基于三菱FX3U PLC切线机控制系统设计 Design of Cutting Machine Control System Based on Mitsubishi FX3U PLC
2021-11-30蒋玮JIANGWei
蒋玮 JIANG Wei








摘要: 本文针对切线机工艺要求,选用了三菱FX3U PLC、台达DOP-107BV触摸屏与台达伺服控制器ASD-B2等设备,进行压辊、送料、压线、定位、打点、切断等系统功能设计,整个系统可以实现切线机的工艺参数设置、手动控制、自动控制等功能。
Abstract: According to the process requirements of the tangent machine, Mitsubishi FX3U PLC, Delta dop-107bv touch screen and Delta servo controller ASD-B2 are selected to design the system functions such as roller pressing, feeding, line pressing, positioning, dotting and cutting. The whole system can realize the process parameter setting, manual control, automatic control and other functions of the tangent machine.
关键词: 三菱FX3U;台达DOP-107BV;控制系统
Key words: Mitsubishi FX3U;Delta DOP-107BV;control system
中图分类号:TG659 文献标识码:A 文章编号:1674-957X(2021)22-0222-04
0 引言
根据某金属片生产企业对某产品的金属片生产精度要求,在金属材料的剪切加工过程中,需要定长切断,误差控制在0.1mm,当长度达到设定值时,通过压紧机构固定打点后切断,当切料的数量达到设定的总次数时,设备自动停止运行。对于这样的控制要求,传统的步件电机无法达到这样的精度。针对以上的要求设计一种基于三菱FX3U可编程控制器、台达DOP-107BV触摸屏与台达伺服电机等设备组成的自动切线机,本文主要研究设计的是一种金属片切线机的控制系统部分。
1 切线机电气系统的总体设计
1.1 切线机主要生产工艺
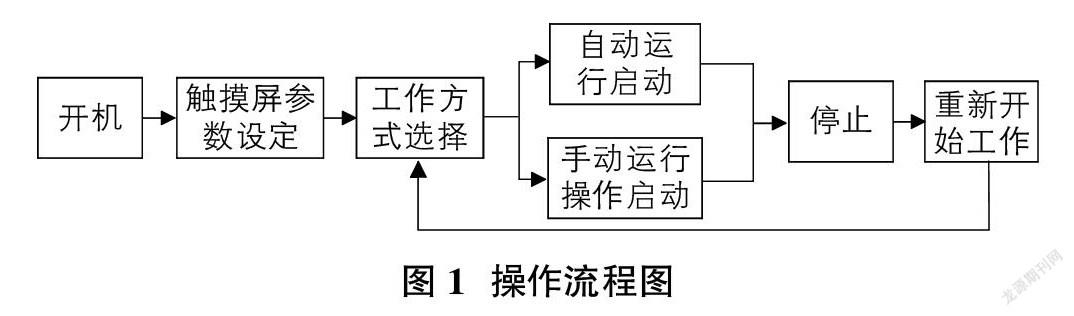
本文设计的自动切线机的操作流程如图1所示,系统开机后,首先就是在触摸屏上面设置送料长度、送料速度、以及切断条数等参数,然后选择工作方式;如果选择的是自动运行的方式,将自动按照触摸屏的参数设置进行送料-压紧打点-切断的顺序工作,完成切断条数后停止,为下次工作做准备;如为手动操作方式,可以手动压紧打点,切断等操作。
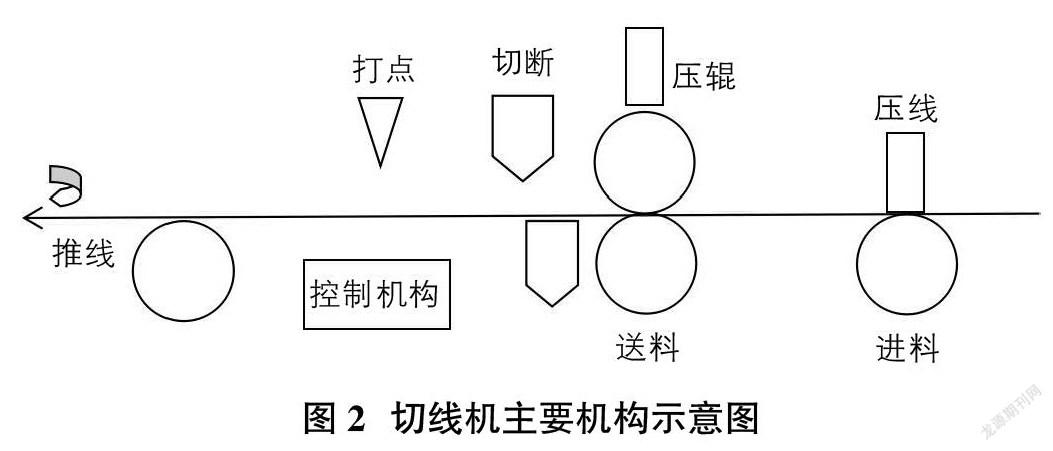
切线机主要机构有控制机构(可编程控制器、触摸屏)、进料送料机构、打点机构和切断推线机构四部分组成,如图2。
①控制机构是采集各传感器信息,并发出各种控制动作的控制大脑。
②压线送料机构把金属片送进切线机送料,供后面机构进行打点与切断,如图2。它有两个橡胶辊组成:上辊是从动辊,固定在支架上面,支架上面安装了弹簧可以改变两辊之间的压力,下辊固定在机架上面,它是主动辊,由伺服电机驱动工作,上下辊之间的压力使金属片随主动辊的旋转而达到送料的目的。
③打点机构与切断推料机构主要由气动系统完成,其中打点机构根据不同的生产工艺要求完成打点穿孔。切断推料机构用以切断金属片,并在切完后自动推开切下的金属片。切断刀片通过气缸动作来完成切断动作,这一动作也作为切断次数的计数依据。
1.2 电气系统主要器件
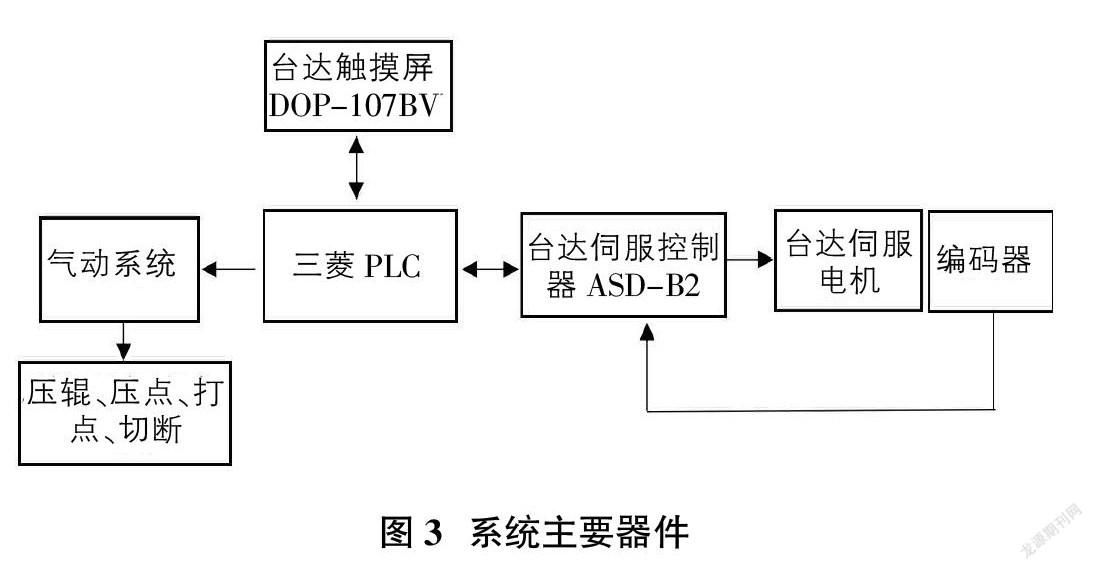
本次设计的金属切线机电气系统由台达工业嵌入式触摸屏(HMI)DOP-107BV、三菱FX3U系列PLC、台达ASDA-B2伺服控制系统(控制器、电机和编码器)、以及气动控制系统(切断、打点)组成,如图3。
2 切线机电气系统的硬件设计
