汽车原厂水性漆B1B2涂装工艺外观影响因素分析
2021-11-23杨学红
杨学红,魏 伟,闫 欣
(1.PPG涂料(天津)有限公司 技术部,天津 滨海 300457;2.承德石油高等专科学校 人事处,河北 承德 067000)
1 背景资料
随着国家对节能环保重视程度越来越高,车厂对于成本控制越来越严格,汽车原厂漆逐步从传统的三涂两烘工艺和三涂一烘工艺向B1B2(B2为正常的水性色漆体系,B1为代替传统中涂的色漆)工艺切换,B1B2工艺更加的节能,但是外观挑战也更高。本文重点从涂装材料和涂装工艺角度介绍了水性B1B2工艺,由于面临较大的外观挑战,本文从电泳,中涂,色漆以及罩光清漆等几个方面浅谈对外观的影响因素[1]。
2 水性B1B2涂料体系介绍
2.1 水性B1B2涂料产品参数介绍
传统的水性涂料体系中,水性中涂施工膜厚为25 μm~35 μm,烘烤条件为130 ℃~160 ℃/30 min。相比传统的水性涂料体系,水性B1B2涂料体系水性功能中涂B1施工膜厚为15 μm~22 μm,B1只需要在23~25 ℃下,50%~70%的湿度下闪干3~5 min后喷涂B2。车身B1漆膜厚度大约降低了10~20 mm。低的B1膜厚使得B1一遍成膜变得更加的容易,同时低的B1施工膜厚使得旋杯有足够多的雾化能力来改变车身B1湿膜的干湿来调节漆膜的流平情况。
传统的水性涂料体系与水性B1B2涂料体系产品参数见表1[2]。
2.2 喷涂工艺介绍
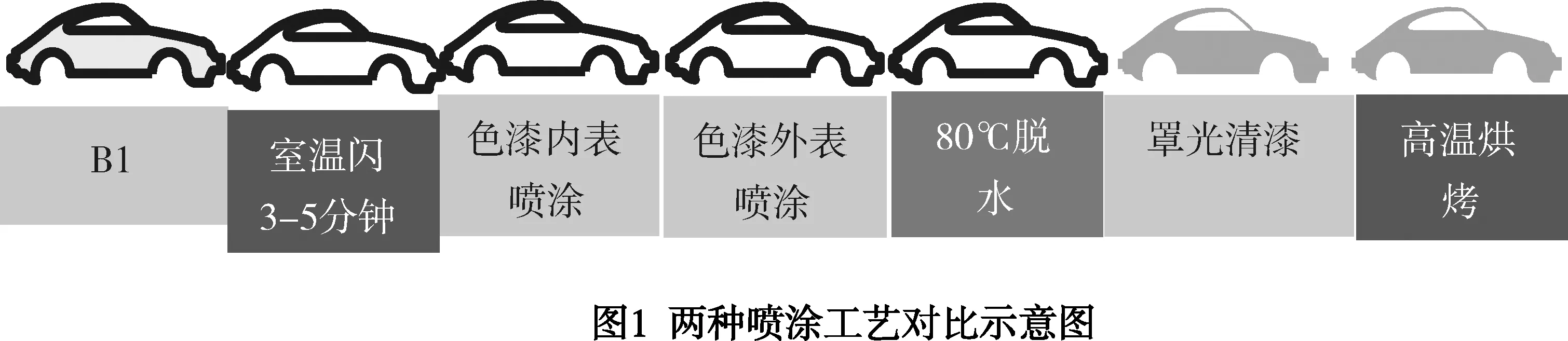
水性B1B2涂料的涂装工艺中取消了中涂烘干、中涂后打磨工段,减少了生产能耗、人员,及设备投资,车间运行能耗减少了20%~35%。生产工序的缩减,降低了车身的污染机会,水性B1B2和传统的水性涂料车相比不良点数减少了20%左右。同时水性B1B2涂料的涂装工艺取消了中涂的打磨工位,减少了人员投入,节约人力成本。与水性B1B2涂料体系涂装工艺对比见图1。
