在线双数字电极测量装置的开发及应用
2021-12-08
(1.北京华科仪科技股份有限公司,北京 100162;2.华能北方联合电力有限责任公司呼和浩特金桥热电厂,呼和浩特 010070)
1 前 言
在乳制品加工过程中,生产管线中的奶垢不但会影响设备传热效率,使得杀菌不彻底,而且还是细菌迅速繁殖的理想基质。因此,如果不及时、彻底地进行清洗,会影响到乳制品产品的卫生质量安全。以前的乳制品加工生产设备多采用人工清洗方式,劳动强度大、清洗效果不易控制,因此近年来我国的大中型乳制品企业多广泛采用原地清洗系统[1]。
原地清洗(Cleaning In Place,CIP)又称为“在线清洗”,是指大型设备、管线或系统,在原安装位置不作拆卸及移动的条件下,采用高温、高浓度的清洗液对管路设备进行的强力清洗作业,从而实现管路设备的净化,满足产品生产卫生要求。CIP是一种发展于20世纪50年代乳制品企业生产加工过程中的技术和设备,其清洗方式包括超声波清洗、干冰清洗、高压水射流清洗、化学清洗等,目前国内乳制品企业常用的是化学清洗。化学清洗在清洗过程中要严格控制清洗液的温度和酸碱度,过酸或过碱不仅会促进设备的腐蚀,缩短机器使用寿命,增加乳制品厂运行成本[2],而且会影响清洗效果,进而影响乳制品产品质量,表明食品生产加工过程中管道清洗环节存在着较大的安全风险[3],应引起乳制品生产企业的高度重视。因此,在原地清洗过程中对清洗液和管道内残留化学物质的全面、准确监测显得尤为重要。
2 CIP系统清洁程度监测现状及研究内容
2.1 CIP系统现状
