某城镇污水处理厂除臭工艺案例分析
2021-11-23丁海燕
丁海燕
(凯发新泉水务(泰州)有限公司,江苏 泰州 225300)
1 概述
随着社会经济的发展,人们环保意识的加强,城镇污水处理厂污水处理过程中产生的臭气以及相应的臭气处理受到越来越多的关注。臭气主要集中在进水泵房、格栅、沉砂池、厌氧水解池、储泥池、污泥浓缩池、污泥脱水机房以及污泥堆棚。这些致臭物质主要有硫化氢(臭鸡蛋味)、氨的无机物(氨味)和胺类(鱼腥味)、二胺(腐肉味)、硫醇(烂洋葱味)、粪臭素(粪便味)等。据分析,成分中氨的浓度(质量浓度,下同)最高,其次是硫化氢,刺激性强。这些污染物具有易挥发、嗅阈值低等特点,工作人员长期接触还会产生身体的不良反应,如呕吐、头昏、头痛等不良反应,同时对污水厂周边空气环境质量和居民身体健康造成了很大影响,并且对污水处理厂的设备、管道、铁制爬梯和栏杆等具有强烈的腐蚀性,已逐步成为不容忽视的问题,污水处理厂构筑物加盖除臭势在必行。
2 除臭工艺
城镇污水处理厂污水处理系统由于其特殊性,臭气成分具有复杂多变、有毒有害、动态负荷显著以及持续排污、靠近居民区等特点,且往往是短时间内突发的,较难捕集和收集,给臭气治理工作带来了困难。常用的除臭工艺方法主要有生物除臭、活性氧离子除臭、化学吸附法、物理除臭法等。
2.1 生物除臭
生物法除臭作为一种较为成熟的除臭技术在国内外得到迅速发展,受到普遍重视。其中尤以生物滤床以及生物滴滤床除臭技术应用较多[1-2]。国内从20世纪90年代中期开始开展了生物法净化含H2S,NH3等臭气的试验研究生物滤床和生物滴滤床脱臭技术的基础性研究。生物除臭是在适宜条件下,利用载体填料表面上的微生物作用脱臭,臭气物质先被填料吸收,然后被填料上附着的微生物氧化分解,从而完成除臭过程。
2.2 活性氧离子除臭

2.3 化学吸收法
