热轧步进炉炉门升降装置典型故障分析及改进
2021-11-26王丽果
王丽果
(北京首钢机电有限公司曹妃甸检修分公司,河北唐山 063200)
0 引言
步进梁式加热炉是单块模式轧制板坯的热轧带钢生产线的核心设备之一,主要结构由炉底步进机械、炉体钢结构(上部钢结构、下部钢结构、炉顶和炉体钢结构)、空煤气管道系统、汽化冷却系统、水冷系统、液压系统、燃烧系统、炉体砌筑等系统组成[1];功能是冷装25 ℃、热装>500 ℃的板坯在炉内加热到1300±20 ℃的轧制温度,布料方式分为双排布料(短尺)和单排布料(长尺)。由装钢机把装钢辊道输送过来的板坯装入炉内水梁装料端,再由出钢机把加热到轧制温度的板坯从炉内水梁出料端托出在出钢辊道上。
1 步进梁式加热炉结构特点
每座加热炉的装料端、出料端设置装料炉门及其附属的液压升降装置。为适应加热炉双排、单排布料,装料炉门装置和出料炉门装置由左右两套带水冷框的焊接炉门、两侧水冷炉门框、炉顶钢结构、炉门液压升降装置组成,两套炉门装置相对于加热炉炉长方向中心线对称布置并且焊后要砌筑重质浇注料;炉门的作用是在不装钢或不出钢的情况下封住炉内热量,保持炉压,炉门的动作有关闭、半开、全开三种[2]。两套炉门液压升降装置相对于加热炉炉长方向中心线对称布置在炉顶钢结构的大型工字钢上部;采用液压缸驱动链轮、链条传动,由带内置位移传感器的液压缸、链轮、重载滚子链条、链条连接件、螺旋调整装置组成,两扇炉门既可一起升降,也可单独升降;炉顶重载滚子链条由螺旋调整机构调整链条涨紧程度,保持炉门上升、下降过程中,两条水平布置的重载滚子链条涨紧程度相同,同步动作,保持两条链条同时均匀受力,链轮链条不会产生异常磨损,同时在上升、下降的过程中炉门在炉宽方向保持水平,不互相干涉和剐蹭,防止炉门耐材脱落;炉门和链条连接位置设计调整炉门垂直装置,避免炉门在炉长方向倾斜剐蹭上部钢结构或下部炉门槛砌筑耐材;液压缸内置位移传感器不仅可以控制炉门升降的极限位置,还可与步进机械、装钢机、出钢机进行联锁控制。炉门及炉门升降装置如图1 所示。

图1 炉门升降装置
首钢京唐钢铁公司2250 mm 热轧生产线共设置4 座加热炉,主轧线及1#加热炉于2009 年12 月投产,2#、3#和4#炉随着主轧线调试进度分别于2010 年4 月、6 月、8 月陆续投入使用。1#炉在投产初期,发生单重约8 t 的炉门在升降过程中链轮和链条卡阻并异常磨损、炉门在上升下降过程中剐蹭下部炉门槛耐材现象,造成一方面炉门不能正常升降对主轧线生产计划造成影响;另一方面炉门挤压下部炉门槛耐材,对炉门槛内部冷却水管形成隐患。链轮链条异常磨损如图2 所示,炉门升降剐蹭下部炉门槛耐材如图3 所示。

