缝纫机器人对织物张力与位置的模糊阻抗控制
2021-11-29王晓华王育合王文杰
王晓华, 王育合, 张 蕾, 王文杰
(西安工程大学 电子信息学院, 陕西 西安 710048)
制衣业中,缝纫机器人能极大减少用工量,稳定缝纫质量,因而具有巨大的应用价值[1-3]。目前,缝纫机器人开始被训练代替人工完成织物的简单缝纫工作,在缝纫机器人将织物送入缝纫机进行缝纫的过程中,质地柔软的织物增加了机器人的操作难度[4-5]。机器人一方面要控制织物的位置,另一方面还要控制织物的张力[6-7],所以对缝纫机器人操作织物提出了更高的要求。
为解决机器人将织物送入缝纫机进行缝纫时的位置与张力同时控制问题,研究人员做了大量的研究工作。文献[8]应用模糊理论与神经网络技术,使用2个机器人分别进行织物的位置和张力控制,模糊理论可以很好地解决张力控制问题,但双机器人控制系统成本高;Johannes等[9]使用机器人末端执行器夹着织物通过拖拽的方式完成缝纫任务,应用模糊学习方法保持织物在移动过程中的张力恒定,织物的位置与张力分开控制,控制方法复杂;Kudo等[10]利用工业相机配合缝纫机器人操作织物,基于图像伺服技术反馈并修正织物的位置信息,控制效果很大程度上依赖于机器视觉技术。同时,上述方法均未涉及缝纫系统对厚度、密度、曲斜变形以及拉伸强力等性能不同的织物的适应性。
考虑机器人对柔软织物操作的便捷性以及模糊控制方法对难以精确描述的织物性能的适应性,本文设计的缝纫系统,采用阻抗控制方法,以实现机器人操作织物的位置和操作力之间的动态平衡关系;并利用模糊控制器选出最优的阻抗参数,控制机器人末端位置和机器人末端接触力,以期提高缝纫系统对不同织物进行缝纫的控制效果。
1 缝纫机器人控制系统建模
缝纫机器人工作系统主要由缝纫机器人、缝纫机、织物、光滑平整的工作台等构成,如图1所示。待缝纫织物无张力状态下放置在工作台上,缝纫机器人操作末端执行器按压在织物的表面并留出待缝纫的部分,按照规划的缝纫轨迹,配合缝纫机的速度模拟人工送布的方式将织物送入缝纫机,为保证缝纫的质量(缝纫针迹的密度和平整度),机器人末端在移动织物的过程中,末端执行器所在位置和施加在织物上的压力保持不变。