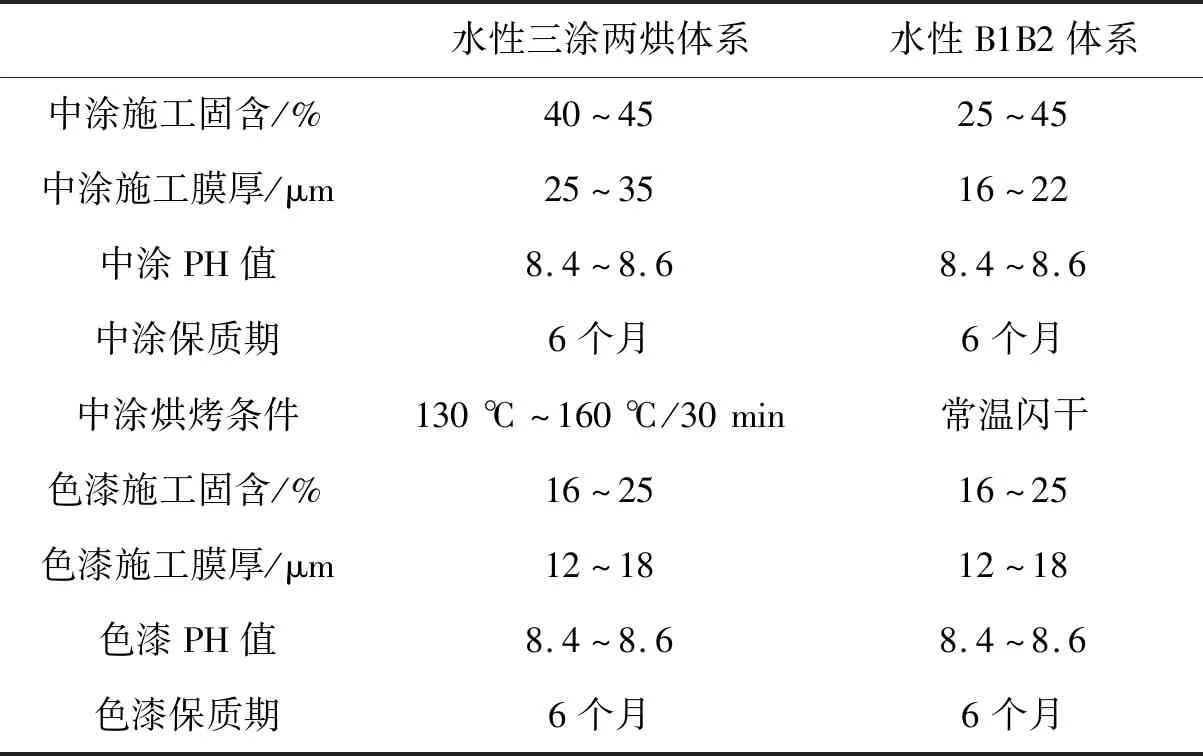
表1 传统水性三涂两烘涂料体系与水性B1B2涂料体系产品参数
水性三涂两烘工艺示意图

水性B1B2工艺示意图
2.3 水性B1B2涂料体系的优点
2.3.1 水性B1B2涂料体系的颜色覆盖能力
与传统的水性涂料体系相比,水性B1B2涂料体系中的色漆与中涂之间存在一定的相互作用,这种相互作用有利于色漆中效果颜料的排布,因此水性B1B2涂料体系具有更宽的颜色覆盖能力[3]。
2.3.2 水性B1B2涂料体系的性能
与传统的水性涂料体系相比,水性B1B2涂料体系中的中涂采用一种新型的聚氨酯-丙烯酸核壳结构树脂,这种树脂赋予水性B1B2涂料体系优异的抗石击性能。
2.4 水性B1B2涂料体系面临的外观挑战
与传统的水性涂料体系相比,水性B1B2涂料体系具有低的B1膜厚,低的B1膜厚使得B1对底材以及电泳板的粗糙度具有低的遮盖能力,最终导致全图层体系外观变差。