目前,CIP系统清洗过程中洁净程度的判断方法主要有两种:一种为采用pH试纸、pH计或酸碱滴定等方法,人工检测CIP结束前冲洗水pH的HACCP(危害分析与关键控制点)体系[4],可以灵敏地检测出是否有强酸或强碱残留,但需要人工测量,费时费力。另一种为基于监测管路内冲洗水电导率的HACCP体系,通过在清洗液回液管弯道处设置电导率监测仪来判断生产管线的清洁程度以及控制CIP各清洗环节时间节点。
CIP系统一般由酸罐、碱罐、热水罐、清水罐、清洗出/回液泵、板式热交换器和各种启动阀门及清洗管路等组成[5]。典型的清洗流程为:水冲洗→碱液洗→水冲洗→酸液洗→水冲洗→杀菌等多个步骤,每个清洗流程的切换是基于监测电导率的HACCP体系,即根据清洗液电导率大小作为系统流程切换的判断依据。也有一些企业根据清洗对象和清洗频率的不同,对上述清洗流程进行了适当简化,采用碱清洗、酸清洗或热水清洗等简易步骤。
以国内S乳制品厂收奶线清洗流程为例,整个清洗流程分为5个清洗子流程,分别为预冲洗、碱循环、中间冲洗、酸循环、最终冲洗。其中碱循环采用1.5%~2.0%氢氧化钠溶液对生产管线进行冲洗;酸循环采用1.0%~1.5%硝酸溶液对生产管线进行冲洗,清洗子流程、原位电导率预设阈值、冲洗时间等如表1所示。图1所示为S乳制品厂收奶线清洗流程图。
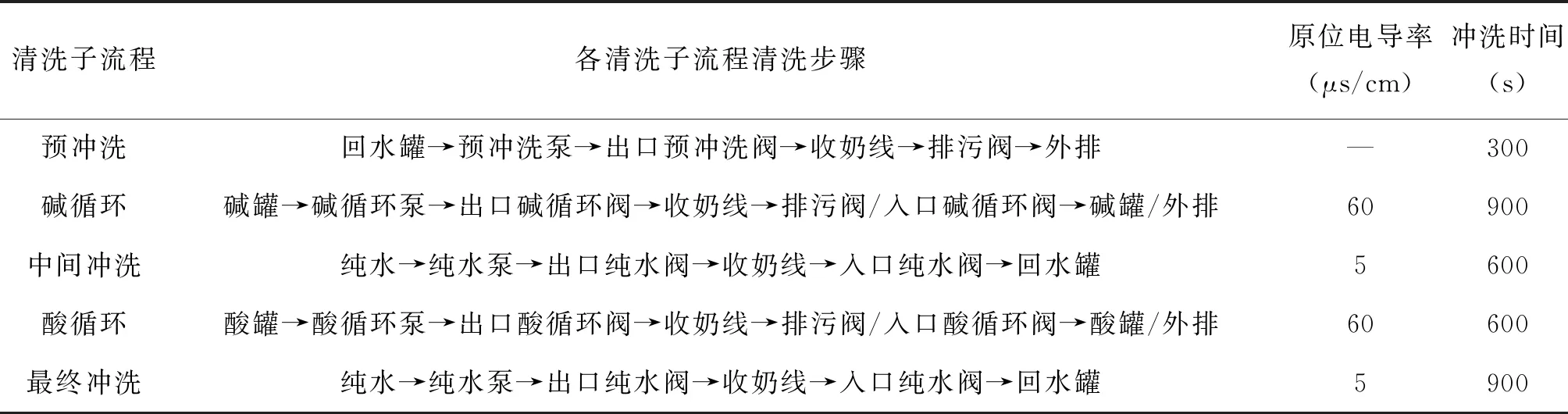
表1 国内S乳制品厂收奶线清洗流程
2.2 存在的技术难点
首先会存在生产管线清洁程度判断问题,主要体现在两个方面。第一是酸碱残留的检测。电导率是溶液传导电流的能力,电导率无法表征冲洗水的pH值是否合格,参照国家生活饮用水卫生标准[6],冲洗水的pH在6.5~8.5范围内时,可认为没有残留的强酸或强碱;第二是生产管线欠清洗或过清洗问题。