焊接保护气体对熔滴过渡过程的影响
2021-11-25夏立乾
夏立乾
(宝山钢铁股份有限公司中央研究院,上海 201999)
熔化极气体保护焊方法中把焊丝作为电极,焊丝因电弧热而产生熔化,并成为熔滴向熔池过渡。焊接过程的稳定与否,直接关系到焊缝的成形情况、缺陷的形成和焊接接头的质量。焊接保护气体作为熔化极气体保护焊中的一项重要影响因素,有研究表明,焊接保护气体的不同选择,会对焊接电弧的温度分布、熔滴的过渡模式、熔池的形态、焊缝的成形以及最终焊接接头的力学性能造成影响[1-4]。在焊接过程中,每当熔滴从焊丝端部脱落时,就断续性使电弧长度发生变化。因此过渡熔滴的大小、形状、过渡频率决定着电弧的稳定性,对焊接操作性及焊缝品质构成影响[5]。为了研究焊接保护气体对熔滴过渡过程的影响,从而为气体的选择提供指导,选用了典型的二元气体、三元气体、四元气体不同的组分配比,开展焊接工艺性能试验,对比不同焊接保护气体组分和配比对焊接过程的影响。
1 试验过程
焊接设备为Fronius TranSteel 5000型气体保护焊焊机,拍摄设备为PHANTOM VEO710L型高速摄像机,焊接材料为直径1.2 mm超高强气体保护焊焊丝,其熔敷金属力学性能如表1所示,试样平台的搭设如图1所示。

表1 超高强焊丝熔敷金属力学性能

图1 试验平台
固定焊丝干伸长度,采用大电流参数规范在平焊位置进行堆焊试验,改变保护气体组分,由此来对比研究保护气体对大电流焊接时的工艺稳定性影响。实际焊接试验中,将干伸长设定为16 mm,电流360 A进行焊接,具体的焊接参数如表2所示。由于采用的焊接保护气体的差异,焊接电压会存在差异。

表2 焊接工艺参数
焊接过程中,利用高速摄像机以5 000帧/s记录下电弧微区影像。高速摄像机与照明激光设置在同一侧,通过激光强度和摄像机曝光设置,使画面可以记录下电弧形态和熔滴过渡的信息。采用不同保护气体的焊接过程如图2所示。

