一种防弹防刺复合材料的研究与开发
2021-11-23方心灵王瑞岭虎龙
方心灵,王瑞岭,虎龙
(1.北京雷特新技术实业公司,北京7205信箱 北京 100074;2.北京航天试验技术研究所,北京7205信箱 北京 100074)
0 引言
个体防护装备用于军警部队及特殊部门的人员安全保障,主要产品有防弹衣、防刺服、防弹头盔和防割手套等。上述产品只具备单一防护功能,适合于特定的工作环境。然而,目前市场对于具备多功能的防护产品的需求呈上升趋势,其中以同时具有防弹和防刺功能的双防服为主[5-8]。
本文按照国内防弹标准和防刺标准,对芳纶粘合金属复合材料的防弹防刺性能进行了研究,开发出一种防弹防刺复合材料,可为今后防弹防刺复合材料的研究提供参考。
1 试验
1.1 试验材料
选用机织布为芳纶机织布(Twaron 2000)。
选用树脂要具有优异的韧性和抗冲击性能,且与芳纶的粘结性要好。试验选择橡胶类胶粘剂。
1.2 复合材料的制备
本文采用刮涂胶方式。首先将胶粘剂涂于背衬材料上,与金属材料进行粘接,再采用硫化机通过常温固化方式制备防弹防刺复合材料。
1.3 性能测试
测试按照公安部制订的《防弹防刺服检验实施细则》进行,其中要求以GA141—2010《警用防弹衣》和GA68—2019《警用防刺服》分别进行防弹和防刺测试,结果满足FDC-1和FDC-2要求[1-4]。
2 技术方案的确定
分析本文开发的防弹防刺服,前期试验中,主要存在问题是防刺测试有穿透现象。究其原因,是承担防刺作用的防刺层存在抗刺穿薄弱点,斜刺(刀具和材料夹角为45°)不太稳定,刀尖会从金属片间隙将三角金属片掀开而导致穿透。从技术角度分析,原因在于金属片和芳纶机织布之间的粘结强度不够。
因此,本文将着重研究胶粘剂体系、背衬材料织物形态、金属片的改进以及生产工艺,以增加金属片与背衬材料的粘结强度,也从产品轻量化、舒适度方面对双防服进行了优化,进一步降低成本,提高效率,为其规模化生产奠定基础。
3 讨论与结果
3.1 胶粘剂的研究
芳纶机织布与金属片二者在物理性能上存在较大的差别,芳纶机织布极性较弱,不易粘结;而金属片极性较强,粘结性能较好。因此,如何使得改进的胶粘剂体系,既能粘结金属片,又能牢固地粘结芳纶机织布是双防服产品的重要环节。为此,对胶粘剂进行了大量的粘结试验,主要结果见表1。

表1 不同型号胶粘剂性能比较
通过表1的试验结果我们可以得出,4#胶的各种性能都很好,且比原用胶的性能要好。因此,选择此胶作为防弹防刺材料产品用胶。
3.2 背衬材料的研究
通过对芳纶不同机织织物形态进行调研、取样、粘结试验,分析对比试验结果,从而确定了粘结性能和支撑作用最佳的背衬材料。主要试验结果见表2。
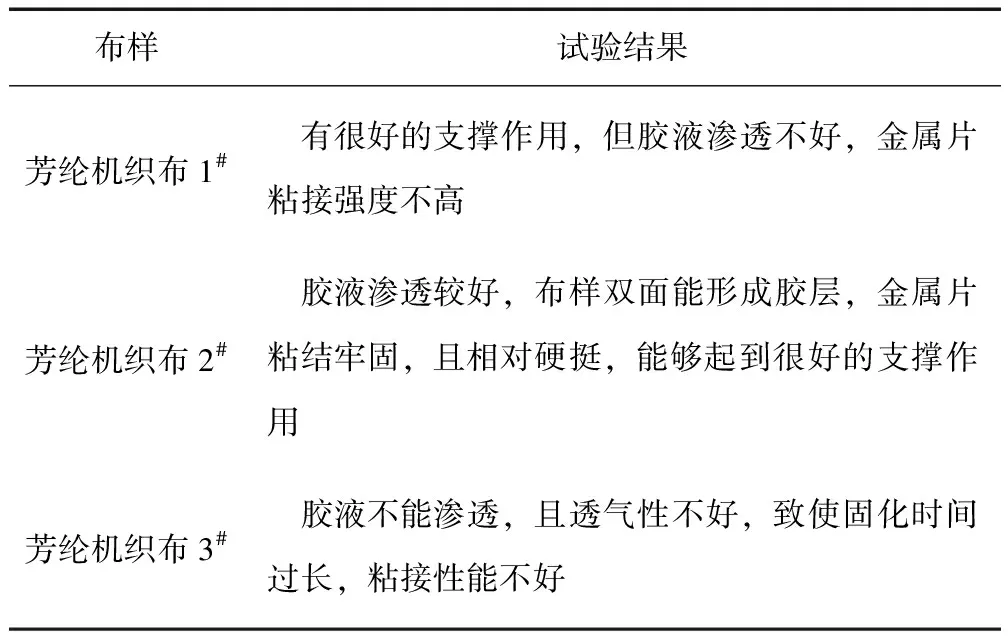
表2 背衬材料试验结果分析表
从表2可以得出,芳纶机织布2#的胶液渗透较好,金属片粘结牢固,且能够起到很好的支撑作用。因此,选择芳纶机织布2#作为最佳的背衬材料。
3.3 金属材料的研究
为适应复杂战争的需求,个体防护装备的发展方向不仅需要 “一衣多能”,还要具有轻量化、舒适、柔软等特点。本文从产品厚度方面进行了优化,试验结果见表3。