2.1 PLC选型
由于本控制系统需要一个与触摸屏连接的通讯口,并要求有7点以上的输出口,且输出口应具有控制伺服电机高速脉冲发射能力。因此选择通讯速度快、可靠性高的三菱FX3U-16MT型PLC,该PLC晶体管输出,有8点输入和8点输出,满足该系统控制要求。
2.2 触摸屏选型
触摸屏可选择的余地较大,主要考虑性价比和可靠性,因此选择国产台达的DOP-107BV触摸屏,它具有7英寸的屏幕,二个支持RS232通讯的COM口,可以满足设备的要求。
2.3 伺服系统选型
伺服系统需要对伺服控制器、伺服电机进行选型,根据计算以及经验法选择EMCAC20807ES作为本系统的伺服电机,该电机额定输出功率750W,额定电压220V,额定转速3000r/min,满足系统要求。选择ASD-B2-0721-B作为伺服控制器,该控制器额定输出功率750W,额定电压220V,支持控制EMCAC20807ES电机。
2.4 切线机控制系统电源电路
切线机控制系统电路如图4所示。电源总开关DF控制整个控制系统的电源通断,伺服控制器、可编程控制器、台达触摸屏、开关电源均用220V交流电供电,开关电源负责整个系统的直流24V供电。按钮SB2是控制伺服控制器电源接通按钮,按钮SB1是伺服控制器电源切断按钮。伺服器驱动器的27号接线端子與开关电源的24V负极相连,伺服驱动器的28号接线端子先与KA6继电器的线圈相连,后经过继电器线圈与开关电源的24V正极连接。当伺服控制器电路出现故障时,KA6继电器线圈得电,其常闭触点断开,切断KM1线圈电源,后切断伺服控制器的主电源,对伺服控制器起到保护作用。
2.5 PLC接线图
PLC的接线图如图5所示,台达触摸屏与三菱PLC通过COM口连接通讯,通过触摸屏实现设备的手动、自动、起动、停止等控制命令,通过触摸屏设置打点的个数、加工长度、加工数量等功能。输出Y2-Y6分别与五个中间继电器KA1-KA5的线圈相连,控制切线机压辊、压线、切断、打点、推料等功能。Y0和Y1分别控制伺服电机的正反转,伺服电机接在伺服控制器的U、V、W这个接口,编码器信号线连接到CN2接口。