可以采取以下的措施来解决这个问题:(1)控制底材的粗糙度,需要控制底材的Ra<1.25 μ,峰数<100,电泳板cut-off 2.5 Ra≤0.3 μ;(2)采用外观更好的双组分清漆(主要使用异氰酸酯类固化剂);(3)在色漆脱水后需要有冷却装置,使得车身在喷涂清漆前的温度小于32 ℃[4-5]。
3 B1和B2膜厚,温湿度以及清漆对外观的影响
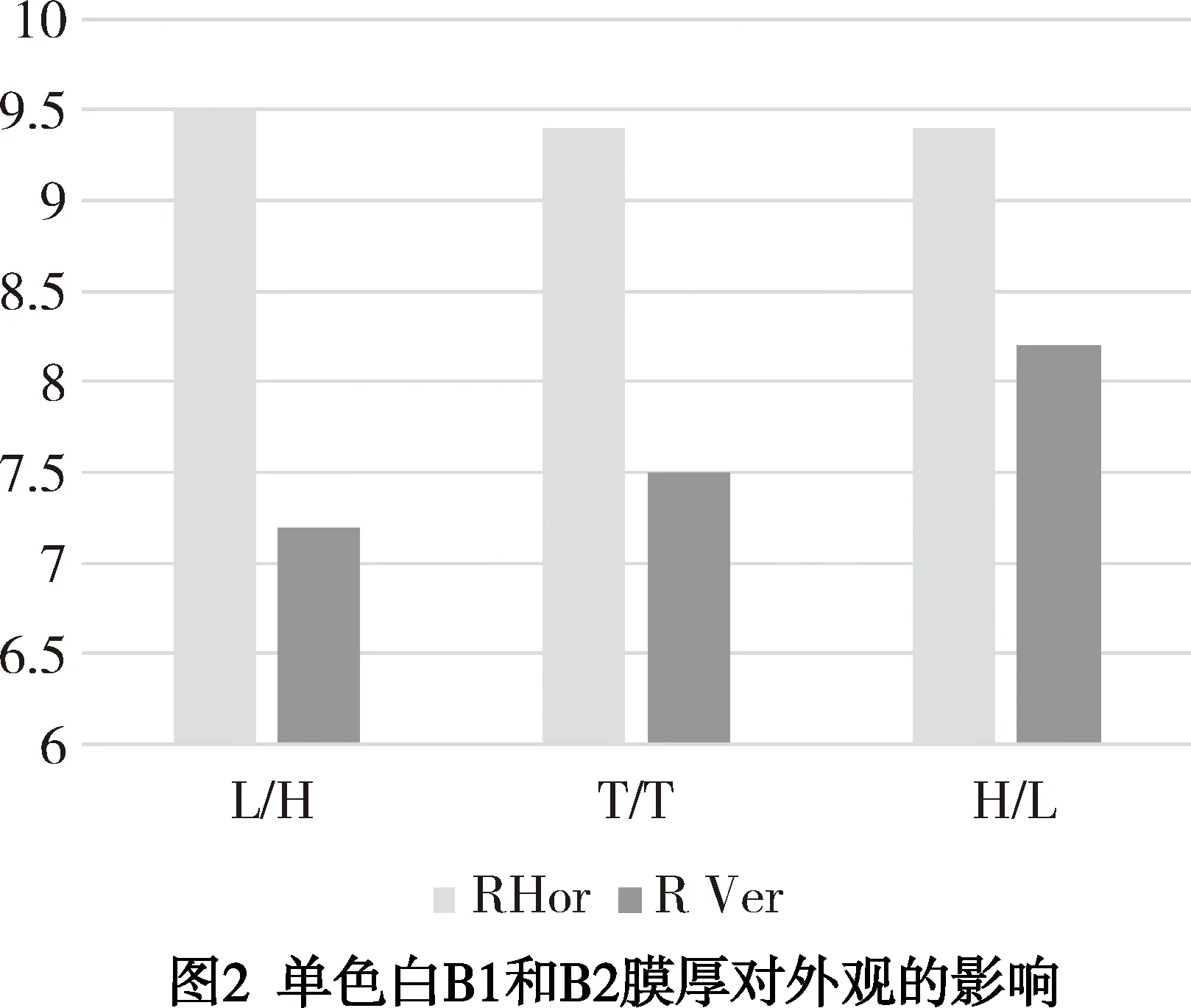
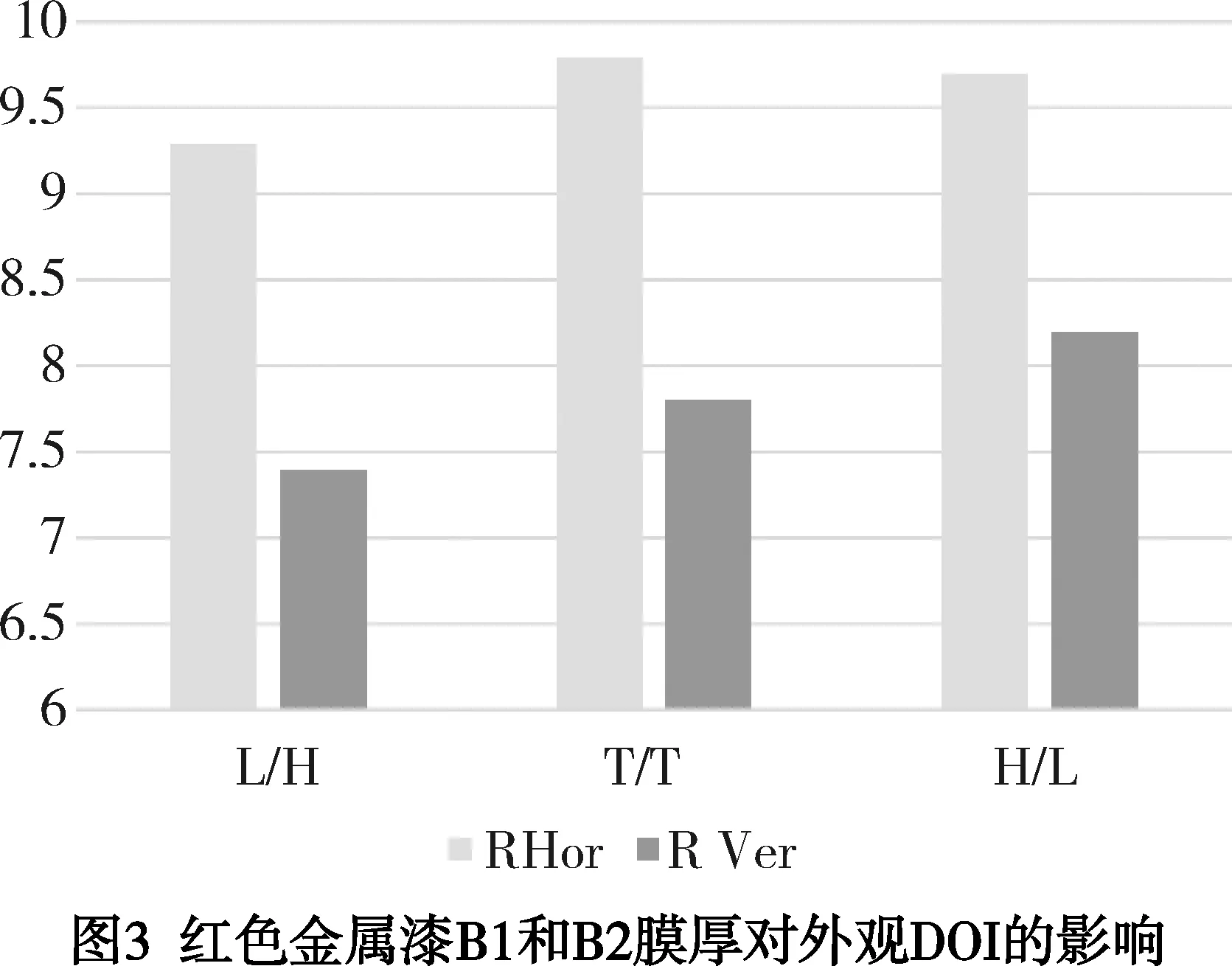
3.1 B1和B2膜厚对整体外观的影响
通过对B1和B2膜厚对外观影响的研究表明,在单色白B1和B2上,随着B1膜厚的增加和B2膜厚的降低,垂直面的R值提高,水平面的R值稍微降低。在家属红色漆B1和B2上,随着B1膜厚的增加和B2膜厚的降低,垂直面的R值提高,水平面的R值变化规律性不强。
3.2 B1和B2喷涂温湿度对整体外观的影响
