模糊PID控制在塑料挤出机中的应用研究进展
2021-12-04徐秀英
徐秀英
(鄂尔多斯职业学院,内蒙古 鄂尔多斯 017000)
模糊比例积分微分(PID)控制通过控制经验和系统的专家背景知识的学习,设计智能温控系统,可实时整定PID参数,既不依赖控制对象的数学模型,还具备PID控制良好的稳态精度[1-3],达到超调量小、调节周期短、稳定性高的目的,温度偏差绝对值变化小,温度波动范围缩小。将模糊PID控制方法应用在塑料挤出机温度控制中,利用模糊控制规则实现PID参数的在线自整定,将模糊化后的信号作为模糊规则输入,可提高温度控制精度。本文综述了模糊PID控制技术研究进展及在塑料挤出机温度控制中的应用。
1 模糊PID控制技术研究进展
模糊控制利用模糊逻辑并根据模糊规则对PID参数实时优化。控制器分为两个部分,PID控制器和模糊控制器,见图1,由设定目标值和实际测量值可以得到控制量的误差(E),再由E得到误差变化率(Ec),将Ec输送到模糊控制器中,模糊控制器利用模糊规则表对PID参数进行自适应调整,进而获得最佳的PID控制参数。PID控制通过找出PID的三个参数和E以及Ec之间的模糊关系不断检测其之间的变化,根据事先制定好的模糊控制规则进行在线调整,满足不同E和Ec对参数的不同控制要求。模糊PID技术被大量应用在各领域[4-12],在焦炉温度控制、烤烟房、包装机热封、水泥生产、火电厂、电梯、中央空调、油钻机、燃气轮机、无人机、汽车技术、轨道交通、制浆造纸、冷轧板生产等均有应用。
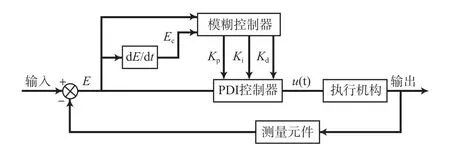
图1 模糊控制技术原理示意Fig.1 Technical principle of fuzzy control
为了能够消除传统PID控制存在的稳态误差,陈晓磊等[13-15]利用模糊控制与PID控制互补性强的优点,设计了模糊-PID复合控制器。该方法利用了模糊控制提高升温速率和PID控制可以消除稳态误差的功能,在温度偏差较大时采用模糊控制保证升温速率,当温度接近设定值时,采用PID控制避免超调过高或者稳态误差过大。与常规PID控制相比,模糊PID控制具有设计简单,升温快,抗干扰能力强的优势。特别是大量应用在塑料挤出机的温度控制上,较好地起到了提升产品质量的作用。在塑料挤出机中,不仅需要对挤出时间进行精确控制,还需要在操作参数改变时,常规PID无法达到这些控制精度要求,必须借助于模糊PID控制技术来实现。王子剑等[16]提出了基于模糊控制的螺杆挤出机温度控制系统设计, 以螺杆挤出机温控系统的扰动多、非线性、时变以及大滞后的特性,研究得到了智能化的控制算法,对于现场无法充分预料的情况,这种温度控制系统能够发挥重要的作用。使用ZigBee无线传感技术可实现温度监控的远程操作,提升检测效率和水平。对远程无线温度控制系统的硬件系统进行了设计,对CC2430型射频主控芯片的外围电路、温度传感电路以及温度控制电路进行设计。针对螺杆挤出机温度控制系统进行实例分析,结果表明,使用常规PID控制器,在阶跃信号和脉冲干扰信号作用下,系统超调量和稳定时间不能够满足螺杆挤出机温度控制的要求。与常规PID控制器相比,使用模糊PID控制器的超调量和稳定时间明显增强。以聚酰胺6/CaCl2复合材料挤出为例,分别使用常规PID控制算法和模糊控制算法进行对比分析,研究温度控制精度对产品成型质量的影响。与常规PID控制算法相比,在模糊控制算法下,三种产品(温度设置分别为240,260,280 ℃)的缺口冲击强度合格率、弯曲应力合格率、断裂伸长率合格率、拉伸强度合格率分别提高了6.87%,8.67%,9.33%,8.77%。