图1 缝纫机器人工作平台Fig.1 Sewing robot working platform
1.1 缝纫机器人动力学建模
缝纫机器人与织物相接触时,忽略机器人各关节之间的摩擦作用力,机器人关节空间的动力学模型为
(1)

1.2 缝纫机器人基于位置的阻抗控制
阻抗控制[11]不需要进行控制模式的切换,在机器人与环境接触的任务中得到了应用,其控制表达式为
(2)

当机器人末端执行器与织物接触后,织物及台板会承受末端执行器的压力作用。其中,织物及台板受到的作用力的情况通常被等效为一线性弹簧,等效刚度为Ke,具体表达式为
(3)
式中:Xe表示环境的位置,m;X-Xe差值为ΔXe,m。
机器人缝纫时,提前规划生成的位置为参考信息,当缝纫机器人末端执行器上安装的压力传感器测得与环境的接触力时,该力被反馈给目标阻抗控制器,目标阻抗控制器产生一个位置修正量e=(ex,ey,ez)T,位置修正量满足下式:
(4)
变换到频域中,频域阻抗函数表示为
(5)
式中,频域惯性矩阵Md、阻尼矩阵Bd和刚度矩阵Kd都是对角正定矩阵。式(5)相当于二阶低通滤波器,可以对F(s)中每个元素实现二阶低通滤波,通过对F的滤波,得到位置修正向量e。当缝纫机器人末端执行器在约束空间运动,与织物相接触,假设位置控制器精确无误差,即X=Xd,则有e=X-Xr。位置修正向量e与机器人轨迹规划产生的参考向量Xr相加,得到位移控制命令Xd=(xd,yd,zd)T,基于位置阻抗控制的整个控制原理如图2所示。
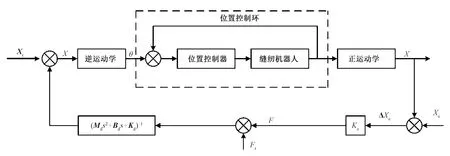
注:θ为机器人关节角度,(°)。图2 基于位置的阻抗控制结构原理图Fig.2 Schematic diagram of position-based impedance control structure
缝纫机器人末端执行器操作织物的准确性取决于位置修正量的值;而位置修正量与接触力的测量值和阻抗参数有关,因此,可以采用智能控制方法根据环境实时调整阻抗系数,提高位置修正量的准确度。
2 基于模糊阻抗控制的控制系统
2.1 模糊阻抗控制