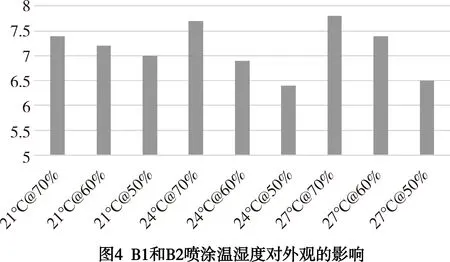
通过对B1和B2喷涂温湿度对外观影响的研究表明,温度变化对外观影响不大,湿度变化对外观影响较大,在不同的温度下具体影响的幅度不一致,本研究以银色金属漆为例。随着湿度的增加,垂直面的R值增加。
3.3 清漆膜厚调整对整体外观的影响
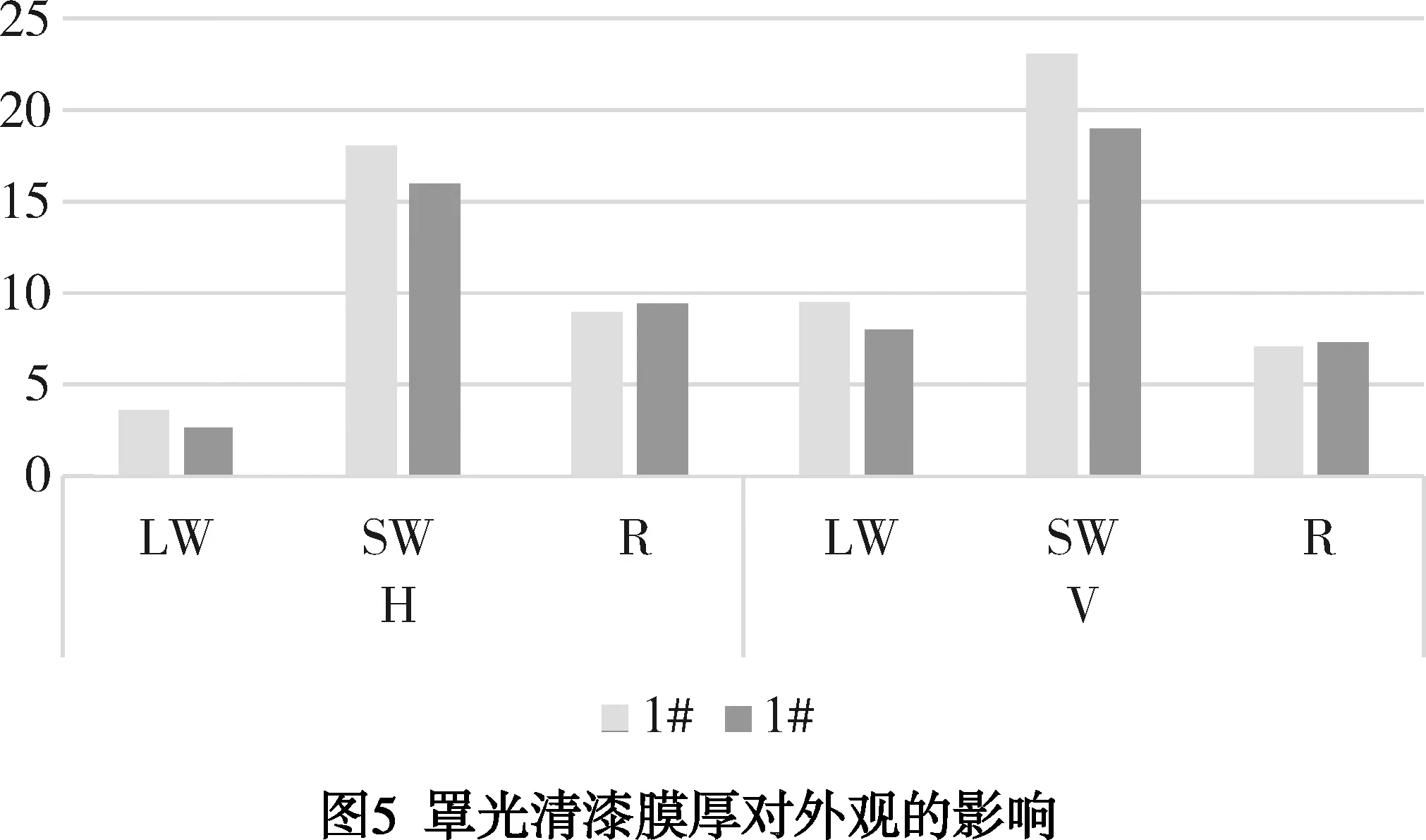
通过对罩光清漆膜厚变化对外观影响的研究表明,膜厚往高限喷涂外观会有比较大的提高,罩光清漆在不同色漆上面具体提高的幅度不一致,本研究以银色金属漆为例。1#膜厚为50 μm,2#膜厚为55 μm,DOI变化不大。做罩光清漆膜厚调整的时候需要注意不要发生流挂以及popping等缺陷的产生,特别是在不规则区域容易发生流挂,需要对施工参数做相应的调整[6]。
4 总结
总体而言,与传统的水性涂料体系相比,水性B1B2涂料体系具有低单车耗量,低能耗,低人力投入以及高产能的优点:
(1)低单车耗量:由于低的中涂施工膜厚使得总体单车耗量降低15%左右。
(2)低能耗:与传统的水性涂料体系中涂需要完成烘烤相比,水性B1B2涂料体系的中涂只需要做脱水处理。整体车间的能耗减少20%~35%。
(3)低人力投入:与传统的水性涂料体系相比,水性B1B2涂料的涂装工艺取消了中涂的打磨工位,减少了人员投入,节约人力成本。
(4)高产能:与传统的水性涂料体系相比,水性B1B2涂料体系取消了中涂的完全烘烤以及中涂的打磨处理,使得整体涂装线变短,提高了车厂的产能。
外观方面B1B2工艺比传统的三涂两烘工艺外观调整更多,根据研究结果,结论如下:
(1)控制B1和B2喷涂的温湿度,可以改善B1和B2的流平,从而改善整体外观表现;
(2)调整B1和B2的喷涂膜厚可以对整体外观有一定的提高,需要关注颜色稳定性,流挂以及UV-Trans的测试结果;
(3)调整清漆的膜厚对整体外观提高具有比较大的提高,需要关注不规则区域的流挂,同时由于膜厚提高需要关注popping等施工缺陷。