生产管线内脂肪、蛋白质、矿物质等沉积物的量随着时间和清洗次数变化,冲洗时间长短应根据沉积物在生产管线中的沉积量进行动态调整,而目前多数CIP系统采用固定电导率值结合固定冲洗时间,会存在欠清洗或过清洗问题。
其次是对CIP系统原位电导率校准困难的问题。对目前多数仅基于监测电导率的CIP系统来说,对其单支电导率传感器性能要求较高,其准确性、可靠性至关重要,需要定期校准,但目前只能通过停机、拆除电导率传感器并送检的方式进行校准。一旦该电导率传感器出现问题,无法在不停机的情况下进行检修,停机进行维护造成的经济损失较大,对生产和运行会有一定影响。
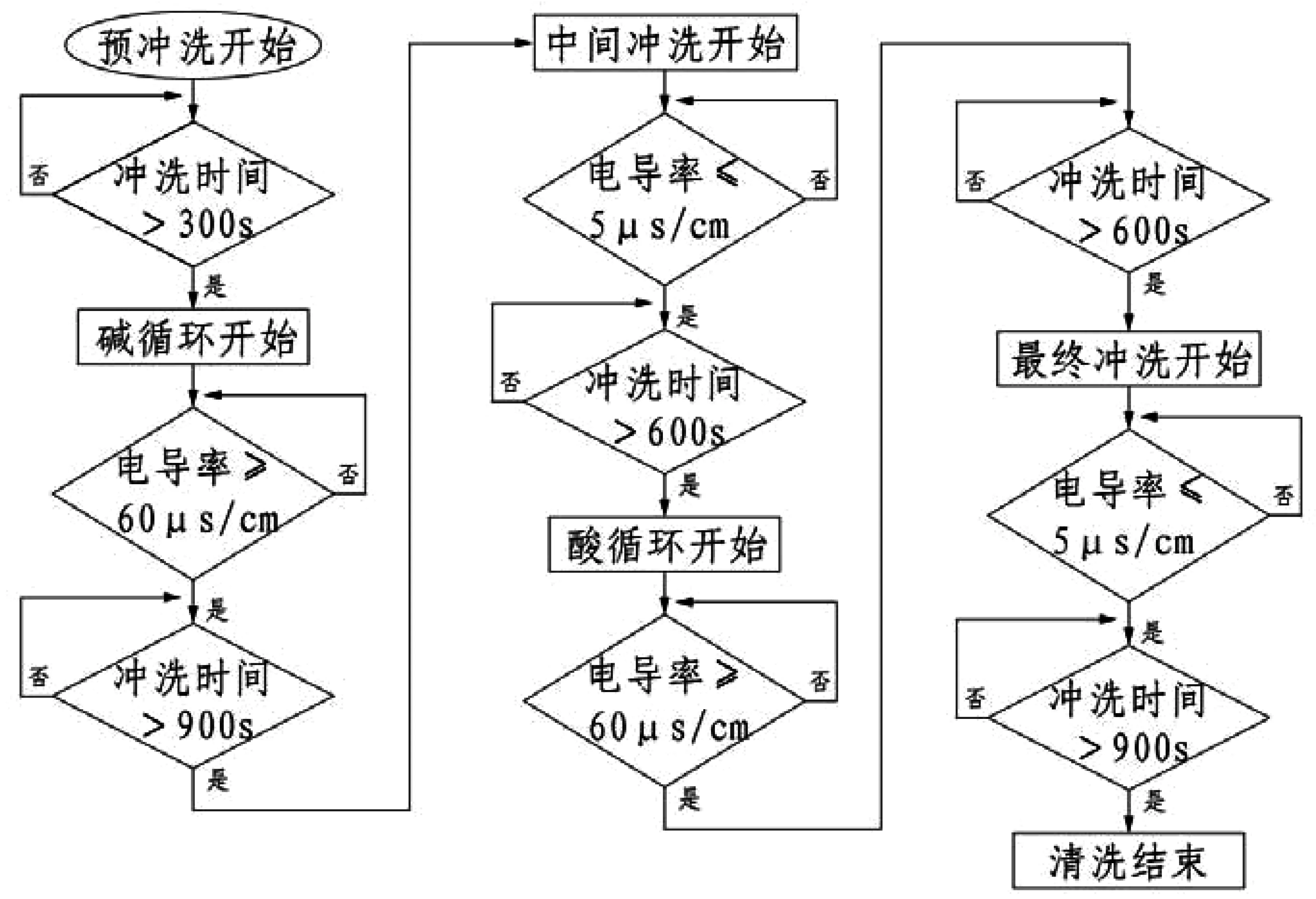
图1 S乳制品厂收奶线清洗流程图
2.3 研究内容
本研究针对CIP系统对生产管线清洗的清洁程度判断和传感器在线校准问题,结合CIP系统清洗过程中洁净程度的两种判断方法,研发了在线双数字电极测量装置。采用该装置对乳制品CIP系统清洁程度的在线综合判断技术及在不停机情况下双数字电极的在线校准方法进行了研究,并在S乳制品厂进行了实践。
3 在线双数字电极测量装置
3.1 装置的原理
纯水在25℃时pH为7.0,但只要与空气接触一段时间后,因为一部分水与CO2反应生产了碳酸,而使pH降到5.5左右。或者在纯水中加入少量强酸或强碱,pH也会发生显著变化[7]。在CIP系统或生产管线中即使残留极少量的强酸、强碱都会引起生产管线中最终冲洗流程清洗液pH的剧烈变化,结合CIP结束前冲洗水pH的HACCP体系的检测方法,在CIP系统中监测电导率的同时增加在线pH监测仪,使得CIP系统清洗过程中对清洗液和管道内残留强酸强碱的监测更加全面、准确。