阻抗参数影响系统的稳定性和控制精度,又难于获得。利用模糊控制的自调整能力,可根据织物性质选择出最佳的阻抗参数值,使整个控制系统表现出良好的力、位置跟踪性能。模糊控制器的输入变量位置偏差e、位置偏差变化率ec和输出变量U的语言值均被分为7个模糊子集进行表示:{NB,NM,NS,Z,PS,PM,PB},含义分别是(负大、负中、负小、零、正小、正中、正大)。设置控制器输入偏差e和偏差变化率ec的论域范围为[-3,3],分别设置输出变量中的目标惯量系数矩阵变化量ΔMd和目标阻尼系数矩阵变化量ΔBd的论域范围为[-3,3],目标刚度系数矩阵变化量ΔKd的论域范围为[-0.06,0.06]。系统输入变量的隶属度函数的类型都采用三角形,模糊推理采用Mam-dani规则,解模糊则采用加权平均法,结构框图如图3所示。

图3 缝纫机器人模糊阻抗控制器原理框图Fig.3 Block diagram of sewing robot fuzzy impedance controller
根据系统仿真和实践经验确定参数ΔMd、ΔBd和ΔKd调节的一般规律。其中,ΔMd的模糊子集的模糊控制规则如表1所示,ΔBd和ΔKd的模糊控制规则不再赘述。
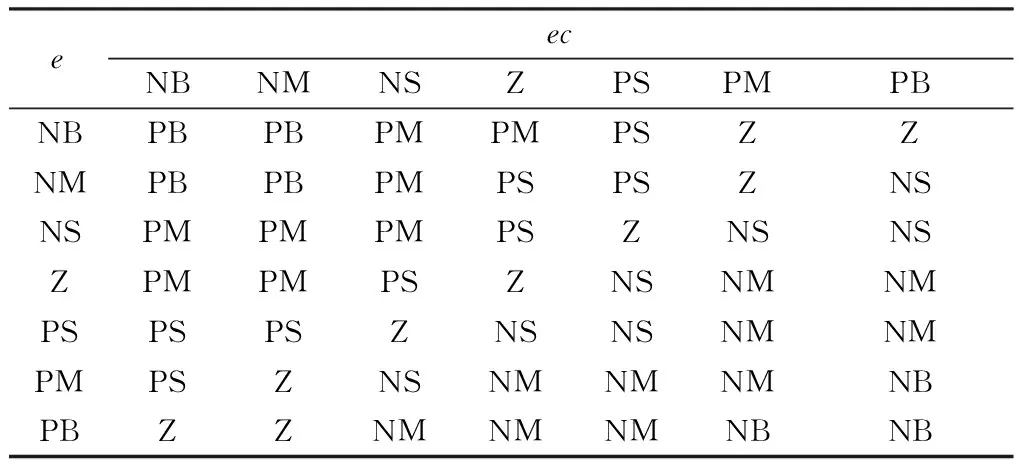
表1 ΔMd的模糊规则表Tab.1 ΔMd fuzzy rules table
2.2 缝纫机器人模糊阻抗控制系统仿真
为验证缝纫机器人模糊阻抗控制方法,在对棉织物进行直线缝纫的任务中,织物的刚度Ke取1 600 N/m,缝纫机器人末端执行器Z方向上的初始位置为0.035 m,期望的末端执行器Z方向上压在织物上的最终固定位置为0.01 m,期望接触力为10 N,缝纫机器人初始阻抗参数设为:Md=1,Bd=150,Kd=100。图4为分别应用模糊阻抗控制与基于位置的阻抗控制方法时机器人操作织物的力与位置的跟踪效果图。
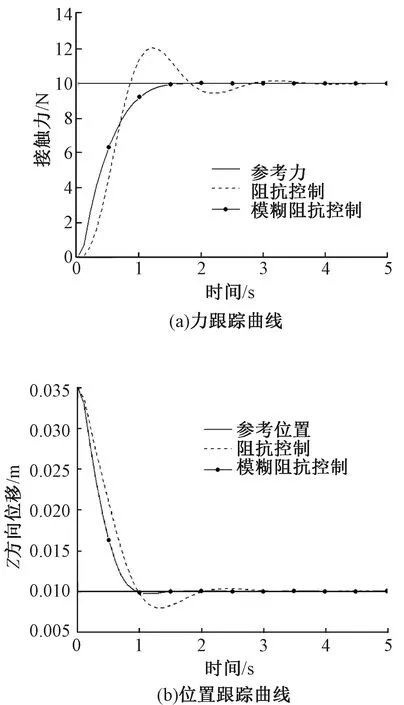
