C276 在催化裂化行业中的应用
2021-11-25余荣伟

摘要:随着工业的发展,一些特殊化工领域系统设备的腐蚀问题也逐渐显现,本文由实际应用案例出发,阐明了奥氏体 316L 不锈钢和 C276 哈氏合金钢的区别,参考了哈氏合金经典的耐蚀性试验的测试对比,通过对材料的焊接工艺评定,以通俗易懂的方式讲述了 C276 在焊接使用中的工艺参数,注意事项及检控手段,并在催化裂化湿法脱硫烟气系统中应用,最终取得了良好的耐腐蚀效果。
关键词:湿法脱硫;消白;哈氏合金;焊接;耐腐蚀
1工况简介
某催化裂化装置湿 法脱硫烟气消白装置研制项目按烟 气处理量共330000NM3/h 设计,据此研制出一套催化裂化装置湿法脱硫烟气消白装置。烟气消白工艺采用烟气冷凝后再加热技术,烟气冷凝时采用吸收液冷却方式,烟气再热时采用热量转移换热技术换热器组合系统。
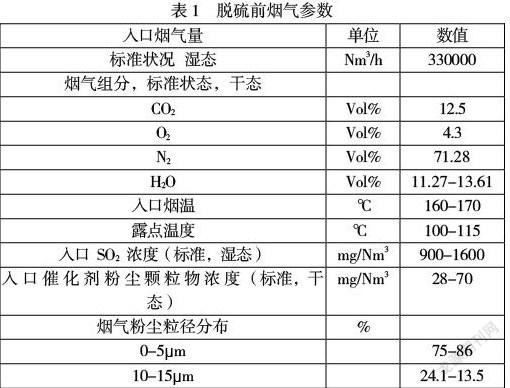
脱硫前烟气参数见表 1。
该消白系统内要求换热系统材料选型必须满足烟气温度,露点腐蚀及粉尘浓度等条件,换热器壳体及支撑结构采用不锈钢材质,材质等级不得低于 316L,之后设备壳体疏水槽及支撑件均按 316L 不锈钢材质制作并安装。
2消白系统在使用过程中的问题
消白系统在运行一年后,发现湿法脱硫塔前的疏水槽及法兰接口附近有严重的腐蚀穿孔现象,经分析可能是因该区域酸液富集诱发点状腐蚀,直至穿孔。为不影响烟气消白系统的正常使用,经各方研究分析决定选用哈氏合金来替换掉该腐蚀区域的不锈钢材料。
3哈氏合金 C-276
3.1哈氏合金的应用推广
C276 和 C22 合金钢在电力、化工工业的较强腐蚀运行环境中较为常见,尤其是在烟气脱硫系统的湿式洗涤塔衬里,吸收塔入口、出口管道,除雾器、喷嘴,湿电除尘和管道中多被指定为专用的耐腐蚀工程材料。
C276 合金在国外早已普遍使用在腐蚀环境较为恶略的脱硫湿塔及烟囱内衬当中,由于 C276 合金材料初期成本较高等原因,国内从 2000 年前后开始推广该合金材料,近年来,国内国际市场重金属价格持续上涨,使得 C276 合金材料使用成本升高,制约了 C276 耐腐蚀合金的推广使用,直到 2018 年前后电厂脱硫工程项目中哈氏合金 C276 的使用量才有较大提高。
3.2C276 合金的焊接性
C276 是镍基合金其焊接性能与奥氏体不锈钢相似,在对 C276 进行焊接前必须做好措施防止对焊缝热输入过大使其热影响区扩大,导致焊缝和热影响区的耐腐蚀性能下降,同时也应注意防止热裂纹的产生。
3.3C276 合金的耐蚀性及与 316L 的对比
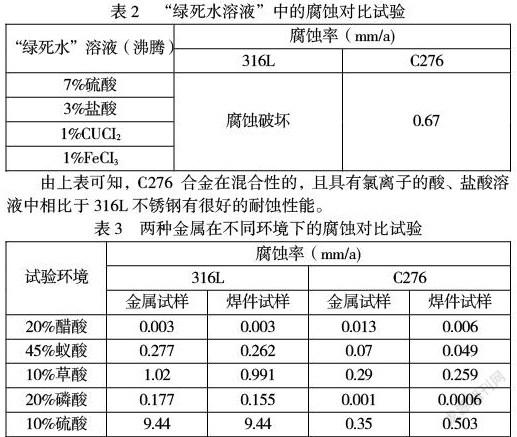
哈氏合金 C276 在燃煤系统的烟气脱硫设备构件中,是最耐腐蚀的材料,有学者曾将哈氏合金 C276 与典型奥氏体不锈钢 316L 在烟气模拟系统“绿死水溶液”中进行了对比试验,见表2。
“绿死水溶液”是检验金属材料抵抗酸液腐蚀能力的“试金石”。
由上表可知,C276 合金在混合性的,且具有氯离子的酸、盐酸溶液中相比于316L不锈钢有很好的耐蚀性能。
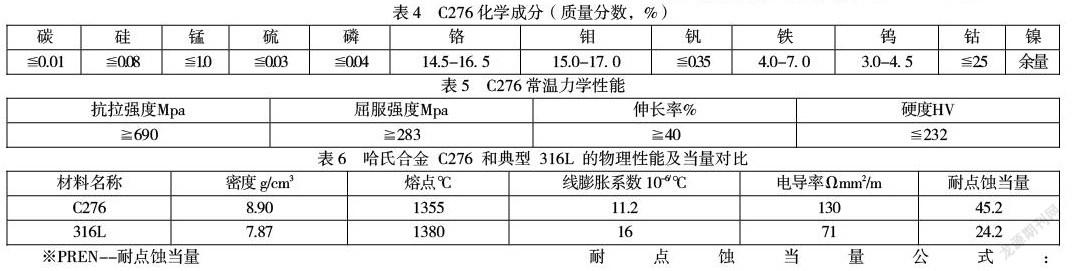
耐点蚀当量公式:PREN=1x%Cr+1.5x(%Mo+%W+%Nb)+30x%N(W/W) W/W 指的是质量分数,就是所含元素质量与总质量的比值。具有较高的 PREN 值的的合金表现出比 PREN 值低的合金更耐局部腐蚀。通常 PREN 的值越高,抗点蚀性能越好。
3.5C276 的特性
(1)在氧化、还原氛围中,对各种化学腐蚀介质具有优异的耐腐蚀性能;
(2)有出色的耐點蚀、缝隙腐蚀和应力开裂腐蚀性能和高达 1040 度氧化气氛,因此常用于污染控制、化学、石化和垃圾焚烧应用。
(3)C276 合金线膨胀系数大,具有较高的热裂纹敏感性,焊接时易产生热裂纹,如凝固裂纹、多边化裂纹和失速裂纹等。