装置采用统计某一时间段内测量数据方差的方法进行测量数据稳定性的判断,当清洗液的pH和电导率测量数据稳定且在规定范围内时说明清洗完成。pH对时间的一阶导数可得到pH斜率的变化幅度,可对清洗液pH的变化做出进一步判断。冗余设计是有效提高产品可靠性技术水平的有效手段之一,合理选择冗余方式能有效提高设计的可靠性,使设计更优化[8]。在线双数字电极测量装置依据并联系统冗余设计。图2为并联系统冗余设计原理,在提高可靠性的同时实现CIP系统不停机情况下监测传感器的在线校准量值传递。
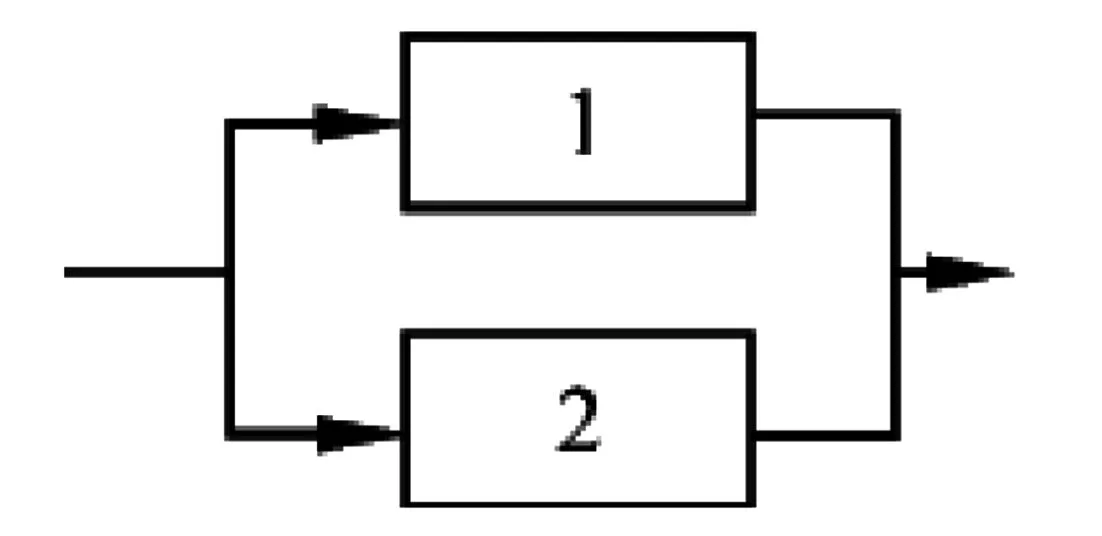
图2 双数字传感器并联系统原理图
3.2 装置技术方案
本研究针对生产管线清洁程度准确判断问题,提出了采用双数字pH和双数字电导率传感器对清洗液进行监测,实现生产管线清洁程度的判断。通过统计某一时间段内测量数据方差的方法实现测量数据稳定性及清洗液清洁程度的判断。pH关于时间的一阶导数得的到pH斜率变化幅度,可对清洗液清洁程度作出进一步判断。冲洗时间进行动态调整,可使冲洗时间更加合理,避免欠清洗或过清洗等情况出现,实现保证安全生产前提下节水、节能的目的。
针对目前CIP原位监测仪器无法在线校准的问题,提出了双数字电极的技术方案。双数字电极的冗余设计,首先可以提高测量装置的可靠性,即使其中一支数字电极由于故障无法运行或者校准时,另外一支数字电极也可以实现不间断监测,可避免停机对CIP系统进行维护;其次可以提高测量准确性,当两支数字电极测量值偏差过