能很好地进行位置监控,目前已经被国内多家主机厂应用(见表1),也从侧面体现出手动工位拧紧顺序的重要性。
新能源是朝阳行业,有着无限的发展潜力,在这片蓝海中不仅有传统车企的挑战,也有跨行业的竞争,产品的质量所形成的口碑在很大程度上影响着一个企业的发展。一汽大众长春电池PACK线的拧紧受产品设计及场地的制约,无法采用全自动设备进行拧紧,综合考虑了质量控制及空间布局,最终采用了带超声波三维定位系统的手动工位,见图5。
表1 超声波三维定位系统在各主机厂应用情况
序号客户数量/套工位性质领域 1凯迪拉克总装1移动工位总装车间底盘 2凯迪接克新能源1静态工位电池PACK线 3一汽大众青岛工厂4静态工位电池PACK线 4一汽大众长春工厂1静态工位电池PACK线 5比亚迪深圳坪山工厂1静态工位电池PACK线 6通用北盛工厂4静态工位总装ABS模块 7通用金桥工厂1移动工位总装电瓶拧紧 8通用武汉工厂1静态工位总装ABS模块 9韦巴斯特上海工厂1静态工位天窗涂胶 10派沃泰变速箱工厂1静态工位变速箱线体 11潍柴动力2静态、动态发动机油底壳
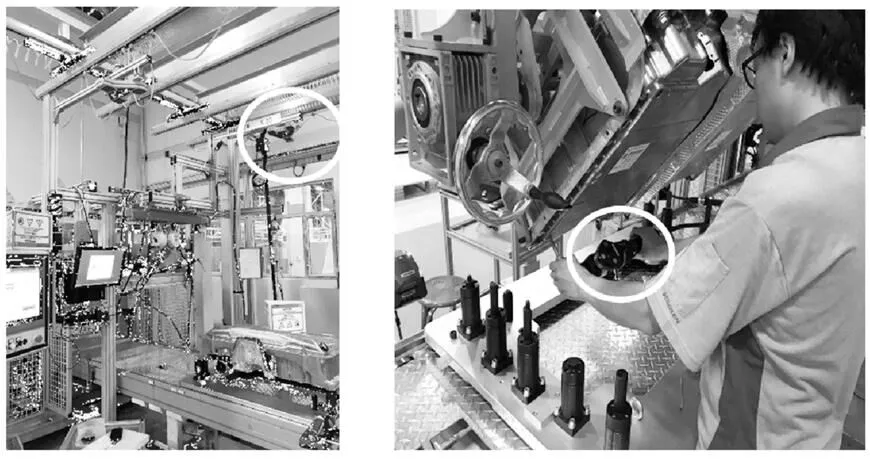
图5 一汽大众长春电池PACK线
4 结束语
不管是“工业4.0”还是“中国制造2025”,其核心内容是智能制造,是未来制造业的发展方向[5]。在现阶段,由于消费者的多样化需求,小批量多柔性建造是制造业的趋势,不仅仅是发动机制造,其他制造行业也一样,受产品设计的制约,不可或缺地使用到人工操作,为了确保产品质量,智能化监控员工的操作或者防错的设备就会有较为广阔的应用空间。文章介绍的超声波定位仅仅是该类设备的一个案例,视觉系统人员动作捕捉也是在现有制造体系需求说催生的另一种技术,尽管目前应用得还很少,但在可预见的未来,这也必将是一种应用场景特别广阔的技术。作为制造体系内的人员,需要时刻保持对前沿制造技术发展的敏感性,从而适应不断变化的行业需求。
[1] 陈静.正确使用扭矩扳手[J].企业科技与发展,2009(22):69-71.
[2] 李萌.动车组车体紧固件扭力衰减性能研究[J].中国战略新兴产业, 2020(02):148-150.
[3] 袁旭群.自动拧紧装置:CN201120382204[P].2012-07-04.
[4] 上田文夫,平田诚一郎.GPS终端、GPS定位系统和GPS定位方法: CN200410064118[P].2005-03-09.
[5] 李军.工业4.0[J].建筑工程技术与设计,2016(24):1741.
Manual Tightening Sequence Error Proofing for Engine Assembly
NIE Canming, CAO Huijian, LIANG Shiming
(SAIC GM Wuling Automobile Co., Ltd., Guangxi Liuzhou 545007)
Engine is the heart of the automobile, and the assembly quality greatly affects its performance and service life. The effective control of the tightening sequence in the assembly process is an important measure to ensure the on-line quality.Restricted by many factors such as industry technology, product design and operation cost, many assembly contents are still tightened manually, and there is a lack of effective control over the tightening sequence.In order to solve this problem, this paper analyzes the basic working principle of ultrasonic 3D positioning, explains its main functions and auxiliary functions, and illustrates its effectiveness with the application examples of related OEMs.
Manual;Tightening sequence;Error proofing;Three-dimensional positioning
A
1671-7988(2021)22-226-03
TK407
A
1671-7988(2021)22-226-03
CLC NO.:TK407
聂灿明,发动机制造拧紧测试主任工程师,就职于上汽通用五菱汽车股份有限公司,主要研究发动机制造工艺过程、性能测试,同时负责发动机新产品的制造影响分析、生产线改造策略分析等。
10.16638/j.cnki.1671-7988.2021.022.058