底推式双铝包包装工艺设计
2021-11-22陈远超张风光曾雄伟王潮波温延李昊张楠
陈远超,张风光,曾雄伟*,王潮波,温延,李昊,张楠
1 湖北中烟工业有限责任公司,武汉市东西湖金山大道1335号 430040;
2 湖北中烟工业有限责任公司武汉卷烟厂,武汉市东西湖区环湖路特66号 430040
近年来,加热卷烟制品呈快速发展态势。加热卷烟制品逐步成为跨国烟草公司新的利润增长点,战略重心正逐渐向加热卷烟制品转移[1]。加热卷烟制品主要由烟具、烟弹组成,使用时将烟弹插入烟具中,通过烟具给烟弹加热,使烟弹中的烟草加热而不燃烧。烟弹主要由烟草原料段、空管段、降温段、滤嘴段组成,其中烟草段主要原料为烟草薄片[2]。
通过对加热卷烟制品市场的考察和分析,基于湖北中烟新型烟草产品技术规格和工艺研究,结合双铝包中支、书本式、侧开式、可抽出式等异型包装产品开发经验,同时参考PM(Philip Morris Companies Inc.)公司加热卷烟烟弹翻盖式双铝包包装形式,确定武汉卷烟厂加热卷烟烟弹底推式双铝包包装形式。
前期,作为新技术、新产品、新工艺产品,加热卷烟烟弹底推式双铝包包装产品尚无成熟的包装工艺及自动化生产机械,生产依赖大量人力手工包装。国内对于加热卷烟制品的研究主要集中在产品结构[3]、物理化学分析[4]、热分析[5-6]和材料应用[7]等方面,对于加工制造工艺和设备,特别是利用现有设备实现规模化生产的研究报道较少,杨明权[8]通过对FOCKE350s 包装机组双铝包内衬纸折叠并包装置的设计,实现翻盖式双铝包包装自动化生产,满足了加热卷烟保香保润的功能要求。但国内外暂未见加热卷烟烟弹底推式双铝包包装盒型工艺设计相关报道。为此,基于对ZB43 包装设备的认识及黄鹤楼系列产品通道成型原理的理解,在ZB43 型包装机基础上进行创新性工艺再造,自主研制先内盒包装,两内盒并包再外盒包装的包装技术,同时研制无接触式冷胶电子喷胶系统、烟支质量视觉检测系统等,实现了加热卷烟烟弹底推式双铝包自动化生产,满足了异型包装功能要求,提高了生产效率。
1 包装工艺设计
1.1 卷烟包装形式
不同于传统型卷烟制品包装形式,底推式双铝包小盒分内外盒包装。内盒由5-5 双排烟支、内衬纸、内框纸、商标纸组成,双内盒并包后外裹外盒商标纸,完成小盒完整包装。在外盒商标纸底部对应内盒中心的位置分设两小孔,双内盒可自烟盒中推出,形式新颖。
图1 内盒烟组5-5 排列Fig. 1 Arrangement of inner box group 5-5
1.2 包装材料技术规格
根据烟支规格及包装形式,同步开展包装材料技术标准研究,形成加热卷烟烟弹底推式双铝包包装形式及包装材料标准体系。

图2 双内盒底推式包装形式Fig. 2 Bottom push type packaging form of double inner box
图3 辅料模切形式Fig. 3 Die cutting form of auxiliary material
1.3 工艺路线
1.3.1 小盒包装
小盒包装设备基于三组YB43 小盒包装机改造,其中两组完成两内盒双排十支烟组的包装,第三组完成两内盒并包、并包后外裹商标纸的折叠成型,干燥定型及输出至小盒透明包装设备。具体包装工艺流程如下:
(1)内盒包装(两内盒相同)。①烟支供给:料斗接上游机烟支经下烟通道落至底端,往复式推烟耙将最下一排烟支以55 双层的排列形式推入烟支整理盒轮。烟支整理盒轮旋转180°,经烟支质量视觉检测装置,55 双层烟组被推料板推出至充填床身处,同时,在检测到存在缺陷的烟组时向包装机组控制系统发送剔除信号,由包装机组控制系统在相应位置将缺陷烟包剔除。②内衬纸折叠成型:内衬纸卷带由供送装置输出,经定长切割、定位后自上而下进入充填床身包装区,与已排列的烟组相遇。内衬纸裹包采用直包方式,烟组与内衬纸相遇后,内衬纸先成“U”形包裹在烟组外,并依次在充填床身内完成两侧边与顶部折叠。③商标纸输送及折叠成型:带有负压的吸纸器将商标纸由商标纸库底部取出,输送至商标纸成型模盒内,与外裹内衬纸烟组相遇,进行商标纸包装成型。在高架输送装置处完成商标纸两侧面涂胶后,烟包被输送至干燥鼓轮模盒内,在干燥鼓轮旋转的过程中,商标纸两侧面被折叠。至此,完成商标纸折叠成型工序;④烟包经干燥鼓装置干燥、定型后输出至下一工序。
(2)外盒包装。①并包:在外盒包装成型之前,需将两组内盒包装机生产内盒烟包进行并包,再由推板输送至外盒包装机完成外盒包装。并包机构是影响设备效率关键机构,由90° 烟包转向器,纵向内盒输送通道,横向内盒输送通道,并包推板,并包输送通道组成。两侧内盒烟包经过90° 烟包转向器由纵向输送变为横向输送,两侧的横向输送通道高度相同,两组内盒烟包由凸轮传动控制的同步推板推入并包通道内,完成并包工序。当外盒包装机或内盒包装机故障停机时,两组内盒包装机纵向输送通道上均设置用于烟盒缓存的烟盘工位,可由人工进行收集与加补内盒,保障设备运行效能。②外商标纸输送及折叠成型:带有负压的吸纸器将外商标纸由商标纸库底部取出,依次完成外商标纸盖折片喷胶、折叠成型及外商标纸下侧面涂胶后,进入外商标纸成型模盒内,与并包后两内盒烟包相遇,进行外商标纸折叠成型。③烟包干燥、定型及输出:已包装成型烟包进入干燥鼓进行干燥定型,经输出通道输出,形成内外盒可拆解分离、内盒(双小包)可独立成包的独特包装形式。