图4 缝纫机器人末端力及位置跟踪对比曲线Fig.4 Comparison curve of end force and position tracking of sewing robot. (a) Force tracking curve;(b) Position tracking curve
可见,在固定阻抗参数的情况下,模糊阻抗控制从跟踪期望位置与力的响应时间和稳态误差都优于基于位置的阻抗控制,可作为缝纫机器人的柔顺控制方法。
3 系统性能验证实验与分析
3.1 半物理仿真实验
应用cSPACE半物理仿真实验平台[12]进行实验,调整机器人末端Z轴方向的初始位置z为0.033 m,设置z为0.010 m为期望机器人末端到达的位置,同时给定期望的接触力为10 N,机器人末端的运动方式为点对点运动。为说明方法的实用性,针对厚度、密度、织物皱缩、曲斜变形、拉伸强力不同的10种织物,分别采用位置阻抗控制方法和模糊阻抗控制方法进行半物理仿真缝纫实验。系统响应时间以及跟踪误差等实验数据取10种织物多次实验的平均值,绘制机器人末端力和位置的跟踪曲线,如图5所示。
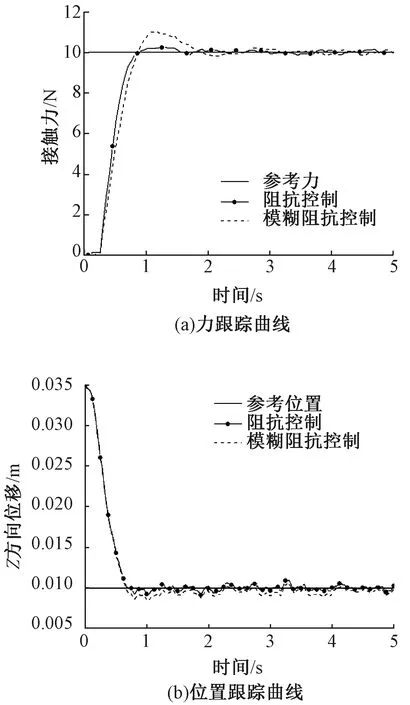
图5 位置阻抗控制与模糊阻抗控制力及位置跟踪曲线Fig.5 Position impedance contcol and fuzzy impedance control. (a) Force tracking curve; (b) Position tracking curve
由图5可知,使用阻抗控制作为机器人的控制方法,在t为0.2 s时,控制系统开始响应,在t为0.8 s时机器人末端开始接触到织物,此时接触力的超调量有很大的波动,最大的力误差为2 N,机器人末端的位置偏差也达到4 mm。当t达到1.8 s以后,图5(a)中机器人的末端接触力由9.81~10.22 N的波动范围逐渐减小至趋于0,图5(b)中机器人末端位置由0.007 2~0.011 7 m的波动范围逐渐减小至趋于0。实验结果表明,本文提出的缝纫机器人模糊阻抗控制方法在机器人接触力和位置跟踪性能上优于位置阻抗控制方法。
在半物理仿真实验中,由于实验用织物性能差异巨大,薄织物的恒力跟踪误差较大,厚且易变形织物在缝纫过程中位置误差较大。