化学吸收法是通过化学药剂(主要是NaOH,NaCl或NaClO3)吸收臭气中的H2S,NH3等无机污染物,使有害气态组分变成液态或无害的气体。同时还可以使用臭氧、H2O2等强氧化剂氧化臭气中化学成分,达到脱臭的目的。
2.4 物理除臭法
将恶臭气体通过吸附剂填充层而被吸附去除的方法,常用的吸附剂一般为活性炭、沸石分子筛、活性氧化铝等,但不适合高浓度臭气,适合气量低浓度的场合,一般用于工业废气除臭。
3 除臭工艺比选
不同除臭工艺特点比较,见表1。
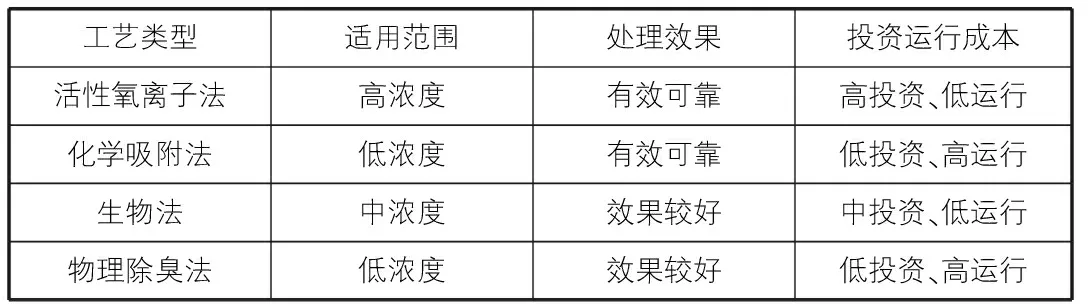
表1 不同除臭工艺特点比较[3]
根据上述对除臭技术工艺的技术比较分析,可以看出,生物除臭法具有投资成本适中和运行成本低(主要是风机和水泵的电费)的优点,很多污水处理厂采用生物除臭法来去除恶臭气体[4-5]。
4 生物除臭工程实例
4.1 污水处理厂简介
某污水厂总规模为2.0万t/d,运行规模约1.8万t/d,工业废水和生活污水比例1∶1,工业废水处理工艺流程为“格栅+厌氧池+缺氧池+氧化沟+二沉池+高效絮凝沉淀池+中间水池+纤维转盘滤池+消毒”;生活污水处理工艺流程为“格栅+曝气沉砂池”汇入氧化沟与工业废水一起进行后续处理。污泥处理工艺采用污泥浓度池+调理池+板框脱水系统工艺。为提高污水厂内及厂界空气环境质量,该污水厂采用生物除臭工艺对预处理区和污泥脱水区构筑物进行加盖除臭。
4.2 大气污染物排放标准
大气污染物排气标准见表2。
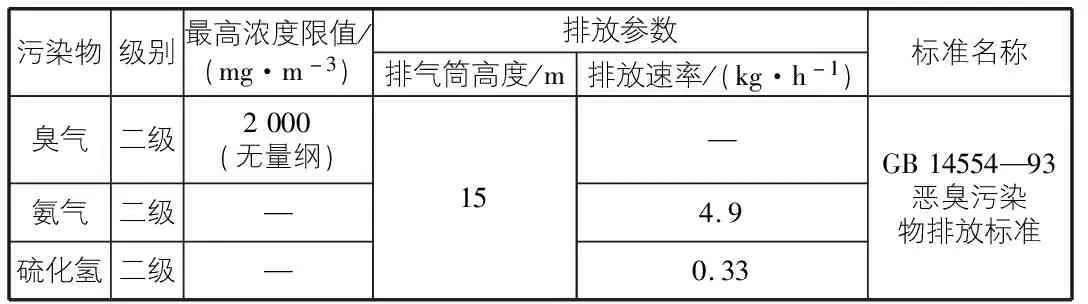
表2 大气污染物排放标准
4.3 生物除臭工艺
污水厂的除臭系统主要包括密封系统、收集风管系统及臭气处理系统[6]。
4.3.1 臭气密封系统及收集风管系统
该城镇污水厂有预处理区和污泥处理区需要进行臭气收集和处置,预处理区包括调节池、格栅及曝气沉砂池和缺氧池,污泥处理区包括污泥脱水机房及堆棚、污泥调理池及污泥浓缩池。
1)构筑物加盖区域参数(见表3)。

表3 构筑物加盖区域参数
