发动机用带键锁紧螺套的加工
2021-11-25刘前峰郑高峰王文超韦波金宏刘乐周为杨保健万志慧
刘前峰,郑高峰,王文超,韦波,金宏,刘乐,周为,杨保健,万志慧
河南航天精工制造有限公司,河南省紧固连接技术重点实验室 河南信阳 464000
1 序言
铝镁合金具有耐腐蚀、比强度高等优点,广泛用于发动机壳体制造。由于铝镁合金材质硬度低,螺纹联接结构中内螺纹损伤严重,因此在联接结构中,多使用螺纹衬套对内螺纹进行保护。近年来,欧美国家开发出一种在普通螺纹衬套的基础上,增加了锁紧防松机构的新型紧固件——带键锁紧螺套,其内、外螺纹的防松特性,对发动机的可靠服役、延长箱体螺纹寿命具有重要意义。带键锁紧螺套作为目前一种有效、快捷和经济的内螺纹增强、修复产品,广泛应用于铝镁合金铸造箱体的螺纹孔,可明显提高螺纹联接的防松性能及结构强度,有效解决了内螺纹强度低、防松性能差以及易损坏的问题。
2 产品结构特点
带键锁紧螺套如图1所示,由锁紧螺套、销键组成。按锁紧位置可分为中间锁紧型带键螺套(见图1a)和端头锁紧型带键螺套(见图1b)。锁紧螺套如图2所示,由锁紧结构,内、外螺纹同心体和键槽区组成。外螺纹用于螺套与基体之间的联接,内螺纹与螺栓、螺钉及螺柱等产品联接,键槽区用于安装销键。中间锁紧型螺套结构如图2a所示,端头锁紧型螺套结构如图2b所示。销键如图3所示,由键舌和键柄组成。键舌预先装入螺套键槽内,键柄外置,装配时起扳拧作用。螺套旋入基体后,将销键完全锤击到基体内,销键与基体内螺纹发生干涉,使得螺套牢固地固定在基体螺孔内。其中键柄结构设计成“V”形,可容纳塑性变形的螺牙屑,有利于装配。设计时可以根据产品规格大小,调整销键数量。螺套内螺纹与拧入的螺栓等组成具有防松效果的螺纹副,该螺纹副的防松主要来自内螺纹收口,产生塑性变形后,与螺栓等螺纹形成干涉摩擦,产生自锁。