3.2 缝纫机器人实验
缝纫机器人末端执行器按照上述初始位置运动到固定织物所在的位置并操作织物进行缝纫任务时,机器人的运动情况如图6所示,机器人末端位移情况如图7所示,各关节的角位移、角速度和角加速度变化情况如图8所示。
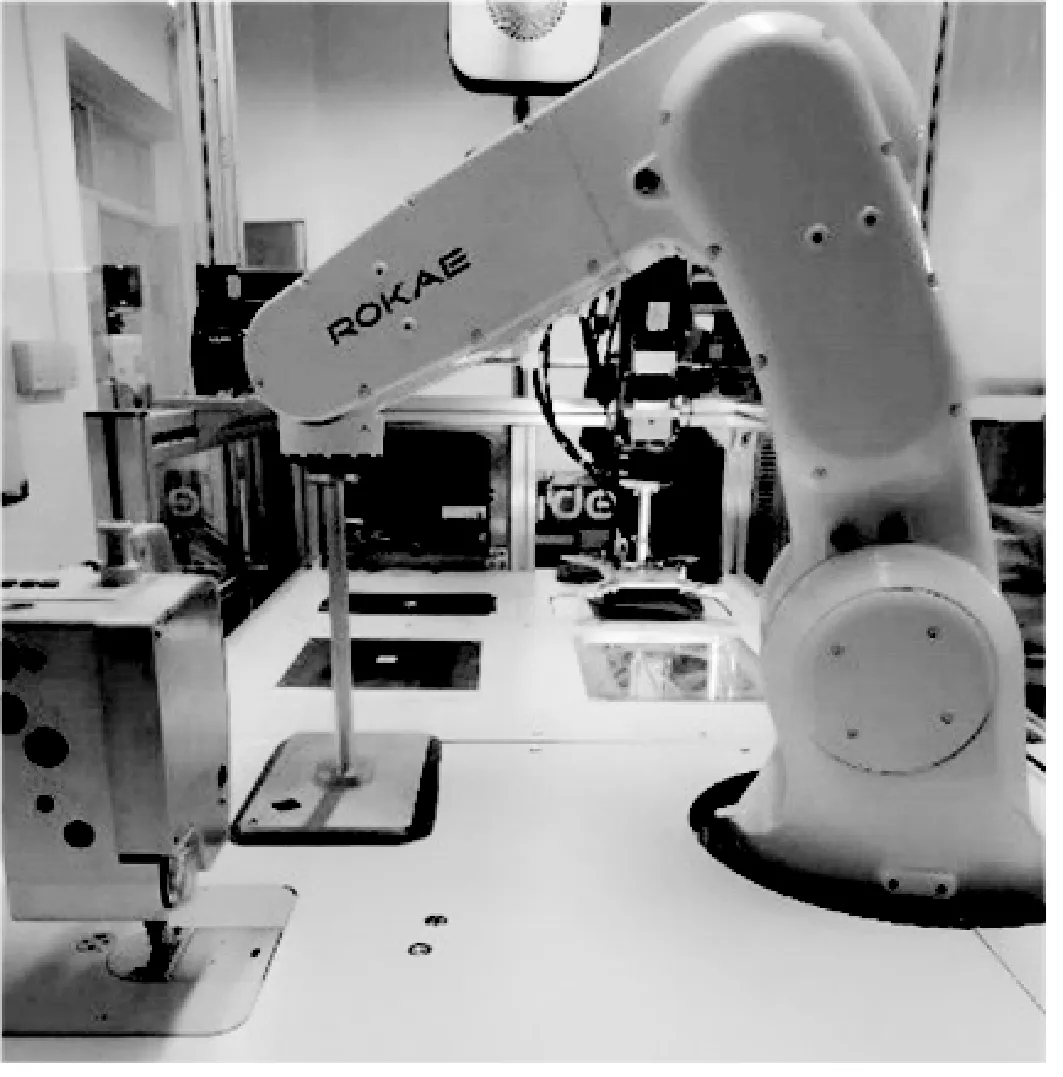
图6 机器人操作织物缝纫Fig.6 Robot operating fabric sewing
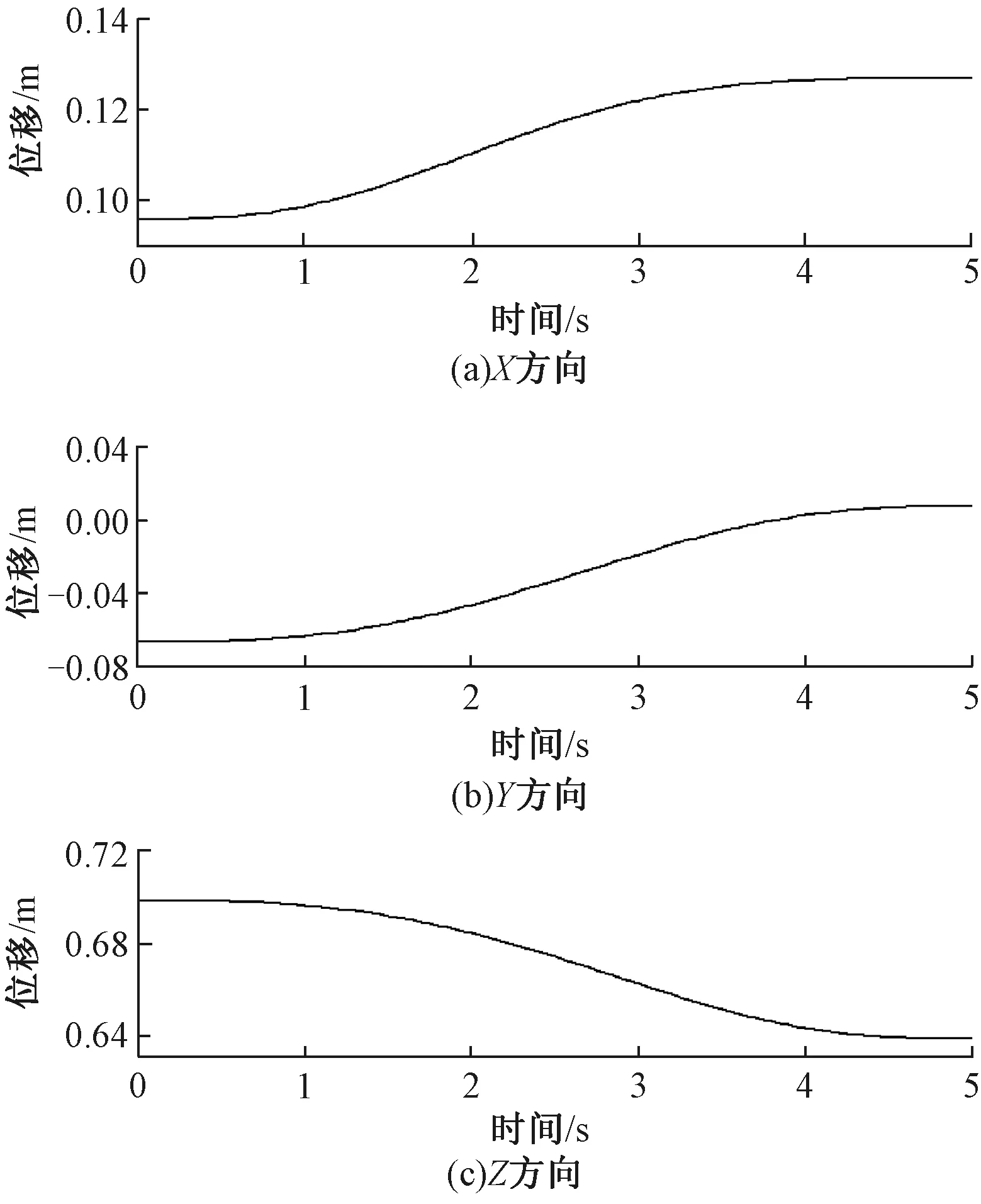
图7 机器人末端X、Y、Z方向移动曲线Fig.7 X (a), Y (b) and Z (c) direction movement curve of robot end

注:--- 关节1; ……关节2; --- 关节3; ----关节4; —— 关节5; —关节6。图8 机器人各关节角位移、角速度及角加速度曲线Fig.8 Angular displacement (a), angular speed (b) and angular acceleration (c) curves of each joint of robot
从以上机器人末端和各关节的运动曲线可以看出,机器人在提前规划路径的运动过程中,各关节位移、速度和加速度曲线光滑。反映了所采用的模糊阻抗控制算法在满足期望的末端执行器接触力和位置的情况下,同时能够保证缝纫机器人在运动过程中平稳运行。
4 结 论
本文基于模糊阻抗控制方法,研究了对机器人末端位置以及机器人末端与织物接触力的同时控制问题,探索对不同性能的织物进行机器人缝纫的便捷控制方法,得到如下主要结论。
1)阻抗控制方法能够在控制缝纫机器人末端位置的同时控制缝纫机器人末端的接触力,缝纫机器人能够应用末端的压板式执行器按压不同的织物滑动前行并配合缝纫机完成缝纫任务。
2)织物的性能对阻抗控制的跟踪性能有一定的影响,模糊控制器能够选出对不同性能织物缝纫时的系统最优阻抗参数。
3)模糊阻抗控制方法实现了机器人对不同织物在按压滑行以及缝纫时的操作力控制,控制系统的稳定性和控制效果良好。
FZXB