2)风量计算。
a.调节池:接纳尚未处理的原废水,污染物浓度较高,要尽可能加盖,以减小孔口尺寸,加低盖。设计加盖面积与水面积一致,调节池水面至盖底高约0.5 m,换气率为3次/h,则臭气收集量为:Q调=30×25×0.5×3=1 125 m3/h。
b.沉砂池曝气沉砂池:加低盖,设计加盖面积与水面积一致,沉沙池水面至盖底高约0.5 m,换气率为3次/h,则臭气收集量为:Q砂=17×4×0.5×3=102 m3/h。
c.缺氧池:加高盖,设计加盖面积与水面积一致,初沉池水面至盖底高约2.8 m,换气率为10次/h,则臭气收集量为:Q缺=3.14×142×2.8×10=12 484 m3/h。
d.污泥脱水机房及堆棚:脱水机房机械均设局部排风罩,同时对操作大空间进行通风换气,除臭风量按10次/h计算,则臭气收集量为:Q脱=20×10×6.5×10=13 000 m3/h。
e.污泥调理池:水面至顶板高约0.65 m,换气率为3次/h,则臭气收集量为:Q调理=12.5×0.65×3=24.4 m3/h。
f.污泥浓缩池:水面至顶板高约0.85 m,换气率为3次/h,则臭气收集量为:Q污泥=3.14×25×0.85×3=200.2 m3/h。
则总臭气收集量为:Q总=Q调+Q砂+Q缺+Q脱+Q调理+Q污泥=1 125+102+12 484+13 000+24.4+200.2=26 935.6 m3/h,考虑10%的漏风量,除臭总风量为29 629.16 m3/h,Q总取30 000 m3/h。
3)风机选型。
经过计算共需2台风机,生物除臭系统引风机1台(除臭装置设在靠近预处理区),污泥处理区送风机1台,型号参数见表4。

表4 风机参数
4)收集风管及输送管道。
污水厂的收集风管和输送管道均采用圆形玻璃钢管道,收集风管的收集口在最高水位液面以上0.2 m处,按照收集的气量和压力在玻璃钢风管上开孔。臭气经过鼓风机加压以后经过玻璃钢送风管进入生物除臭装置。管道数量及规格见表5。