图1 带键锁紧螺套

图2 锁紧螺套
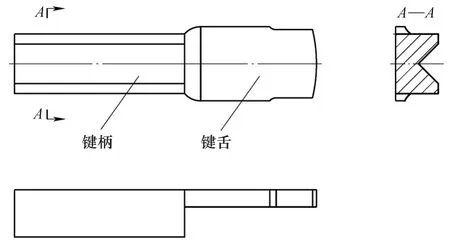
图3 销键
螺套螺纹主要有美制螺纹和MJ螺纹两种,外螺纹选用精度主要有2A、5h6h或4h6h三种,内螺纹选用精度主要有3B和4H5H两种。美制螺纹和MJ螺纹通过采用加大螺纹牙底圆弧半径的方式,提高螺纹的抗疲劳强度,主要用于航空和航天产品。
3 选材及处理
该系列产品选材有高温合金(A286/YZGH2132)和马氏体沉淀硬化型不锈钢(17-4PH)。高温合金具有良好的抗氧化、抗热腐蚀和抗疲劳性能,以及优异的高温强度,可在600~1200℃高温下保持正常工作。17-4PH马氏体沉淀硬化型不锈钢强度高,同时又具有良好的塑性、韧性、耐蚀性和可加工性,可应用于要求具有抗氧化性,耐弱酸、碱和盐腐蚀且强度高的工况,目前在欧美航空航天领域得到广泛应用,在国内也得到迅速普及。
产品经热处理强化后,硬度为36~42HRC。表面处理方式均为钝化+涂MoS2,在提高产品耐蚀能力的同时,干膜润滑剂MoS2的使用减少了螺纹副间的摩擦力,降低了安装时螺纹咬死的机率。
4 技术指标
该系列产品技术指标有锁紧性能、抗扭试验、抗拔试验、抗拉试验、硬度及冶金特性(含裂纹、折叠和螺纹缺陷等)共六项。
锁紧性能是检测产品在反复使用后锁紧结构防止螺纹联接松动的能力。抗拉试验是检测产品轴向承载能力,在载荷作用下,不应产生断裂或任何其他破坏。抗拔试验和抗扭试验分别检查产品抵抗从箱体被拔出的力值和抵抗转动的力矩。
5 加工工艺
(1)外螺纹的加工 螺套外螺纹为滚压而成。这种加工工艺的好处在于螺纹形成了连续的金属流线,提高了螺纹的抗拉载荷和疲劳寿命;同时,一次滚压成形可以很好地保证螺纹精度和表面粗糙度。
(2)内螺纹的加工 螺套内螺纹为丝锥攻制而成。采用专用的工装夹具,选用氮铝钛涂层的先端丝锥攻制内螺纹,保证了内螺纹与外螺纹的同轴度,提高了螺纹的表面质量。
(3)燕尾槽的加工 螺套的燕尾槽采用线切割加工。使用φ0.2mm钼丝以慢走丝的方式加工,可减少割槽后电流对槽表面的烧蚀;同时为保证槽内的表面粗糙度,线切割后采用专用刀具去除烧蚀层。
6 螺套的安装
(1)安装孔的加工 根据螺纹的规格以及箱体材料,确定安装孔尺寸;按产品图样标示的位置,采用钻孔等方式制出螺纹底孔,注意钻孔深度,保证攻螺纹后螺纹的有效长度符合要求,然后使用螺旋槽丝锥或挤压丝锥加工内螺纹。
(2)安装步骤 带键螺套的安装过程如图4所示,具体为:①采用相应规格钻头加工底孔。②采用锪钻进行锪孔。③采用和螺套外螺纹相同规格的螺纹丝锥加工螺纹。④采用专用螺套安装工具将螺套拧入加工好的箱体螺纹中。⑤将销键锤击到箱体螺纹孔内。⑥退出安装工具,螺套安装完毕。
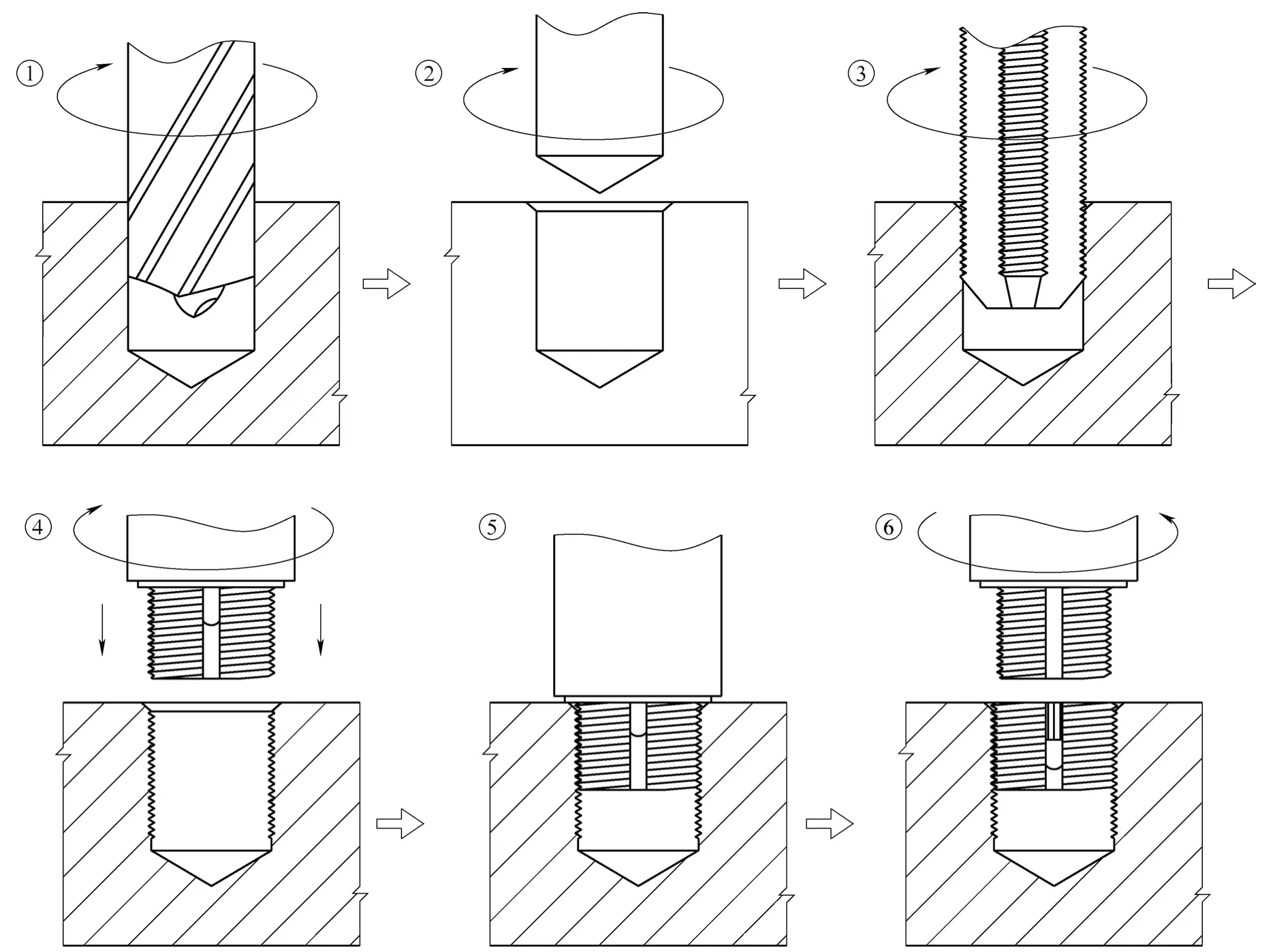
图4 带键螺套的安装过程
7 维修措施
螺套经过反复使用后,螺纹产生磨损,当精度不符合要求时,需要更换已安装的螺套;或者螺套安装失败后,可以使用专用拆解工具进行拆除。螺套的拆解过程如图5所示,具体为:①用钻头除掉销键间的螺套材料。②取出销键。③取出螺套剩余材料(注意不要碰坏基体的螺孔)。④用相同的螺套装入原来的孔中。

图5 螺套的拆解过程
8 结束语
带键螺套代替了锁片与普通螺母的组合,便于安装且防松性能好,使用寿命长。不仅可简化发动机的装配和分解,提高工作可靠性,而且对保证发动机的总体性能起到积极作用。