图2 链轮链条异常磨损

图3 炉门升降剐蹭下部炉门槛耐材
2 炉门升降过程中卡阻、链轮链条异常磨损原因分析及调整
(1)以装钢辊道中心线为基准,使用经纬仪做90°转角,在装料端炉顶钢结构的链轮端面确定装钢辊道中心线的辅助平行线,挂出与装钢辊道中心线平行的细钢丝线及两端铅垂线:①测量链轮与装钢辊道辅助中心线的平行度,即:链轮两端到钢丝线的距离;②测量液压缸中心线的垂直度,即:液压缸两端到细钢丝线的铅垂线的距离;③测量链轮轴的水平度,即:拆卸链轮两端轴承座上部轴承盖,水准仪测量链轮轴两侧下轴承座高度差。炉门液压升降机构的链轮链条装置简图以及链轮与辊道中心线的平行度及液压缸垂直度测量如图4 所示。
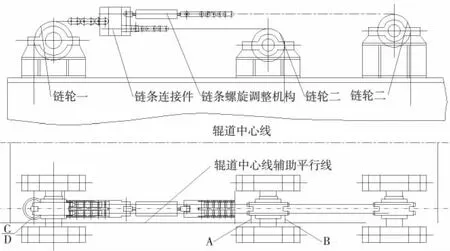
图4 链轮链条装置及链轮与辊道中心线的平行度及液压缸垂直度测量
(2)通过以上测量,链轮链条卡阻及异常磨损的主要原因如下:安装精度低,超出安装标准。设备的纵、横向中心线极限偏差、标高极限偏差、水平度或铅垂度公差应符合冶金机械设备安装工程施工及验收规范[3]各专业的规定,按照以下标准重新调整液压缸、链轮的安装精度:①链轮与装钢辊道平行度公差0.5 mm/1000 mm;②链轮轴水平度公差0.5 mm/1000 mm。③液压缸垂直度公差0.5 mm/1000 mm。④炉门升降装置链轮及液压缸与装钢辊道中心距偏差±5 mm[4],不做调整。原因:下部炉门槛耐材已经砌筑完成,墙体砌筑平整度、垂直度偏差均<5 mm[4],符合工业炉砌筑标准,按照实际情况以下部炉门槛耐材砌筑表面为基准,保证炉门升降装置的链轮中心及液压缸中心距离下部炉门槛耐材砌筑表面170 mm。
(3)调整方案:利用长检修期间调整,炉门固定,拆卸链条后调整安装精度。
(4)出钢炉门升降装置也按照上述标准及方案重新调整。(液压缸调整前后的安装精度见表1,链轮调整前后的安装精度见表2)
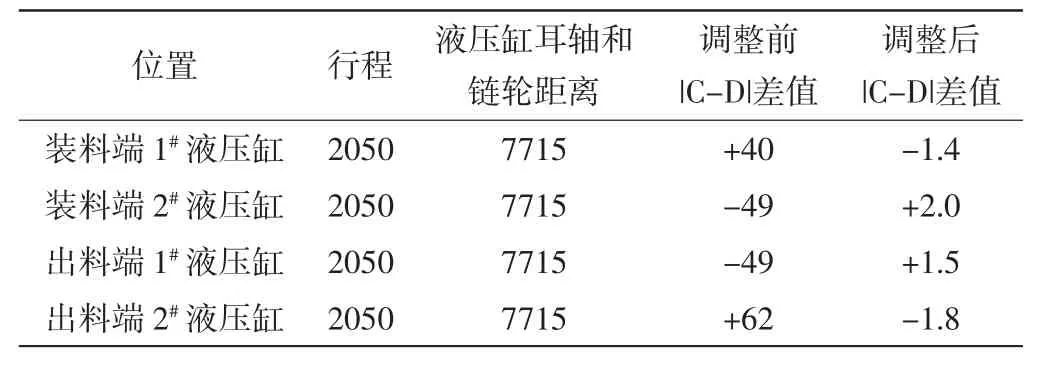
表1 液压缸调整前、后的安装精度(正:背离炉门;负:偏向炉门) mm
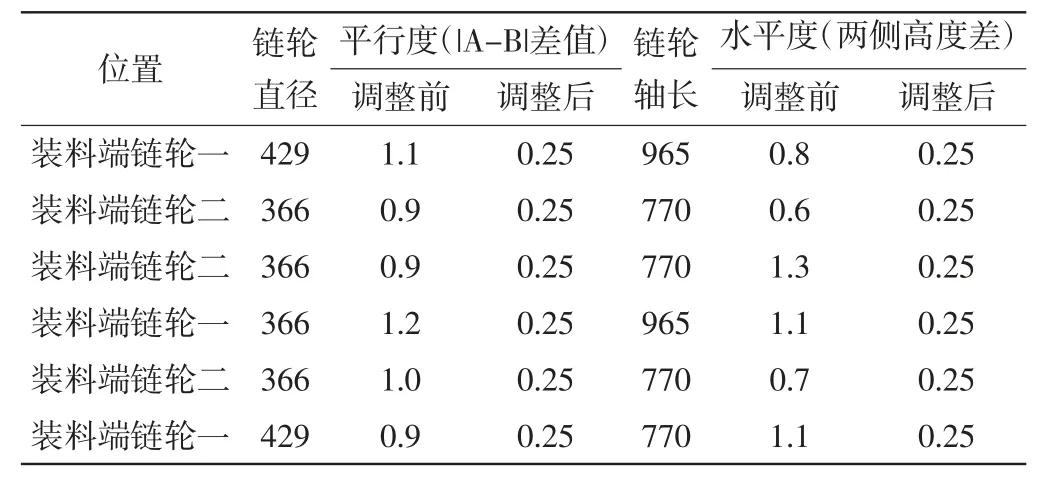
表2 链轮调整前、后的安装精度 mm
3 炉门升降过程中剐蹭下部炉门槛耐材原因分析及调整