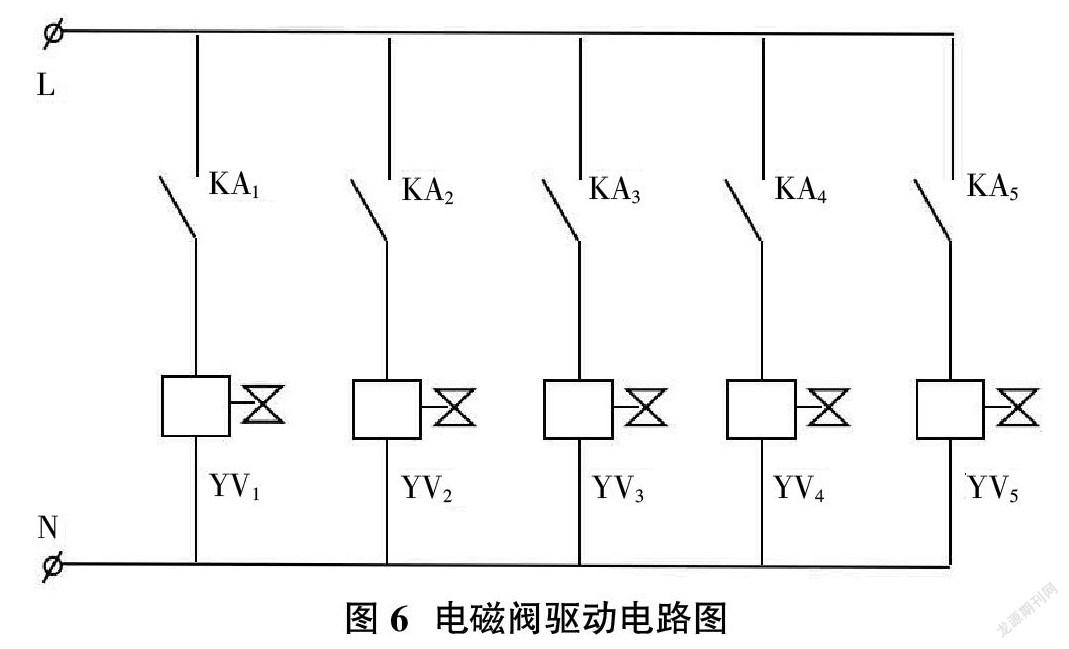
2.6 电磁阀驱动电路
电磁阀驱动电路如图6所示,每个电磁阀都采用220V電压供电,KA1-KA5分别控制YV1(打点)、YV2(切线)、YV3(压辊)、YV4(压线)、YV5(推料)。
3 切线机控制系统的软件设计
切线机的软件设计主要包括I/O表、触摸屏与PLC的参数定义、触摸屏画面设计、PLC程序设计等等。
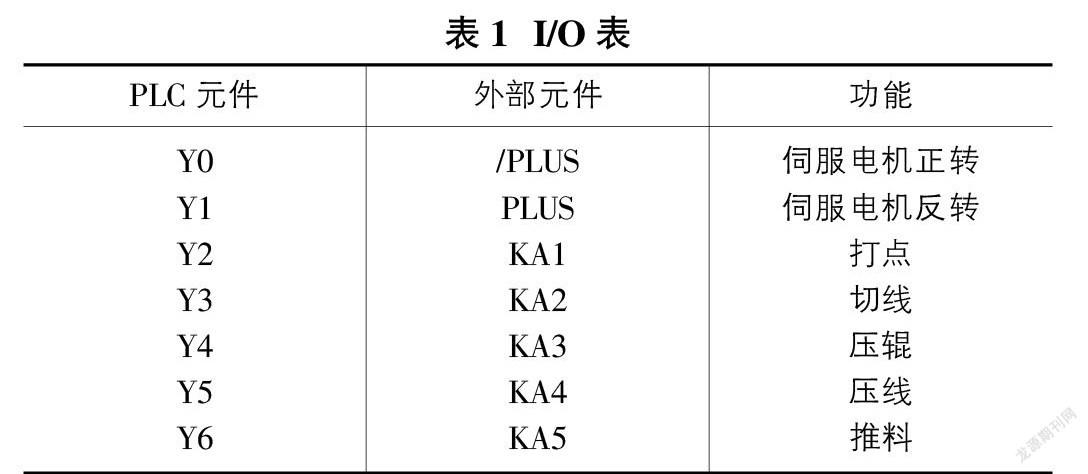
3.1 I/O表
I/O表见表1,总共7点的输出。
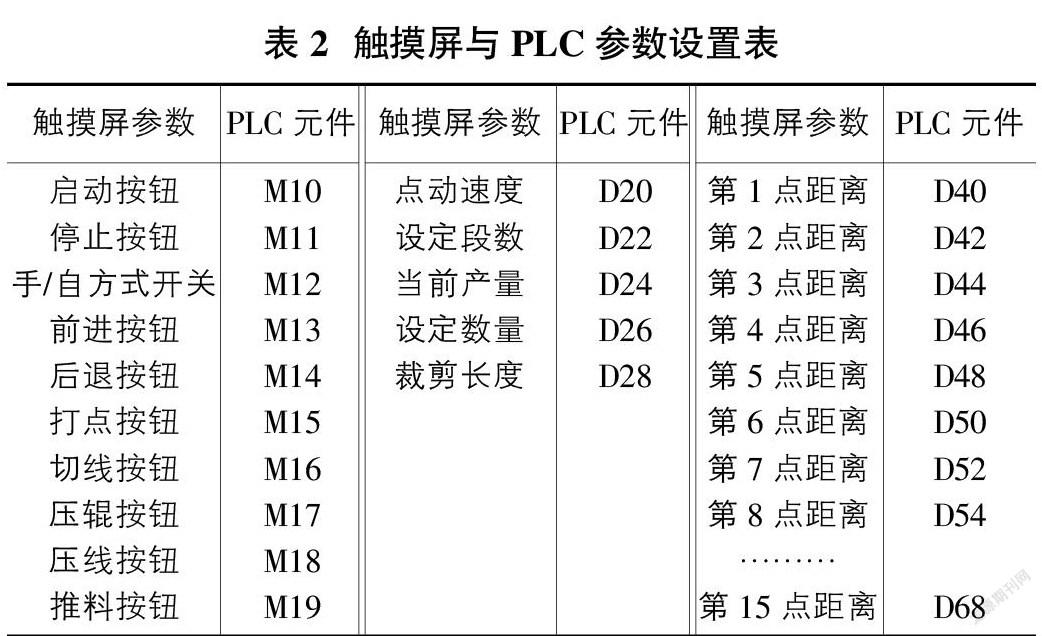
3.2 触摸屏与PLC参数设置
台达DOP-107BV触摸屏非常方便的能与三菱PLC通讯连接,而且功能强大,通讯设置非常简单。与PLC一起使用的时候要定义好通讯参数,以及组态画面参数,这样两者才能交换数据,配合一起工作。表2就是触摸屏与PLC需要设置的参数。
3.3 台达触摸屏组态画面设计
台达触摸屏组态画面主要设计如下功能:通信方式选择、工作方式选择、工艺参数设置、PLC与触摸屏通讯参数设置。
3.3.1 触摸屏通讯参数设置
打开台达触摸屏组态软件第一步设置连接参数,如图7先选择好通讯口COM2,然后在连接设备制造商这里选择三菱,系列选项选择FX3U系列,其他选择参数默认。
3.3.2 台达触摸屏主画面及监控画面
触摸屏系统通电起动完成后,首先显示此画面,如图8所示,当前产量显示的是指已经切好的产品数量;设定数量是指本次开机需要加工产品的总数;设定段数是指打点的次数加1次。例如段数是4,1到3的打点距离设置有效,后面的位置无效。裁剪长度是指金属片加工的总长度(精度为0.1mm)。自动/手动选择开关指向左侧,程序执行自动程序,开关指向右侧程序进入手动程序。起动按钮是自动方式模式下自动程序的开启按钮;停止按钮可实现自动程序的紧急停车。
3.3.3 打点距离设置组态画面