李森[17]针对双螺杆挤出机温度控制系统通常存在大扰动、非线性以及滞后性等特点,提出了一种基于模糊神经网络PID控制的温度控制方法,对于现场无法充分预估的情况,该控制方法能够根据具体情况对PID参数进行适当调整。首先,介绍了双螺杆挤出机温度采集与控制系统组成,将模糊控制理论、神经网络控制与常规PID控制相结合,利用模糊控制和神经网络对PID参数实现在线实时调整。然后,将模糊神经网络PID控制与常规PID和模糊PID控制进行仿真对比,模糊神经网络PID控制对螺杆机温度控制效果更佳,采用该控制方法可以极大提高产品合格率。
模糊PID技术在20世纪90年代得到飞速发展,最早应用于日本的地铁控制系统预测。美国将模糊PID控制引向神经网络,并且应用在航天控制系统。随着计算机技术的发展,人工神经网络学习广泛应用于模糊PID技术,张凌云[18]在塑料挤出机控制系统中,控制器采用的是模糊神经网络结构,控制器的输入为温度偏差和温度偏差变化,经过模糊神经网络识别后输出为一个控制量,控制量经过数据转换后得到需要提升的温度,输入给料筒加热系统控制器,完成对料筒温度的控制,在一定的采样周期内通过温度传感器不断采集料筒的当前温度,然后与加热塑料所需的目标温度对比后再次经过已经训练好的模糊神经网络,重新调整控制参数,直到达到预定的加热温度。蒋正炎[19]以常用的电容传感器测量塑料薄膜厚度为例,介绍了薄膜厚度测量的工作原理,建立了模糊神经网络算法模型,并对模糊神经网络PID控制器的工作流程进行了设计,利用 Matlab仿真软件对比了模糊神经网络算法和常规PID算法的输出曲线,并结合实验验证了仿真的可行性与模糊神经网络PID算法的优越性。雷莹[20]设计了一种基于径向基函数(RBF)神经网络的自适应吹膜机塑料薄膜张力控制方法。结果表明:RBF神经网络的张力控制方法能够适应参数多变的复杂系统,塑料薄膜收卷张力更加稳定,提升了薄膜质量和生产效率。王楠[21]提出了一种基于模糊神经网络PID的厚度智能控制方法,将常规PID控制、模糊控制理论以及神经网络算法相结合,通过模糊神经网络实现常规PID参数的自适应在线调整,以提高薄膜厚度控制系统的自适应能力。结果表明:基于模糊神经网络PID的塑料薄膜厚度控制系统具有稳定性好、响应速度快等优点,同时具有一定的抗干扰能力。
2 模糊PID控制技术在塑料挤出机温度控制中的应用
塑料挤出机是利用塑料的物理特性,将物料加热成熔融状态,再经过模具成型冷却最终加工成具有一定形状的塑料制品。挤出机控制系统要求稳定性高、抗干扰能力强。挤出机控制系统硬件主要由触摸屏、接触器、变压器、热电偶温度传感器、行程开关、按钮开关等组成[1-4]。塑料挤出机主要由下料斗、加热料筒、螺杆以及挤出机头等组成。挤出机在运转过程中,塑料颗粒在螺杆的带动下将物料从下料斗传送到加热料筒中,将塑料颗粒融化成流体状态。料筒内部通常有多个加热温度区域,各加热区域设定不同的温度。挤出机主螺杆启动后,螺杆在设定转速下,通过旋转对料筒内部的物料进行搅拌、剪切、塑化,并不断向前运动,最后通过挤出机的机头挤出并通过口模成型输出成品。塑料挤出机在工作过程中,首先需要对料筒进行加热,当筒体温度达到设定温度时,依次启动润滑油泵、冷却泵、主电机、加料等设备。温度对塑料性质影响很大,影响塑料的熔融状态和挤出状态,对成品质量影响很大,温度过高会出现气泡或者结焦,因此温度是塑料挤出机的关键工艺控制指标。