大时,可提示运行维护人员对数字电极进行校准或维护;最后可以实现校准的量值传递,即将双数字电极其中一支进行拆取,通过计量部门计量检定后将其校准数据在在线装置上对未拆解的数字电极进行量值传递,实现CIP系统在不停机、不影响乳品企业生产运行的情况下对测量电极进行校准。
如图3所示为在线双数字电极测量装置技术方案路线图。
3.3 装置结构组成
在线双数字电极测量装置主要由稳流罐、双路控制器、双数字pH电极及流通池、双数字电导率电极及流通池、转子流量计、清洗液瓶、标液瓶、阀等组成,装置示意图如图4所示。
首先,冲洗水样品经电磁阀进入稳流罐,压力和流量达到监测仪表适用范围;其次,稳流罐中样水分两路经流量调节后进入双数字pH和电导率电极流通池中进行监测;最后,单独对双数字pH或电导率电极进行准确性判断或者校准时,装置关闭稳流罐和流量计之间的阀,依次开启或关闭pH或电导率校准液阀控制标液瓶中校准液进入电极流通池,准确性或校准结束后,清洗液的阀开启,对流通池及管路进行清洗。
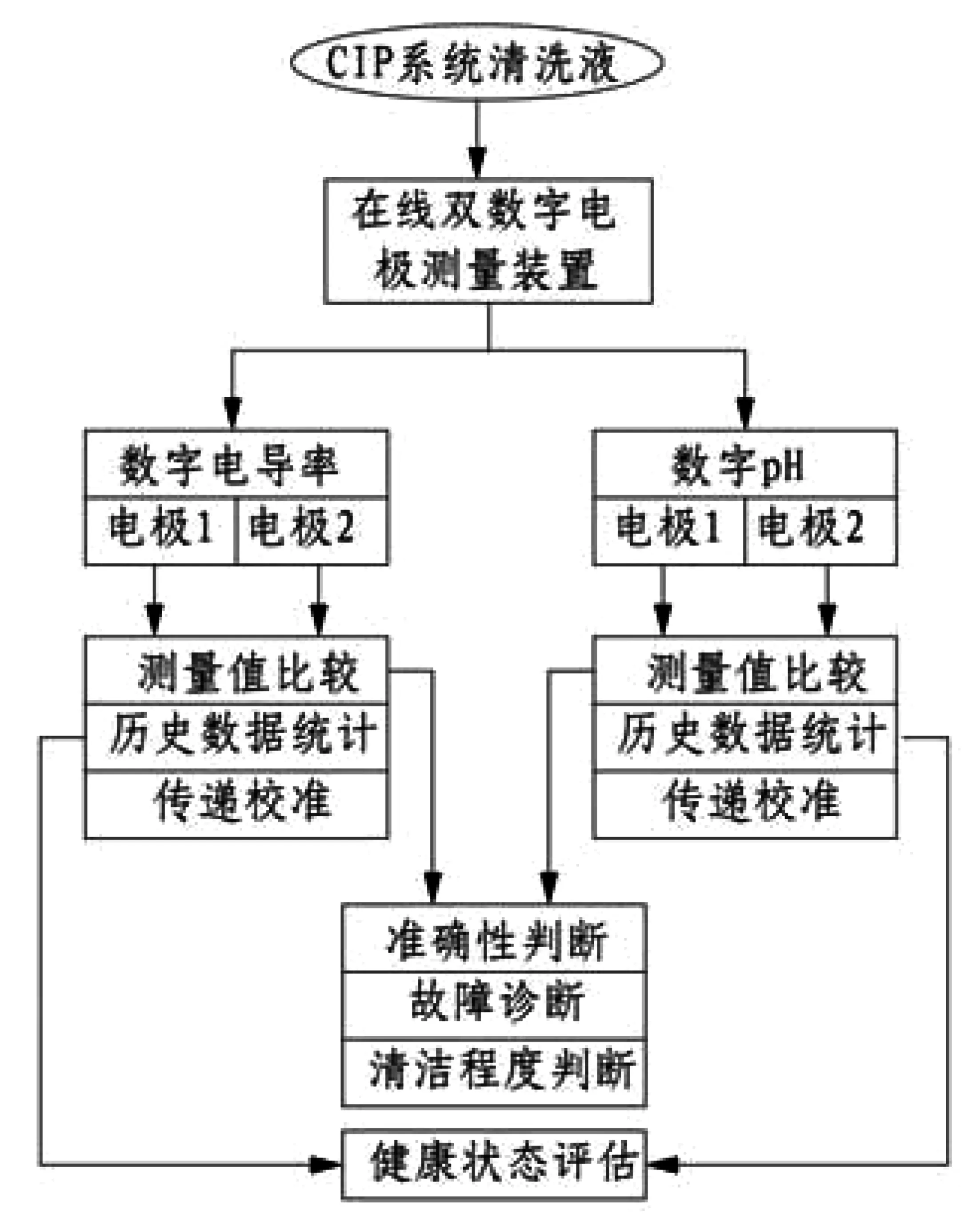
图3 在线双数字电极测量装置技术方案路线图
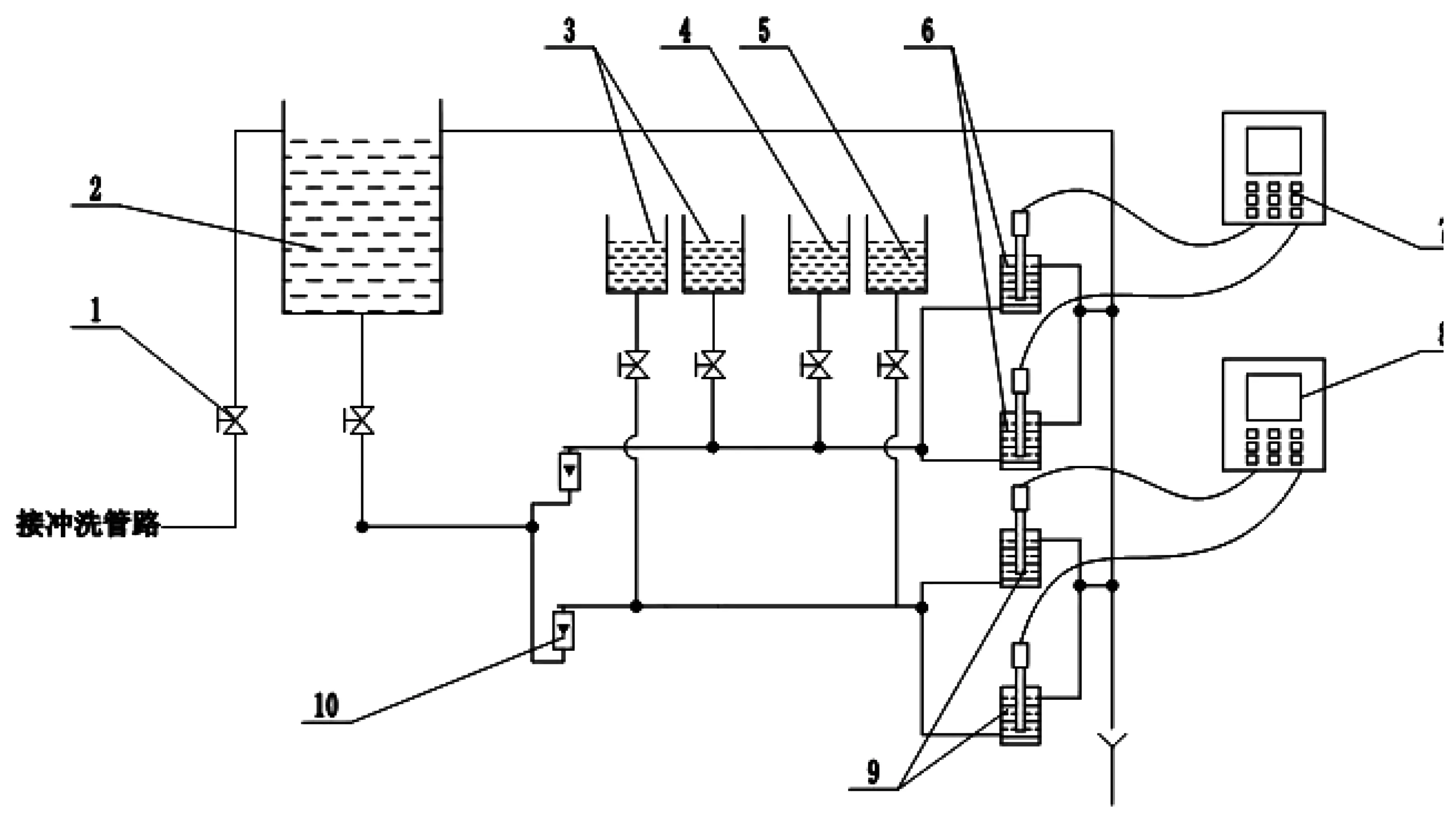
图4 在线双数字电极测量装置组成示意图1.阀;2.稳流罐;3.清洗液;4.电导率校准液;5.pH校准液;6.双数字电导率电极及流通池;7.数字电导率双路控制器;8.数字pH双路控制器;9.双数字pH电极及流通池;10 .流量计
4 在线双数字电极测量装置在乳品企业CIP系统中的应用