由于工艺需要打点距离最多可以设置15个点,见图9,为保证打点位置的精准,设置打点距离的长度单位为0.1mm。假设一条金属片需要打3个点,1-3点的距离位置分别为:300、600和900,由于单位长度是0.1mm,因此分别在50mm、60mm、90mm处打点。
3.3.4 手动操作组态画面
手动操作画面见图10,只有在主画面的自动/手动切换开关打到手动状态画面中的按钮才有效,手动状态主要用于设备调试、设备检修、以及某些特殊加工需求。可以点动控制切线机前进、后退、推料、打点、切断、压辊、压线等动作,还可以调节切线机走料的点动速度,调节范围(0-100%),一般情况下默认设置25%。
3.4 PLC控制程序设计
3.4.1总流程图
切线机程序主要分成三部分程序,分别是初始化程序、手动程序、以及自动程序。初始化程序在PLC上电瞬间(M8002)、手动程序执行完毕、自动程序执行完毕对相关数据寄存器、状态寄存器以及输出继电器进行程序复位。他们三者之间的关系如图11所示。
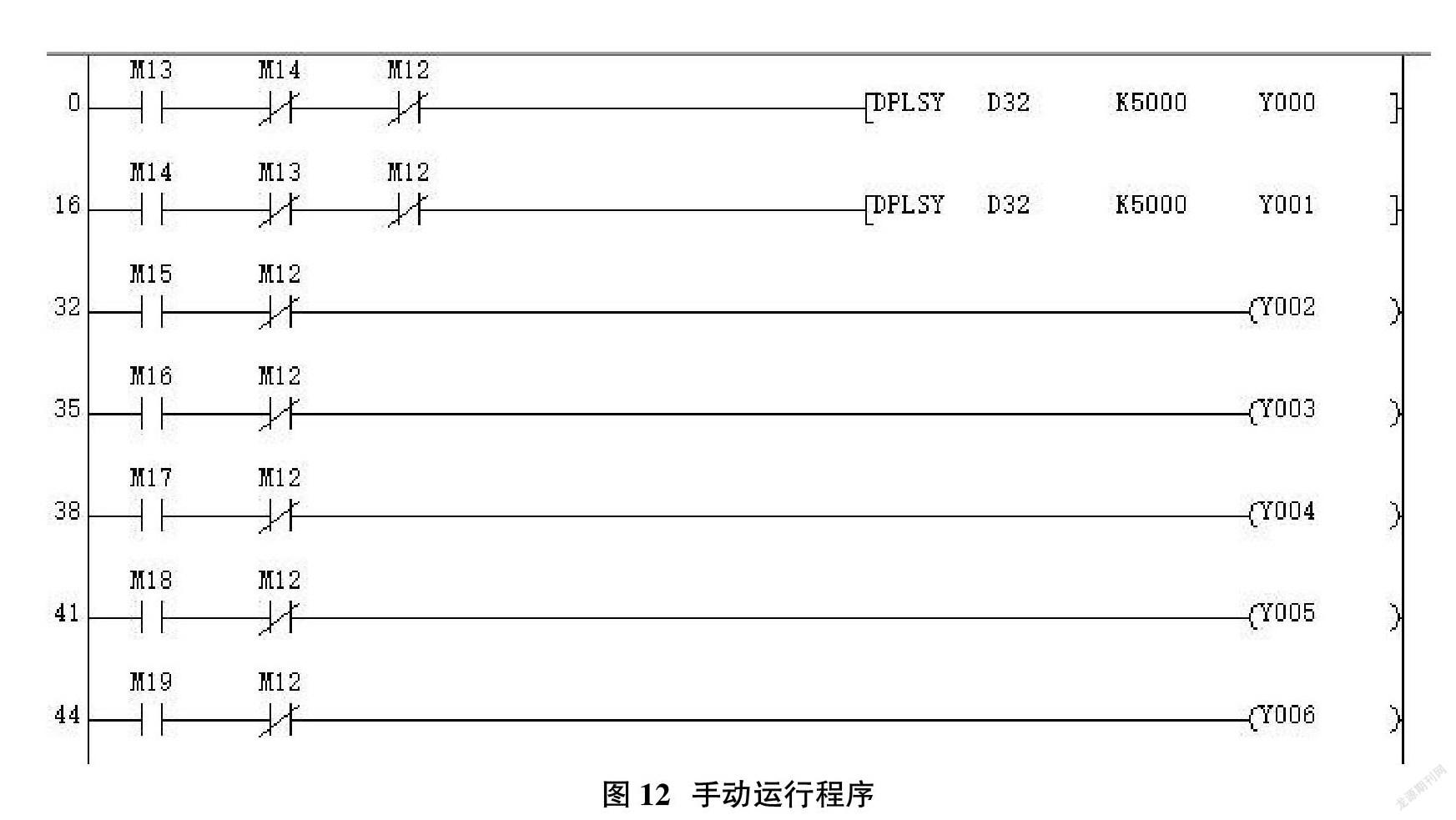
3.4.2 手动运行程序
图12为手动运行程序,手动程序均为点动操作。当触摸屏的手动/自动运行开关打到手动位置时M12常闭触点接通,手动运行程序有效。M13、M14这两个常开触点分别与触摸屏的前进按钮和后退按钮相连,但前进按钮按下时,M13开触点接通,YO在高速脉冲指令DPLSR的作用下发出正传脉冲,发送的频率快慢由D32里面的数据决定,输出脉冲数为固定值5000(电机旋转半圈)。M15-M19分别控制Y2-Y6进行推料、打点、切断等动作。
3.4.3 自动运行程序
自动运行程序由触摸屏的起动按钮控制运行,按下起动按钮首先压辊、切料机构动作,使加工金属片进入绝对零位(如没在零位,重复切料动作),后伺服电机正转进料,到达第一个打点位置压线机构动作后打点,到达第二个打点位置打点……,到达剪裁长度切断,不断循环。流程图如图13所示。
4 结束语
本文提出的控制方法通过台达触摸屏设计了简单易懂的操作画面,实现过程控制监控可视化;结合三菱PLC控制器,通过编程计算完成打点与切线位置的数据处理;叠加使用台达ASD-B2伺服控制器与ECMA伺服电机组成的半闭环控制系统可以精准的控制走料长度;取得了良好的控制效果。证明了在切线机系统中采用可编程控制器+人机界面+伺服电机的方式可以实现可靠的精度控制,而且操作简单、性价比优良。
