聚丙烯热收缩带补口施工方法及工艺研究
2021-11-29李佳铮彭爱民
李佳铮 吴 阳 胡 南 金 良 彭爱民
(中油管道防腐工程有限责任公司,河北 廊坊 065001)
0 引言
对于热收缩带安装而言,由于材料特性的限制,热收缩带安装施工基本工序包括:管体喷砂除锈、管道预热、涂底漆、安装、收缩回火、质量检测等工序,为了更好的实现各工序的质量要求,在尽量减少人为因素影响的前提下,分别对各工序施工方法进行了相关研究。
1 各工序施工方法研究
1.1 管口喷砂
按照现有标准要求,管口喷砂是一标准程序,为了保证喷砂质量,减少现场施工劳动强度,使用喷钢砂和喷棕刚玉对比试验如图1、图2所示。

图1 铸钢砂喷砂效果管口区

图2 棕刚玉喷砂效果
从两种磨料的喷砂效果可以看出,其喷砂质量都能满足Sa2.5的要求,喷棕刚玉的钢管白度要好于钢砂磨料的效果,但其残留灰尘多,消耗量大,不利于磨料的循环利用,因此采用钢砂磨料为最优,确定工艺参数为:喷砂压力0.55~0.6MPa,G2铸钢砂,锚纹50~100μm。
1.2 PP搭接区处理方式
为了考察不同PP处理方式,进行了电动工具打毛、中频加热拉毛、火焰加热拉毛、喷砂处理4种方式PP搭接区处理技术研究比较如图3所示。

图3 PP不同处理方式的效果
从以上处理效果看,各种方式都能均匀处理3LPP涂层搭接区表面。
为了降低现场施工过程中的人为因素,减轻操作工人的劳动强度,提高施工的可靠性,自动喷砂是PP搭接区处理的最佳方式,故采用自动喷砂作为搭接区处理的方式。
1.3 管口预热
管口预热可采用火焰、中频、红外等多种方式,为了比较不同方式之间的差异,确定管口预热的最佳方法,进行了比对试验。
(1)火焰预热
按照现有施工方法,采用2把火焰枪对Φ1016模拟管口进行加热,同时记录加热时间和管体温度,结果如图4所示。
从图4中可知,管体温度从30℃升至80℃以上,需要6min,升温速率为8℃/分钟左右,且各点之间存在温度差异;

图4 火焰预热Φ1016管口效果
(2)中频预热
采用不同功率的中频,对22mm厚的Φ1016模拟管口进行加热,实验结果如表1所示。
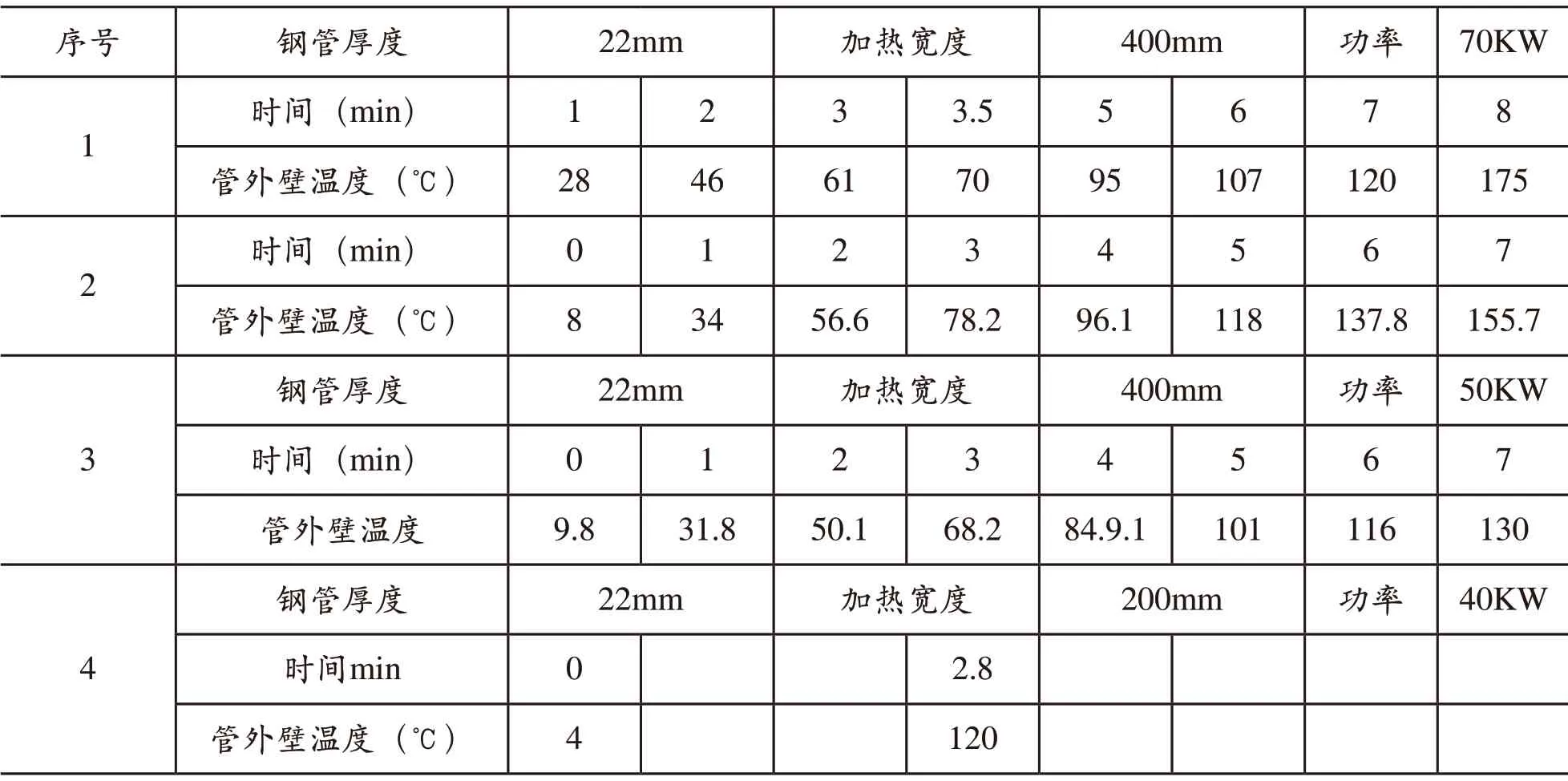
表1 中频预热管口结果
从表1实验结果可知,当加热宽度为400mm时,70KW的中频升温速率为21℃/min,50KW的中频升温速率为17℃/min,当加热宽度为200mm时,40 KW的中频升温速率为41℃/min,由此可知,中频的升温速度远高于火焰加热;
(3)红外预热
由于热收缩带施工过程中,通常是在喷砂后进行管口预热,因此在未改变红外设备控制的时候,进行了管口红外预热试验,实验结果如图5所示。