在双数字电极测量装置研制过程中,因实际的乳制品CIP系统需要优先保证产线的使用,停机进行施工、测试的成本过大,因此前期先研制了一套模拟现场乳制品CIP系统和收奶线的循环装置,对现场CIP系统以及管线系统清洗过程进行模拟,通过对CIP系统冲洗水pH、电导率的监测,实现对CIP牛奶管线的清洗清洁程度进行判断。
依据S乳制品厂CIP系统和收奶线现场实际连接情况和清洗流程,研制了一套实验室模拟循环装置,如图5所示。在模拟循环装置收奶线上原位电导率管线附近,设置一个采样点,对S乳制品厂CIP系统和收奶线的模拟循环装置中清洗水样进行采样,采样点通过管路与在线双数字电极测量装置连接,对清洗水pH和电导率同时监测,实现管线清洁程度的综合判断。
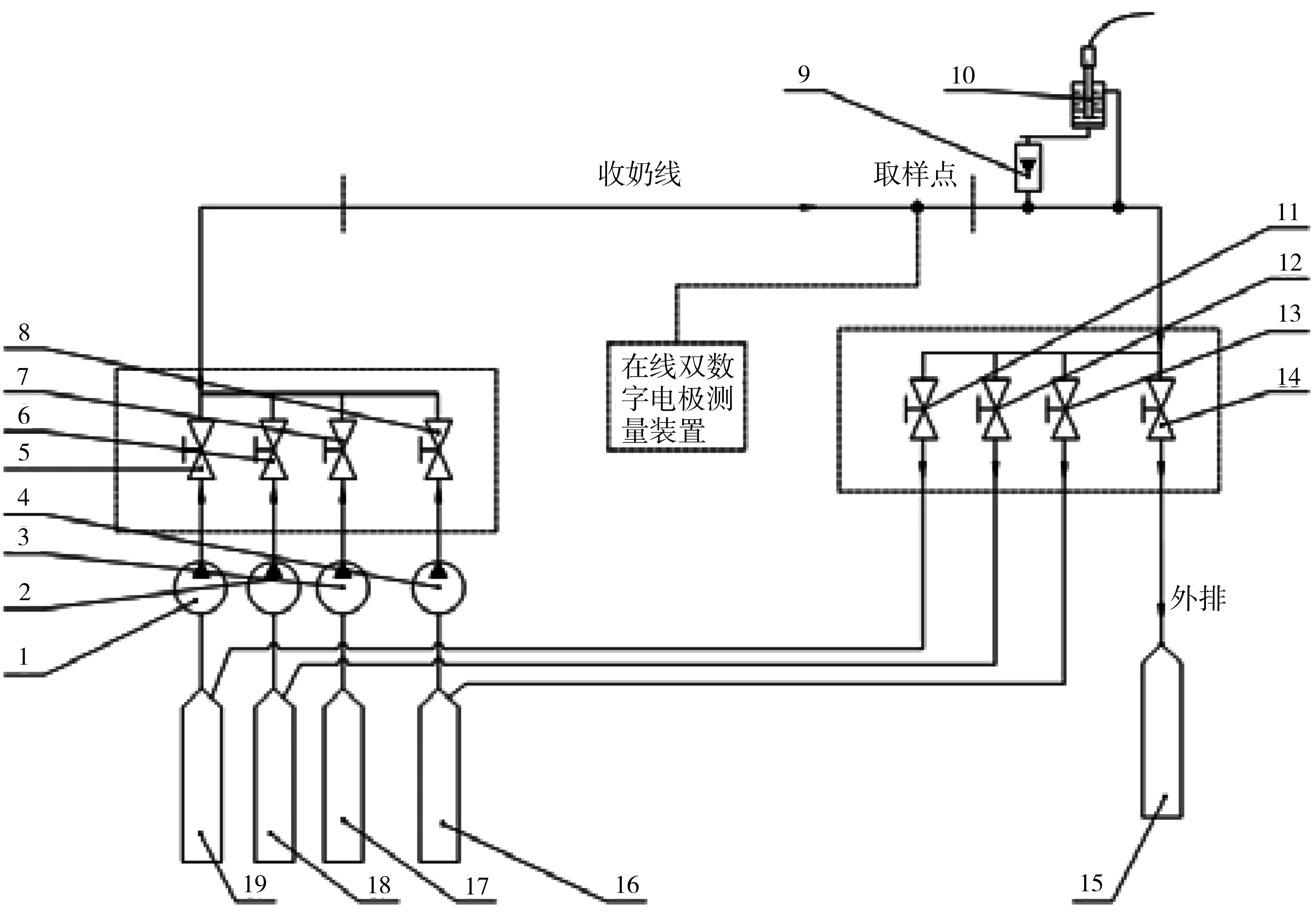
图5 CIP清洗系统和收奶线实验室模拟循环装置1.酸循环泵;2.碱循环泵;3.纯水泵;4.预冲洗泵;5.出口酸循环阀;6.出口碱循环阀;7.出口纯水阀;8.出口预冲洗阀;9.流量计;10.原位电导率;11.入口酸循环阀;12.入口碱循环阀;13.入口纯水阀;14.排污阀;15.废液收集罐;16.回水罐;17.纯水;18.碱罐;19.酸罐
依照S乳制品厂收奶线实际清洗流程在实验室模拟循环装置上依次进行预冲洗、碱循环、中间冲洗、酸循环、最终冲洗等清洗环节,图6所示为CIP系统和收奶线各清洗环节的原位电导率、在线双数字电极测量装置的pH和电导率变化趋势。
依据测量数据在某一时间段内测量数据方差的方法进行测量数据稳定性趋势的判断,按照公式(1)对数字pH1和pH2、数字电导率1和2、原位电导率测量值稳定性趋势进行判断,从而实现乳制品生产管线清洁程度的判断,如表2所示为中间冲洗和最终冲洗pH、电导数据每隔5min进行1次测量数据方差的计算结果,用来判断中间冲洗和最终冲洗时pH、电导稳定性趋势。