参考文献:
[1]梁楚华.一种钢丝自动校直切断机切断与长度控制机构[J].机械工艺师,2001(7):26-27.
[2]李英波,谢方,王志新,等.高速自动校直切断机控制系统设计[J].制造业自动化,2000(3):47-48.
[3]徐青峰.基于PLC技术的破碎机自控系统研究设计[J].机电工程技术,2018,47(11):57-59.
[4]王永红.基于PLC的智能窗控制系统设计[J].机电工程技术2018,47(05):136-137.
猜你喜欢
杂志排行

内燃机与配件的其它文章
- 纯电动汽车坡道起步防溜系统及控制策略的研究 Research on the Anti-Slip System and Anti-Slip Control Strategy of Pure Elect
- 气缸套网格状激光淬火机床设计 Design of Grid Laser Quenching Machine Tool for Cylinder Liner
- Arduino在汽车CAN通讯中的应用研究 Research on the Application of Arduino in Automobile CAN Communication
- 内燃机零部件结构设计及应用研究 Structural Design and Application Study of Internal Combustion Engine Components
- 汽车智能熄灯保护系统的开发 Development of Intelligent Lights-off Protection System for Automobile
- 基于Workbench的炭罐电磁阀流量特性分析与优化 Analysis and Optimization of Canister Purge Valve Flow Characteristics Based on Workbench