图2 焊接过程高速摄影图像
如图3所示,经过对焊接过程的观察与分析,利用示意图对其进行描述。从电弧形态上看,二元气体焊接时电弧成半圆状,电弧覆盖范围最宽;三元气体焊接时电弧成钟状,电弧高度最大;四元气体焊接时电弧成扫帚状,电弧最矮也最窄。
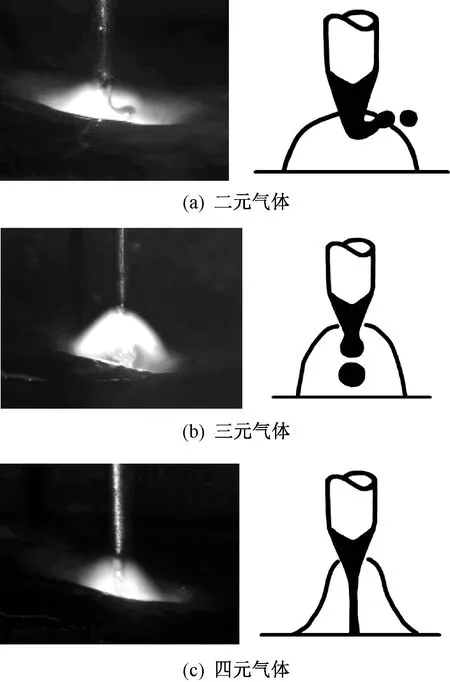
图3 熔滴过渡及电弧形态示意图
从熔滴过渡的形式上看,采用二元气体作为保护气氛焊接时,焊丝熔化后,电弧会将熔滴托起,熔滴不断长大,有的熔滴过渡到熔池当中,有的熔滴从电弧上方甩出。采用三元气体作为保护气氛焊接时,焊丝熔化后熔滴在电弧内部长大,形成大小不一的熔滴,从焊丝端部脱落并落入熔池当中。采用四元气体作为保护气氛焊接时,焊丝熔化后在电弧内部成流水状过渡到熔池当中。
2 分析与讨论
焊接电弧中焊丝前端的熔化金属脱离、过渡到熔池当中,其主要受到的作用力有:重力、表面张力、电磁力、摩擦力等,如图4所示[5]。在大电流规范的焊接过程中,电磁力对熔滴脱落、熔滴过渡的影响是非常大的,起到了不可忽略的作用。
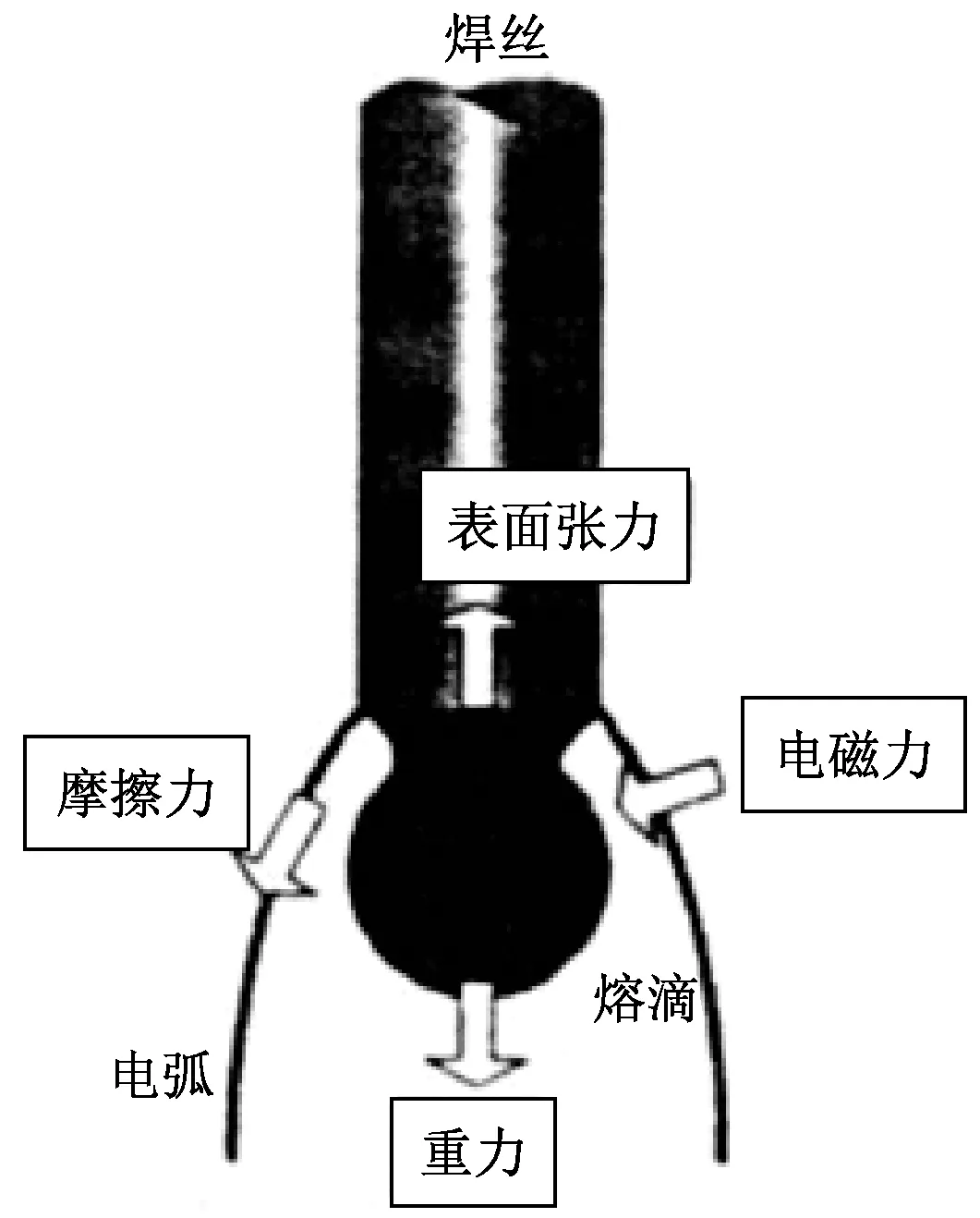
图4 熔滴所受作用力示意图
采用二元气体焊接时,电弧形态宽矮,处于焊丝端部熔化液体的下方,此时电磁力向上作用,阻碍熔滴向熔池的过渡。在大电流焊接时,较大的电磁力将熔滴托起,甚至是抛出电弧范围造成飞溅,呈现出排斥过渡的形式。采用三元气体焊接时,熔滴在表面张力的作用下不断长大,一部分电磁力使熔滴发生收缩,一部分电磁力向下将熔滴推向熔池,故形成了上述大滴过渡的形式;采用四元气体焊接时,焊丝金属熔化形成细小的液滴或是连续的液体柱,在电磁力的作用下驱使液体从颈缩部位向膨胀部位流动,即促使熔滴向熔池的过渡,呈现出射流过渡的形式。
从不同成分保护气体作用的角度进行分析:CO2热导率较大,并且CO2分解后产生CO和自由氧,使得电弧冷却,对弧柱起到压缩作用。使用80%Ar+20%CO2保护气体时,电弧收缩集中在熔滴底部的一个窄小区域,阻碍了熔滴的过渡。O2的存在有利于克服电弧的阴极飘逸现象,增加电弧的稳定。同时能降低熔池的表面张力,可以改善圆润性,减小熔滴尺寸。使用85%Ar+10%CO2+5%O2保护气体时,电弧可以将焊丝末端包覆其中,而未被过度压缩。He具有较高的电离能,能够提高电弧能量,改变电弧形态,使得电弧挺度增加。采用65%Ar+26.5%He+8%CO2+0.5%O2保护气体时,其电弧较矮且形态最利于熔化的液体向熔池进行过渡。
3 结论
通过高速摄影对焊接过程的电弧形态和熔滴过渡行为进行分析,对比了不同保护气体组分对焊接稳定性的影响。
(1) 在大电流规范时,采用二元、三元、四元保护气体分别呈现出排斥过渡、大滴过渡和射流过渡的不同熔滴过渡形式。
(2) 电弧形态的不同,电磁力对于熔滴的过渡也会有阻碍和促进的区别。
(3) 对于本文采用的三种焊接保护气体,四元保护气相比于三元和二元保护气可以提高焊接过程的稳定性。