(1)
式中:
s2——测量数据方差;
xi——pH或电导率第i次测量数据;
n——数据数量。
依据pH关于时间的一阶导数可得到pH斜率的变化幅度,按照公式(2)对数字pH1、数字pH2进行计算,可得到图7 pH斜率变化曲线。
(2)
式中:
k—pH斜率变化;
pH—数字pH电极测量值;
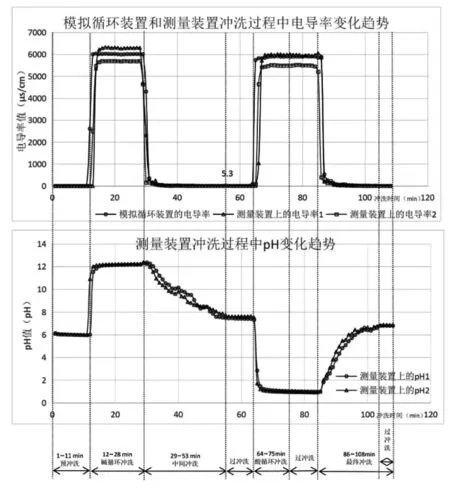
图6 模拟循环装置模拟循环装置和在线双数字电极测量装置监测的水质变化情况
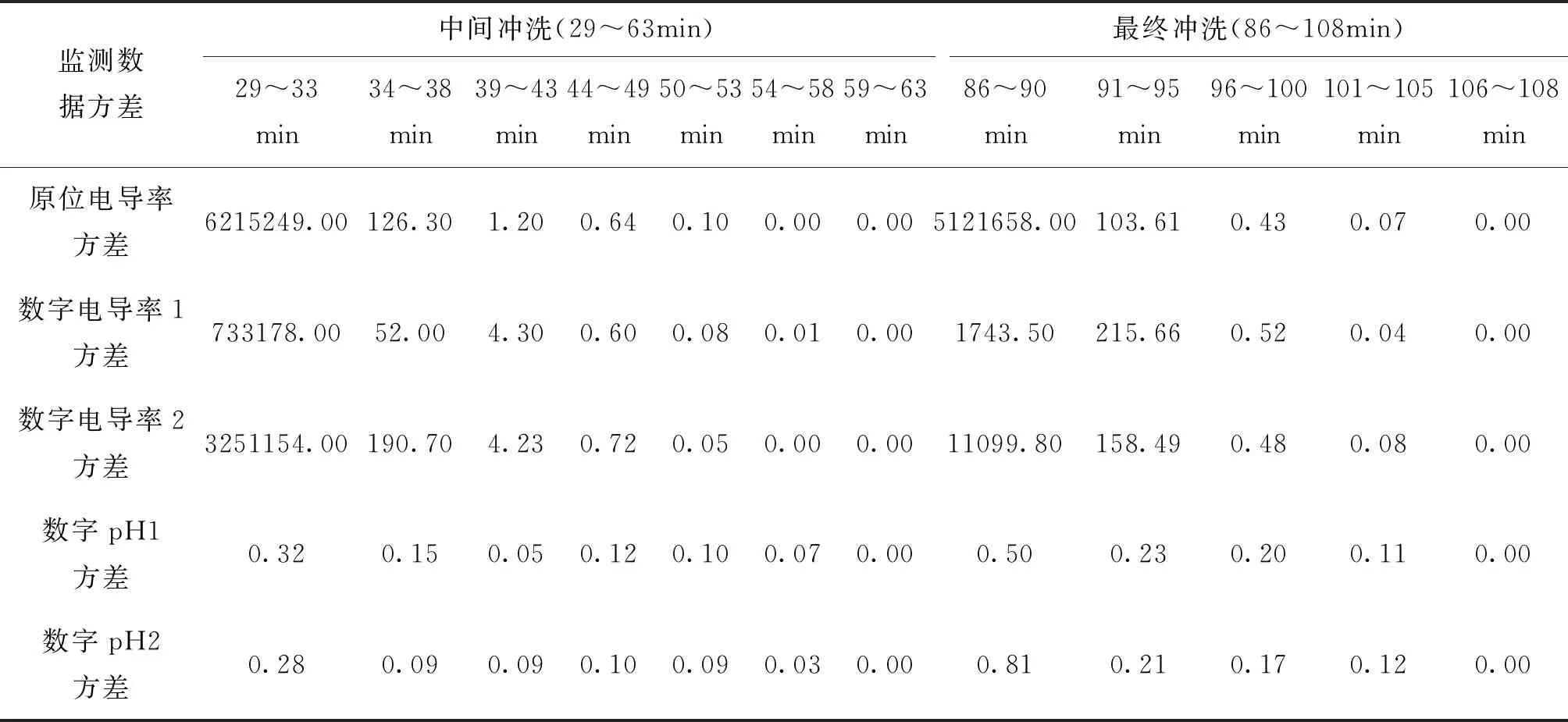
表2 国内S乳制品厂收奶线清洗流程
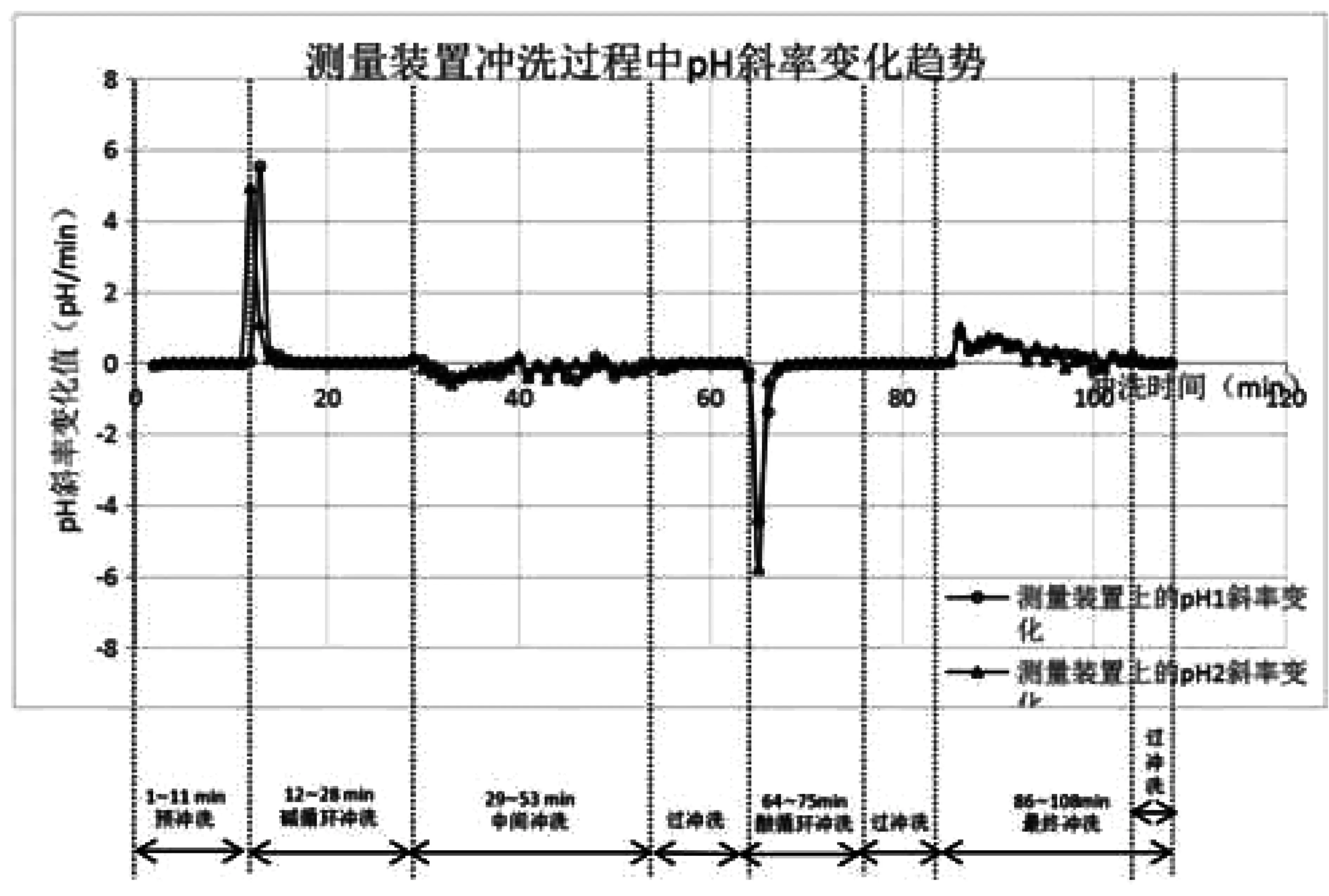
图7 pH斜率变化曲线
从表2清洗水数据变化稳定性趋势方差数据和图7 pH斜率变化可以看出,在乳制品CIP系统清洗过程中,清洗水电导率在50~53min开始低于5μs/cm且方差较小逐渐趋于稳定,并且pH处于6.5~8.0的区间、pH斜率变化趋于零,此时如果仍然仅依靠固定电导率作为监测依据结合系统预设固定冲洗时间(预设冲洗时间大于实际需要冲洗时间的情况下)进行清洗的话会存在严重浪费水的问题,即过冲洗;从表2也可以看出清洗水电导率在39~43min较快趋于稳定时,图6和图7中可看出此时清洗水的pH值还未稳定,中间冲洗步骤结束时有继续降低的趋势而且斜率变化逐渐趋于平缓,在最终冲洗步骤结束时有继续升高的趋势而且斜率变化逐渐趋于平缓,能较好地反映出清洗水pH变化规律和清洗水的清洁程度。