(4)较高的钼,铬含量使合金能够耐氯离子的侵蚀,钨元素也进一步增强了耐蚀性。
4C276 的焊接问题
C276 在焊接过程中,若控制不好,经常会出现裂纹、气孔、氧化、夹杂等缺陷,经分析总结,多为以下原因:
(1)坡口及焊道附近的油污、杂质及氧化物等清理不到位。
(2)焊接时,因焊接手法、操作习惯,未能及时将焊丝受热端部送入惰性气体保护氛围内,导致氧化物进入焊缝形成夹杂。
(3)氩气保护不到位,氩气纯度不高,流量和焊接速度不匹配,或者焊接区域周围环境气流影响防护不到位,使保护气体吹散,使焊缝失去惰性气体的保护,合金元素氧化,收弧时弧坑填丝不饱满,保护气体未进行延时送气保护,多会导致缩孔、裂纹的产生。
(4)焊接热输入、线能量过大,以及焊接电弧的高度过高,都会导致焊接裂纹、咬边的产生。
(5)焊接时应选用规格合适的焊材,按照焊接工艺参数,合理摆动焊枪,均可有效避免未熔合、气孔等缺陷。
5对 C276 的焊接工艺评定
5.1评定材料及要求
为了能让C276 合金材料能够在较强腐蚀环境中更好地焊接使用,我们对C276 材料进行了焊接工艺评定,采用钨极氩弧焊和焊条电弧焊组合的工艺。
材料标准:ASTM B622 母材规格:Φ219x8mm,焊丝型号:ERNiCrMo-4,焊条型号:ENiCrMo-4,母材和焊接材料化学成分的对比如表 7。
5.2检测要求
执行标准:NB/T47013-2015
外观检测 :100%VT 检查后,100%PT 检测,合格标准不低于 I 级。
RT 探伤检测:合格标准不低于 II 级。
5.3力学性能
(1)拉伸试验
(2)弯曲试验
6.1焊接工艺条件
考虑到哈氏合金 C276 实际使用环境,及 C276 的焊接特性,对现场焊接施工工艺条件做出了详细的要求,具体要求如下:
(1)有持证焊工实施焊接,且焊接作业类型在有效期内。
(2)母材、焊接材料及保护气体,均应有合格质量证明文件。
(3)焊接设备应满足施焊工艺技术条件。
(4)因在烟道内施工焊接,应做好周围环境气流对焊接区域的影响,做好防护。
(5)禁止打磨切割片的混用,应选用合金钢专业打磨切割片。
(6)对于焊接区域及焊丝表面的油污、杂质等应用丙酮等有机挥发溶剂彻底清除。
(7)严格执行焊接工艺文件要求及技术要领。
(8)焊接过程合理布置塞焊和密封焊的焊接次序,进而有效控制焊接变形。
(9)注意焊缝起始和收弧的热量控制,避免弧坑及缩孔的缺陷,焊缝接头处应有效熔合焊接,必要时可打磨收弧处,利于接头处的熔合质量。
(10)注意焊接收弧时氩气的延时保护。
6.2焊接质量的检测
采用VT目视检查100%,PT滲透检测100%,执行标准:NB/T47013.5-2015,合格标准:I级。此次贴衬选用的 C276 是2mm 厚的薄板,若焊接参数控制不当极易产生气孔及板面的焊接波浪变形,通过合理的配置塞焊孔的直径及单位面积内的数量,及周围搭接密封焊的次序,有效的控制以上问题的发生。焊接质量的优劣直接影响到炼化设备的能否正常运行,此次按照以上标准及检测方法对所有焊缝进行了检测,一次合格率达到 99%,对咬边、缩孔缺陷修复合格后,投入运行使用,未见腐蚀发生,设备良好。
7 结论
(1)通过对材料的焊接工艺评定,来正确的选材并制定焊接工艺参数,是保证 C276 焊接高质量的可靠前提。
(2)材料本身具有非常优异的耐腐蚀性,具较多文章列出,使哈氏合金贴衬失效的原因中焊接缺陷居首,那么注意焊接施工细节,尤其是焊接技巧和要领的掌握,是实现 C276 全面贴衬耐腐蚀性能的保障。
(3)施工前应有详细的施工方案,特别是对于一些冷热交替,有冷凝析出及湿塔返浆的区域,须合理布置衬板搭接方向,并可靠控制衬板幅面变形,避免因液体富集,酸性浓度升高而导致的点腐蚀问题。
(4)好的焊接质量离不开科学有效的检测手段,根据材料及焊接缺陷的特点选择合理的质量检验方法是必不可少的控制环节。
作者简介:余荣伟,1983年10月生人,男,汉族,河南·南阳,本科,助理工程师,材料焊接。