(1)按照上述方法:以装钢辊道中心线为基准,使用经纬仪做90°转角,以辊道中心线为基准,测量辊道中心线距离下部炉门槛耐材砌筑表面距离,即:炉门中心至下部炉门槛耐材砌体边线170 mm。因已经砌筑完成,只做记录留存但不做参考。
(2)炉门升降过程中剐蹭耐材的主要原因:下部炉门槛耐材砌筑表面距离炉门耐材砌体表面距离20 mm,未调整炉门耐材砌筑表面的垂直度造成炉门在炉长方向倾斜,升降过程中处于倾斜状态发生剐蹭。
(3)调整方案:炉门与链条连接处下方,位于炉门本体钢结构设计有炉门垂直度调整机构,通过旋入或旋出调整螺栓来调整炉门垂直度,直到升降过程中不发生剐蹭下部炉门槛状态。炉门本体垂直度调整机构及耐材砌体位置关系如图5 所示。
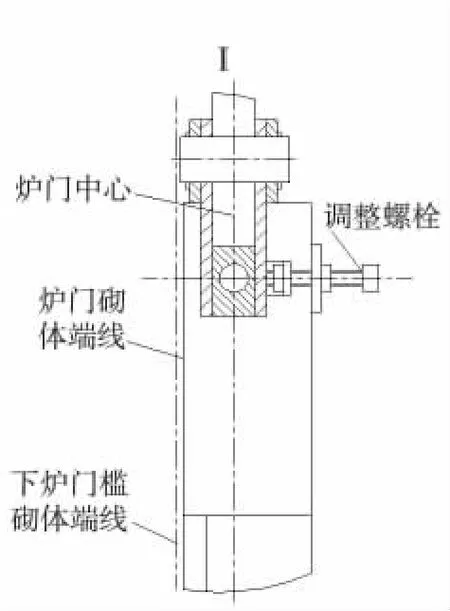
图5 炉门本体垂直度调整机构及耐材砌体位置
4 在投产初期的其他问题及改进措施
1#加热炉在投产后三个月内,炉底机械的步进周期、装钢机或者出钢机的装出钢速度以及炉门升降与炉底步进机械、装钢机、出钢机的联锁控制等,各项技术指标都达到设计要求,但由于设备维护人员对设备了解不透彻,在使用过程中也出现了一些其他问题,虽然没有对主轧线的调试及生产造成影响及发生严重故障,但是教训深刻,同时也取得一些经验。
(1)液压缸有杆腔、无杆腔原有不锈钢硬管改为软管连接,软管外包防火布,避免火灾隐患。原因:①液压缸紧邻装钢、出钢辊道,板坯输送时由于振动造成高温氧化铁皮脱落,有时会掉落在液压缸附近;②液压缸耳轴和焊接在水冷炉门框上的底座铰接,炉门升降过程中,液压缸围绕铰接点在链轮、链条方向上摆动,长期运行造成液压缸和管接头密封或管路法兰密封损坏导致液压油喷溅泄漏可能会引起火灾。
(2)液压缸有杆腔、无杆腔和软管连接的管口安装在炉门的反方向,同时管口位置增加防护罩。原因:如果液压缸和管接头密封损坏液压油喷溅,喷溅方向为平行于装钢或出钢辊道,避免火灾隐患。
(3)为了降低设备费用,原有液压缸内置位移传感器改为接近开关控制炉门的关闭、半开、全开位置,接近开关固定在液压缸活塞杆和链条一的连接件上,接近开关挡铁固定在水冷炉门框架上,也可以实现控制炉门升降的关闭、半开、全开位置,同时与步进机械、装钢机、出钢机进行联锁控制。
5 调整改进安装精度后效果
通过炉门升降装置以及炉门垂直度的调整方案的实施,随着主轧线的调试,其余3 座加热炉全部以辊道中心线为基准,砌筑炉顶上部钢结构耐材及安装炉门升降装置,并陆续安装后投入使用,至今没有发生炉门在升降过程中卡阻、链轮链条异常磨损、炉门在上升下降过程中剐蹭上部钢结构耐材现象。