上述结果可看出在线双数字电极测量装置可对生产管线清洁程度进行更加有效和灵敏的判断,在保证乳制品生产加工质量安全的前提下,达到生产过程节水、节能等目的。
5 在线双数字电极测量装置在线校准方法
在线双数字电极测量装置能够对收奶线等管路中清洗溶液或清洗水的pH、电导率进行在线测量,同时实现不停机校准。具体方法为:
方法一:在线双数字电极测量装置的前端流路中各设计一套在线电导率的标准溶液校准系统和在线pH的标准溶液校准系统,通过对这两套系统中测量和校准流路的切换,把标准溶液导入到在线双数字电极测量装置的pH和电导率测量系统流路中,对在线双数字电极测量装置的pH和电导率进行校准。
方法二:将在线双数字电极测量装置某个指标的数字电极拆除,将拆除的数字电极送到计量部门对其进行校正,校正后的数字传感器重新安装到在线双数字电极测量装置中,根据校准的数字电极对双传感器系统中的另一个数字电极进行验证和校准,从而实现数字电极的原位传递校准。
6 结语
针对目前乳制品厂CIP系统清洁程度判断问题和原位电导率校准困难的问题进行了研究,研制了一套模拟现场乳制品CIP系统及收奶线的循环装置和一套双数字电极测量装置,提供了一种采用同时测量冲洗水pH和电导率两种参数、综合判断管路清洁程度的测量系统及方法;而且,该双数字电极测量装置能够在CIP系统和乳制品管线不停机的情况下进行pH和电导率传感器的在线验证和校准,避免停机以进行传感器的拆卸,能够准确地判断清洗质量,为清洗流程精准化调整提供依据,可以节省电力、蒸汽和清洗水等物力的消耗,具有良好的应用前景和市场价值。