表3 不同厚度金属材料防刺性能对比表
从表3可以看到,厚度为0.6 mm金属片的防刺性能完全可以满足标准要求,因此选择此种金属片为产品所用材料。通过研究,制备的双防服在防刺性能没有降低的情况下,金属片厚度由原来的0.8 mm降至0.6 mm,每件衣服重量减少300 g,为产品更好的销售奠定了基础。
3.4 成型工艺研究
胶粘剂不同,复合材料制备工艺参数也会有所差别。本文采用的4#胶粘剂固化温度为常温。对各个压力和时间条件下所制备的防弹防刺样品进行防弹防刺试验,主要测试结果见表4。

表4 不同压力和时间对制品防弹防刺性能的影响
从表4可知,成型压力为2~4 MPa,模压时间为10~20 min时,所制备复合材料的防弹防刺性能均可达到标准要求。但是,成型压力为2.5 MPa,模压时间为15 min时,其制品的防弹平均凹陷为19.0 mm,数值最小,说明此成型压力和时间下的制品性能最好。因此,确定最终的压力为2.5 MPa,模压时间为15 min。
3.5 防弹防刺测试结果及分析
按照上面的工艺流程制备FDC-1级和FDC-2级防弹防刺材料,按照GA68—2019《警用防刺服》标准和GA141—2010《警用防弹衣》标准进行了测试,其结果见表5。
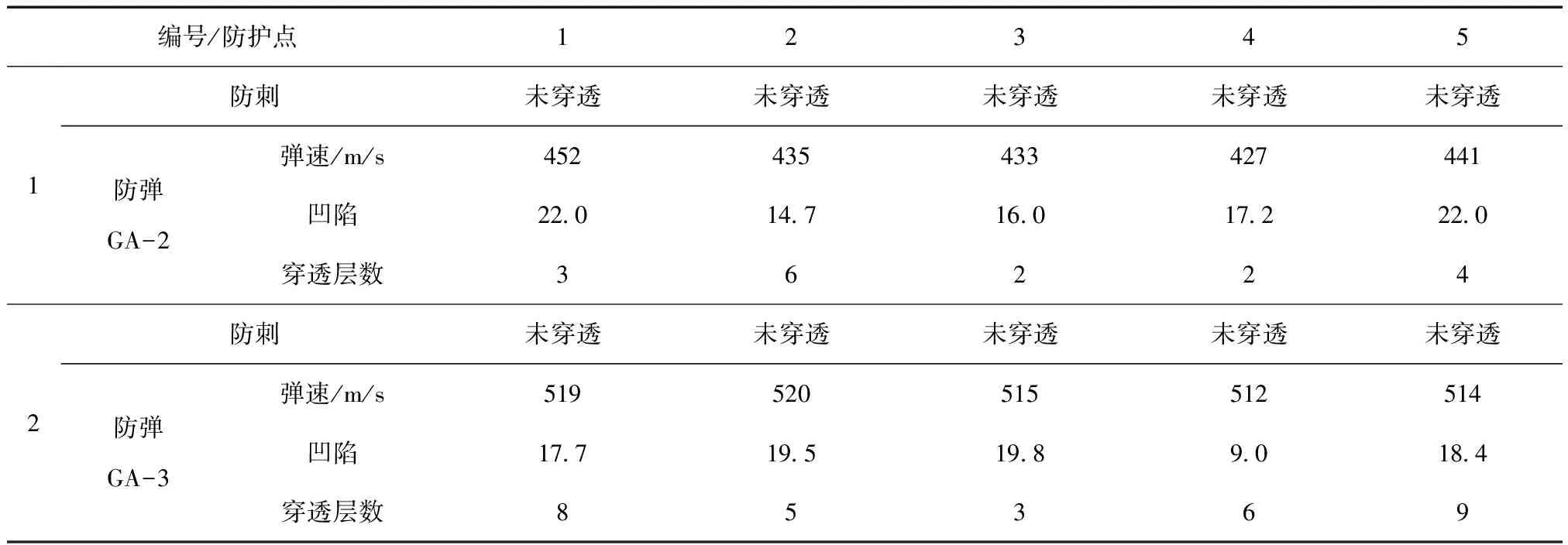
表5 防弹防刺测试结果
通过表5可知,在防刺为有效防刺、弹速在标准范围的情况下,其防刺均未穿透,凹陷均在标准范围(≤25 mm)之内,且穿透层数均未超过10层,安全系数高。
这说明,按照确定的生产工艺流程制备的防弹防刺产品,能够满足国内公安部防弹标准和防刺标准各项性能指标要求,说明此工艺路线可行。
4 结论
通过对制备防弹防刺复合材料所用的基体胶粘剂的改进、金属片减重和背衬材料的确定等试验,得出:胶粘剂优化为4#的改进胶,金属片由0.8 mm减薄至0.6 mm,背衬材料确定为孔径稍大、渗胶好的芳纶机织布;工艺条件为:防刺片固化温度为常温,压力为2.5 MPa,模压时间为15 min。依照上述改进的工艺流程生产的双防服材料,通过了国内公安部防弹标准和防刺标准测试,证明本工艺方法可行。确定了防刺片工艺参数为:常温固化,压力为2.5 MPa,模压时间为15 min。