铝制板翅式换热器芯体生产过程工艺改进
2021-12-04赵凯姜红霞芦柯京周文俊
赵凯 姜红霞 芦柯京 周文俊

摘要:铝制板翅式换热器产品的质量要求与可靠性要求都很高。其核心部件是芯体,芯体生产过程中的影响因素众多,工装设计的先进性、工艺编制的合理性对其一次钎焊成功率有着非常重要的影响。本文通过对钎焊压装工装、钎焊底板的重新设计及制作、芯体钎焊工艺的改进及清洗设备的改造,显著提高了芯体钎焊一次成功率,大幅提高了芯体的生产效率。
关键词:板翅式换热器 芯体 工艺改进 工装制作 设备改造
铝制板翅式换热器广泛应用于各种车辆、工程机械、航空航天、化工石油等领域,通过热交换为动力系统、传动装置提供冷却,保证装置的正常运行。铝制板翅式换热器一般由芯体和集流室构成。芯体是影响其性能优劣的关键部件。
一、铝制板翅式换热器芯体生产过程
铝制板翅式换热器芯体由翅片、封条、隔板等零件层层堆叠后经真空钎焊而成,其生产过程如图1所示,翅片、封条、隔板侧板等零件加工完成后,经清洗去掉零件表面的油脂、杂质等,按照图纸的需求一层层堆叠为需要的形状,然后进入真空钎焊炉经钎焊而成。通常采用真空钎焊一次合格率来衡量芯体加工的成功与否。
图1 芯体生产过程
二、铝制板翅式换热器芯体生产过程工艺改进
(一)概述
真空钎焊工序的钎焊一次合格率,除了与真空钎焊工艺密切相关外,前道工序中零件加工以及清洗和装配工艺也对其有巨大的影响。因此不仅要对钎焊工艺进行改进和创新,也要对前道各工序进行改进和创新。
(二)具体方案和措施
按照板翅式换热器芯体的生产过程,对其生产过程工艺的改进和创新的具体方案和措施如下:
1.芯体压装工装
引进半自动装配机替代原有的手工装配台,能够达到对芯体施加预紧力的效果。但是对芯体压紧力的精确调整还需要重新设计适合的工装来实现。原有工装存在如下不足之处:
1)需要采用穿拉杆进行固定的压装方式,使得拉杆拆卸不便;
2)弹簧为分体结构,调整下压量时芯体受力不均,造成芯体尺寸不规范。
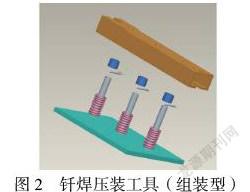
针对原有工装的不足之处,设计了新型组装型钎焊压装工装(组装型),在制作的过程中充分运用了钳工工艺,如划线、定位、打孔等。该压装工装具有如下优点:
1)能够自由组合,灵活度高(如图2所示);
图2 钎焊压装工具(组装型)
2)设有一体式弹簧装置,能够在钎焊过程中持续保证下压压力;
3)采用不锈钢方钢管以及钢板等分散型零部件组合型压装工具,相比整体式铸造底座及压板,整体重量明显减轻,减少钎焊过程的热容量;
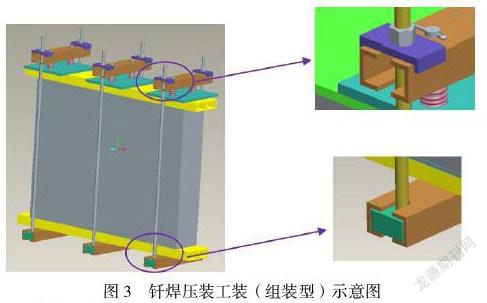
4)设计带有缺口的底板和顶部压装板,使拉杆能够方便拆卸,提高拆装效率(如图3所示)。
图3 钎焊压装工装(组装型)示意图
2.钎焊工装
因原工装过于厚重,影响炉内气氛、芯体均温性及升温速率,因此也设计了新型钎焊底板工装。在设计过程中对其受力进行分析,保证其结构的可靠性。
新工装采用不锈钢方管拼焊而成的框架结构,在制作的过程中对方管进行划线、切割,并根据计算结果对方管进行定位及拼焊。钎焊底板根据炉腔尺寸分为两半,方便芯体工件在其上的码放,并方便从两端炉门进炉,提高了灵活性。
3.充氮工艺
对真空钎焊工艺进行了创新性的改进,在钎焊过程中增加了充氮工序。
其原理是当真空炉内在一定的真空状态下持续稳定加热时,充入一定压力的氮气,可以使炉内的气体充分流动,提高热气体与工件的接触,使炉内的气体温度更加均匀,工件的受热也更加均匀,这样可以有效提高升温速率;同时充入一定压力的氮气后,可以带走炉内的脏污气体,使炉内的钎焊环境更加洁净,对钎焊十分有利。
增加充氮工序后,整个真空钎焊的时间可以大大缩短,常规工艺的钎焊时间基本上在8~9个小时甚至更长,在增加充氮工序后可以缩短到5~6个小时,大大提高钎焊效率。同时也使钎焊质量有了大幅提高,在所应用的某型散热器芯体中,真空钎焊一次合格率可以达到90%。
三、应用范围及改进效果
(一)应用范围
新的芯体生产工艺可以应用到各型号换热器的生产过程。当这些产品需要通过真空钎焊的工艺方法生产时,均可以采用新的芯体生产工艺,也可应用于冷板类产品的生产过程。
(二)改进效果
1.新型的芯体压装工装和压装工艺,有效减轻压装工具的重量和体积,减少了在真空钎焊炉内的热容量,有效减少钎焊时间;
2.新型的芯体压装工装,有效保证了在钎焊过程中对芯体的持续有效下压,保证芯体形状在受热状态下的稳定;
3.新型钎焊底板,解决了原有工装重量过大、搬运不便及钎焊过程中吸热量过大影响芯体均温性的问题。在真空钎焊工艺中,增加充氮工序,有效提高了真空钎焊炉内加热速率的提升,并同时提高工件的温度均匀性,对提高钎焊质量有了重大改善,并可以加快钎焊步骤,缩短钎焊时间,提高生产效率,但从真空钎焊工序,每钎焊一炉的生产用时就可以缩短3个小时;
综合以上芯体工艺的改进和创新,板翅式换热器芯体翅片零件加工的生产效率可以提高一倍,真空钎焊时间可以从原来的8~9个小时缩短为5~6個小时。
四、经济效益
目前该新型生产工艺已应用于多个产品的生产过程中。通过实际的生产过程比较,如某型芯体产品的生产效率从之前的271分钟/套提高到84分钟/套,芯体一次钎焊合格率也从旧炉状态的约78%提高到90%。在其它项目的换热器产品生产中加以推广,也能够大大提高生产效率,可以大大提高产能。
参考文献:
[1]洪松涛,林圣武.钎焊一本通 [M].上海:上海科学技术出版社,2014.
[2]季春锋.浅析铝合金板翅式散热器真空钎焊工艺[J].科技创新导报,2018 NO.04,112-113.