表5 管道数量及规格
4.3.2 生物除臭装置技术参数
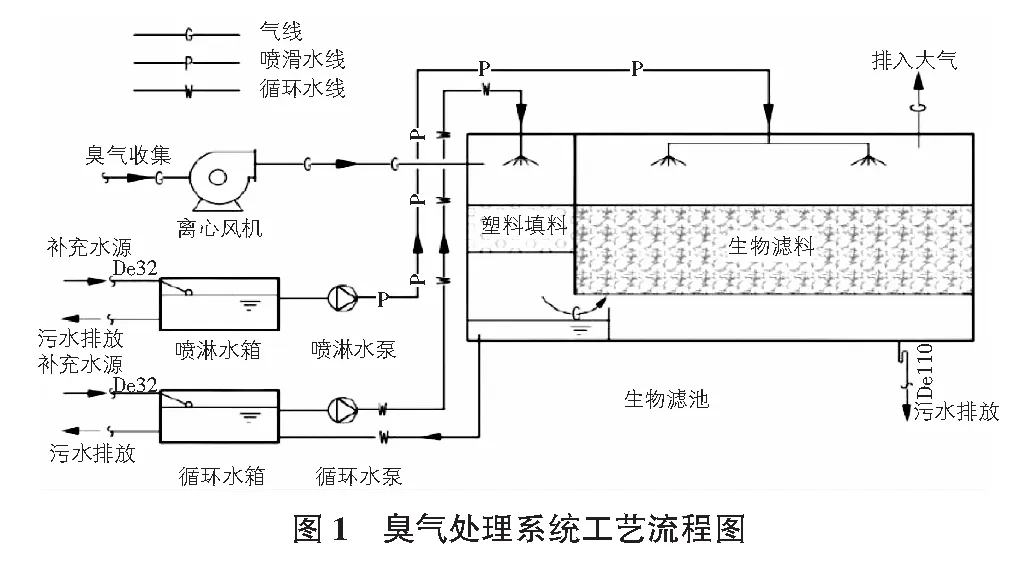
采用1套生物除臭装置,外形尺寸:L15 m×B8.5 m×H3 m;结构形式:6 mm玻璃钢内板+50 mm的碳钢骨架+50 mm聚氨酯保温层+4.0 mm玻璃钢外板;预洗段PP球填料:44 m3;生物过滤段生物复合填料:175 m3。
臭气处理系统工艺流程图如图1所示。
4.4 除臭效果分析及日常运营管理建议
生物除臭装置于2019年6月建成,总投资480万元,年运行成本约24万元(主要是电费、喷淋水采用污水厂回用水),运行1年多以来,对有组织废气臭气浓度、氨和硫化氢每季度进行了跟踪监测,如表6所示。
从表6可以看出,除臭装置15 m排气筒有组织废气检测值远低于GB 14554—93恶臭污染物排放标准表2标准,表明生物除臭系统具有较强的稳定性。
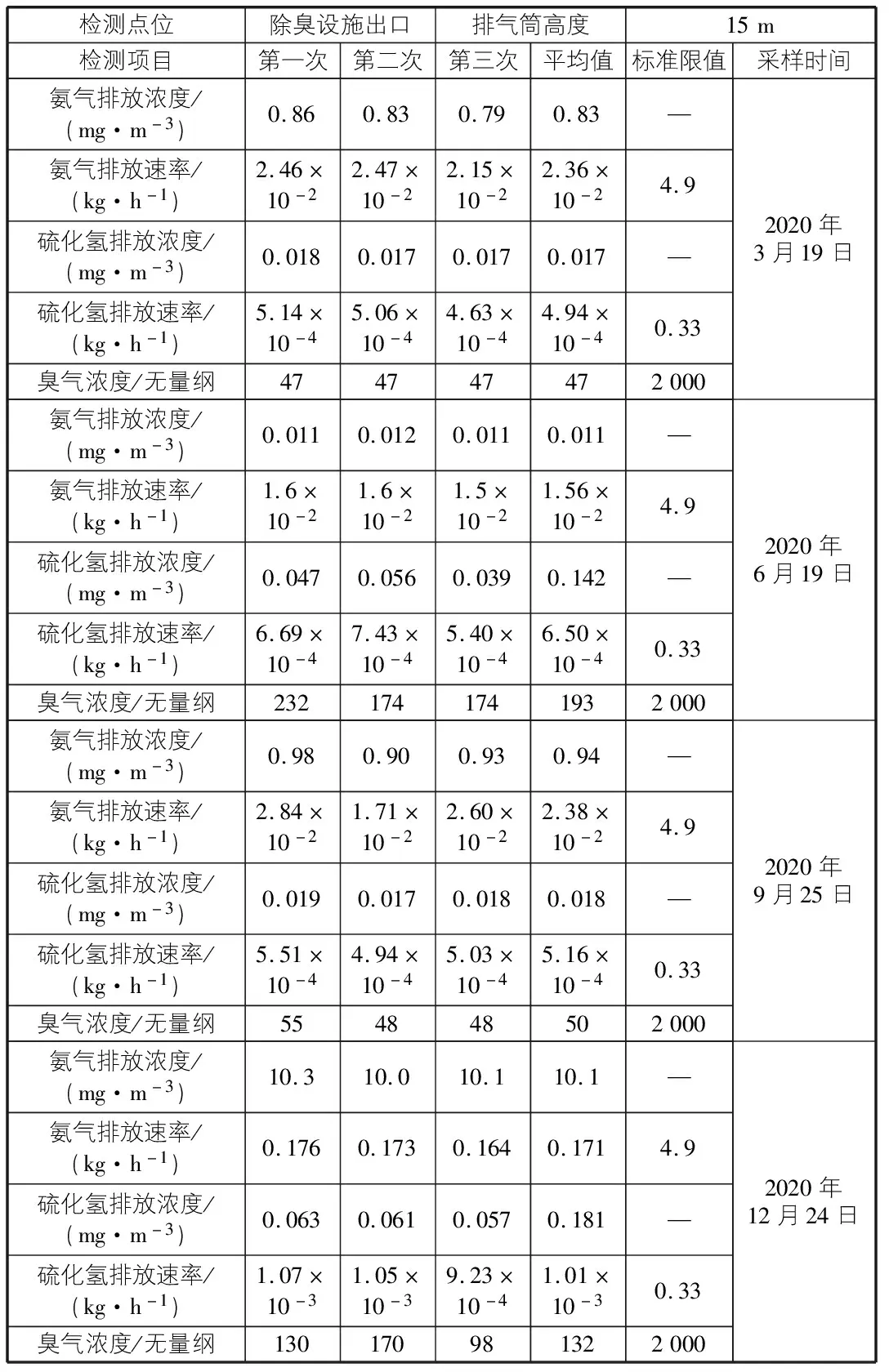
表6 有组织废气检测数据结果表
由于污水处理厂臭气中含有硫化氢等酸性气体,对设备、管道、构筑物盖板、栏杆等具有腐蚀性,工作环境较差、设备易腐蚀,因此要保证密闭区域内的空气流动,无死角,保证整个密封系统为负压收集,为废气收集提供保证,同时做好现场的设备和管道防腐工作,现场操作人员做好个人防护[7]。随着除臭系统长时间运行,密封处的软橡胶老化,日常运行管理中要及时进行更换,设备、构筑检维修时将密封装置拆除的,事后要及时恢复密封装置,提高除臭效率。
5 结语
本文以某城镇污水处理厂预处理区和污泥处理区产生的臭气为研究对象,采用生物除臭工艺,投资成本适中,运营成本较低。除臭系统15 m排气筒排放口大气污染物氨气、硫化氢排放速率和臭气浓度均能稳定达到GB 14554—93恶臭污染物排放标准表2标准,提升了污水厂厂内及周边空气环境质量。