闫兵等[8]提出了非线性PID控制方法。该方法将常规PID中的比例、积分、微分系数用非线性函数来表示,根据不同环节系统对系数的要求不同来改变函数的因子。对于给定输入和反馈输入通道加入跟踪微分器,平滑输入信号,并对反馈信号进行滤波。结果表明,与常规PID控制相比,该控制方法可消除超调,缩短调节时间。模糊控制是智能控制的分支,余鹏程[22]发现,在塑料挤出的生产过程中,挤出温度控制效果会影响挤出制品的质量,提出一种分段引入积分环节的模糊PID控制方法,能够有效解决常规PID控制器和简单的模糊控制器在塑料挤出机温度控制过程中存在的弊端问题。在研究隶属函数和论域之间的管制后,结合论域分层的控制思想,设计了具有等比间距隶属函数的模糊控制器。该模糊控制器是对常规模糊控制器的一种改进,经过实践证明,该模糊控制器具有一定的可行性和有效性,较常规PID控制器更智能化,对挤出机的温度控制更精准,波动幅度小,成品质量更稳定。
司志泽等[23]通过分析铜铝电线电缆生产中塑料挤出机温度控制的重要性,提出电磁加热来替代电阻丝加热的方法,对比了电磁加热与电阻丝加热的优缺点,提出电磁加热的具体结构制造。在温度控制器的设计中提出了采用模糊PID控制来替代常规PID控制,通过仿真分析,得出模糊PID控制的速度及鲁棒性极大提高。
张永胜[24]设计了一种基于可编程控制器(PLC)和触摸屏相结合的塑料挤出机温度智能控制系统。研究了塑料的温度特性,在此基础上设计了以PLC为控制核心的硬件系统,采用热电偶传感器采集温度信号并经过变送器将信号传送到控制器中,采用模糊PID控制算法实现温度控制的闭环自适应控制。结果表明,设计的温度控制系统可将温度误差控制在±1.5 ℃;该控制系统可以有效地提高系统温度控制精度,对于提高塑料制品质量具有重要作用。
刘丹[25]介绍了塑料挤出机基本组成结构和PID控制器温度控制原理,该系统采用分段温控方式,将增量式PID控制算法与智能控制结合,提出一种模糊自适应PID控制方法,该方法能够提高PID参数自适应性,实现更好的控制效果。分别对塑料挤出机温控系统的硬件和软件设计进行分析,设计了一种更具开放性、智能性的温控系统。智能控制系统类似专家系统能够根据被控操作参数及外界环境中读入的信息进行选择、存储和智慧学习,不断循环使控制系统的功能更完善,对被控目标及外界环境条件有更强的适应性,同时可以参考控制目标要求进行专家系统组织和决策,具有更灵活的兼容性、鲁棒性。
黄红兵[26]]以塑料挤出机料筒温度控制系统为核心研究内容,在分析系统各项性能指标的基础上,重点对挤出机温度控制算法进行研究。同时对控制系统硬件、软件进行设计,最终目标是实现控制算法在挤出机上的应用,提高料筒温度的控制精度和系统稳定性。分析了塑料挤出机工艺流程和工作原理,设计了挤出机温度控制系统总体方案。采用阶跃响应曲线辨识法获取系统模型参数,建立料筒温度控制系统数学模型。利用Matlab/Simulink软件对常规PID控制方法与模糊PID控制策略进行仿真,针对常规PID控制参数难以整定、超调量过大、调节时间长的问题,设计了模糊PID仿真模型,通过仿真分析看出,模糊PID控制方法控制精度更高,且在系统存在扰动的情况下具备一定的抗干扰能力。
张还[27]开发了一种基于可编程控制器S7-300和CD 901型智能温控表组成的塑料挤出机温度控制系统,介绍了该控制系统的总体结构、硬件配置。利用CP340通信模块,S7-300 PLC可与智能温控表进行双向、高速的串行通信,实现对其读写控制。PLC作为控制核心,通过扩展通信模块与智能温度控制表进行RS-485串行通信。
3 结语
模糊PID控制技术利用模糊逻辑并根据模糊规则对PID参数实时优化。根据事先制定好的模糊控制规则来进行在线调整,满足不同E和Ec对参数的不同控制要求。模糊PID被大量应用在各领域,特别是大量应用在塑料挤出机的温度控制上。使用模糊PID控制技术对常规控制器进行改进,与常规的PID控制技术相比,能够较好地模拟专家系统,更智能化,对挤出机的温度控制更精准,波动幅度更小,成品质量更稳定。
