CO管网流程优化及其仪表改造
2021-12-04秦瑞敏王代红
秦瑞敏,王代红
(兖矿鲁南化工有限公司,山东滕州 277527)
兖矿鲁南化工有限公司在对所有用于成本考核的物料流程进行全面排查时,查出醋酸一和醋酸二2个工段的CO总管互相连通,变压吸附工段与净化车间的CO均可供这2个工段使用。由于受管网流程设计缺陷的影响,无法统计出醋酸一和醋酸二2个工段各自消耗的CO流量,也无法计算出净化车间供醋酸二工段的CO流量及变压吸附工段供醋酸一工段的CO流量,同时变压吸附工段原压缩机出口CO流量表安装位置不合适,仪表指示不准,不能满足成本考核的需要。因此,必须对该CO气体的管道流程重新进行梳理优化,并根据目前仪表的运行状况对其进行彻底改造。
1 流程优化及仪表改造情况
将净化车间至醋酸二工段的CO管道提至醋酸一工段入口流量表之前,同时在变压吸附工段出口管道上增加1台流量表。由于醋酸一工段属于一家公司管理,醋酸二工段和变压吸附工段属于另外一家公司管理,考虑到2个公司相互供应的CO流量,为了维护双方的利益,方案改造时在醋酸一工段和醋酸二工段连通管上增加了2台CO双向流量表。改造后的CO气体流程简图见图1。
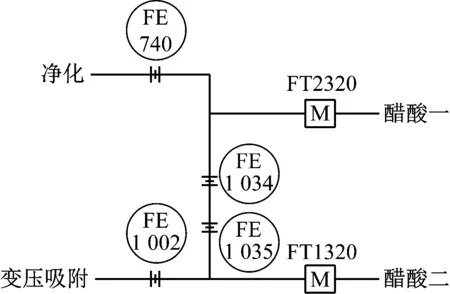
FE740、FE1034、FE1002、FE1035—孔板流量计;FT2320—涡街流量计;FT1320—质量流量计。
项目设计先后完成了数据表参数的确认,对改造和新增的仪表重新选型,由于原CO流量表均为E+H涡街流量计,仪表波动较大,测量不准,且公司内部不能自行校验,因此一次测量元件决定改用一体化孔板。其中,一次表差压变送器采用了美国原装进口的3095型质量流量计,温压补偿功能均在仪表本体完成,技术先进,误差较小。与此同时,工艺车间制订并完成了CO管网流程优化改造方案的审批工作,并对CO管道材料进行了确认。
利用系统停车机会完成了管网的流程优化及改造方案的实施工作,管道移位和仪表安装工作同步进行。由于CO管道内测量介质压力较高,考虑到介质的特殊性,必须对管道焊接质量进行严格检测,以确保管道投用后的安全。公司先后组织对CO管道焊接进行了3次射线探伤(RT)拍片检测,最终符合焊接二级质量要求。焊缝合格后通入N2检验管道,检查无漏点,通入CO后整个管网压力可稳定在3.25 MPa。管道气密性合格后对新增仪表进行了安装与调试组态。采用兆欧表进行控制室与现场校线,测量通信线的通断,将导线与设备断开,用500 V兆欧表测绝缘电阻,绝缘电阻均大于50 MΩ,绝缘符合要求,现场检查仪表正常后进行接线,控制室送电并观察仪表运行状况。3095型质量流量计需要在控制室进行组态,输入仪表位号、量程、实时温度、压力、密度等进行开方计算,然后下装,软件即可自动计算出仪表的瞬时量、累积量,以及报表[1-4]。随后仪表投入试运行,当年底完成管网及仪表的消缺和验收工作。
2 改造效果
CO总管改造后CO流量表的配备率增加到了100%,仪表准确率达到100%,仪表的配备率和准确率等级均符合国家标准GB 17167—2006《用能单位能源计量器具配备和管理通则》的要求,同时CO物料不平衡率降到了5%以下。2020年1月—5月平均不平衡率为4.85%,仪表之间的偏差较小。变压吸附、醋酸一和醋酸二工段不仅实现了单独计量,解决了一期和二期CO流量交叉核算的问题,更有利于整个CO管网的压力调节。根据净化车间和变压吸附工段出口CO流量表的数据指示,一期和二期互相供应的2台CO流量表工作正常。以醋酸车间CO消耗体积流量降低5 m3/h、1年按300 d、醋酸平均日产量900 t计算,每年可节约资金135万元。通过对改造后的流量表数据趋势分析,公司修改了变压吸附工段CO消耗煤气指标。
由于现场介质的腐蚀性,CO管道材质需采用不锈钢管无缝钢管,改造使用的材料包括截止阀、连通阀、调节阀、弯头、法兰及管道均是车间内部库存,没有购置新的材料和设备,仅花费施工和管道检测费用,节约了大量资金。由于改造后的仪表节流件大多采用了标准孔板,因此仪表的维护成本较低。
3 结语
CO管网流程的优化和仪表改造方案的顺利实施不但解决了CO长期数据不准的问题,实现了醋酸车间和变压吸附工段的单独核算,而且使操作人员能够及时观察、调节CO气量,并根据气量调节变压吸附工段和净化车间的生产负荷,对降低CO消耗及对标工作的开展做出了应有的努力,达到了预期的目的。
新的物料流程和流量表的投入使用,不但提供了准确的数据,而且也做到及时控制和减少CO等气体的放空量,不仅节约了大量的能源,而且减少了环境污染,为低碳经济的发展做出贡献。