图5 红外加热喷砂管口
在此控制方式下,红外的加热速度只有2.5℃/min,加热效果明显降低。其原因是:管口喷砂后,红外加热器发射的红外线经管体反射,使得红外测温探头显示结果异常偏高,而红外加热器的控温温度为200℃,即当测温结果达到该温度时,红外自动停止加热,进而导致红外加热器的1、2区无法加热,加热效果差。
从以上结果可以看出,中频加热的速度最高,其最适于管口预热。
1.4 底漆涂装
目前热收缩带底漆多采用手工辊涂/刷涂的方式施工,该方式可以很方便的施工,且污染少,但存在厚薄不匀、人为因素多等不足,为了克服手工涂覆的不足,进行底漆喷涂施工的研究。
通过喷涂试验,底漆喷涂可实现底漆均匀涂装,且涂装劳动强度低,喷涂效果如图6所示。

图6 喷涂的效果
1.5 热收缩带收缩
热收缩带火焰收缩是最常用的施工方式,其突出特点是施工简单。由于热收缩带在周向不能同步收缩,收缩过程中易形成气泡,且劳动强度大。为了提高热收缩带收缩的可控性,进行了红外收缩试验研究,红外收缩试验效果如图7所示。

图7 红外收缩试验
从图7可以看出,热收缩带红外收缩过程中,不仅实现周向同步收缩,并且收缩的表面平整,无气泡夹带。此外,已收缩部位与未收缩部位可形成明显的台阶,避免了气泡的产生。
从以上实验表明,火焰收缩和红外收缩均能实现热收缩带收缩,由于火焰收缩劳动强度大,收缩过程中易受大风的影响,故选用红外收缩。
2 工艺参数确定
为了保证机械化补口在管道工程中能够顺利应用,项目组以中贵、广南管道工程所使用的热收缩带为对象,进行了机械化补口干膜安装研究。收缩带的安装工艺流程为:预热、涂底漆、二次加热固化、收缩带安装、红外收缩回火。其部分工艺实验结果如表2所示。

表2 热收缩带机械化补口干膜安装
通过现场试验,得出聚丙烯热收缩带机械化补口施工工艺参数如表3所示。

表3 机械化补口工艺参数
3 结语
(1)管口预热采用中频加热的速度最高,可有效降低施工时间,提高施工效率;
(2)底漆喷涂可实现底漆均匀涂装,且涂装劳动强度低;
(3)使用红外加热对聚丙烯热收缩带进行收缩的过程中,不仅实现周向同步收缩,并且收缩的表面平整,无气泡夹带,有效的控制了施工质量。