图4 外盒包装Fig. 4 Outer box packaging
图5 小盒包装工艺Fig. 5 Packaging process of cigarette case
1.3.2 小盒透明纸包装
小盒透明纸经过定长切割、定位后,对小盒进行竖向U 型包裹,烟包经折叠、烫封成型、整容后输出,小盒透明纸包装完成。不同于传统型卷烟,底推式双铝包小盒透明纸采用双拉带,拉带搭口及拉头位于外盒正面右侧,上下拉带均为顺时针拉开,形式新颖,利于消费者撕开。
1.3.3 条盒及条盒透明纸包装
小盒(外包装小盒透明纸)依次通过反转装置、立盒装置,进入条盒包装机,内小盒按照10×1 与条盒相遇,条盒经折叠、涂胶、定型后输出至条盒透明纸包装机。条盒透明纸(单拉带)经过定长切割、定位后,对条盒进行“U”型包裹,条盒透明纸条包经折叠、烫封成型、六面整容后输出,条盒透明纸包装完成。
1.4 装备工艺流程再造
底推式双铝包小盒创新性分内外盒包装。内盒由5-5 双排烟支、内衬纸、内框纸、商标纸组成,双内盒并包后外裹外盒商标纸,完成小盒完整包装,其中内盒烟支规格7.7 mm×56 mm,属短支系列,鉴于其异型包装形式及短烟支规格,暂无成熟的包装设备能够满足该特殊工艺需求。

图6 小盒透明纸、条盒及条盒透明纸包装工艺Fig. 6 Packaging technology of cigarette case transparent paper,carton box and carton transparent paper
通过工艺创新性研究及前期论证,确定底推式双铝包包装装备机械化生产工艺路线。基于ZB43 装备平台,完成加热卷烟制品卷烟包装小盒→小透明→小透明六面整容→条盒→条透明→条透明六面整容全链式机械化生产。其中小盒包装设备基于三组YB43 小盒包装机改造,两组完成两内盒5-5 双排十支烟组的包装,第三组完成两内盒并包、并包后外裹商标纸的折叠成型,干燥定型及输出至小盒透明包装设备。小盒烟包经YB59、YB69、YB99 改型设备依次进行小盒透明纸(实施小盒透明六面整容)、条盒及条盒透明纸包装(实施条盒透明六面整容)。
图7 底推式双铝包包装装备平面布局Fig. 7 Layout of bottom push double aluminum packaging equipment
1.5 关键核心技术
1.5.1 无接触式冷胶电子喷胶系统
加热卷烟底推式双铝包包装产品内盒在包装过程中,需将内盒商标纸盒端盖部位及内衬纸纸同内框纸间进行粘接。在外裹内衬纸烟组输送通道转向处,布置电子喷枪,喷枪前150 mm 处安装光电检测,以准确检测铝包的有无和起始位置;在铝包输送凸耳链侧面安装编码器来测量商标纸转过的位移,以使喷枪能在指定位置给铝包上胶。铝包与商标纸盒盖喷胶机构使用相同控制器和显示屏,控制器与喷枪、光电检测、编码器、胶泵、显示屏连接在一起,组成完整的控制线路。当光电检测检测到铝包时,发出信号至控制器中,控制器根据编码器信号精确定位铝包位置后再适当时刻输出信号到喷枪触发喷胶。
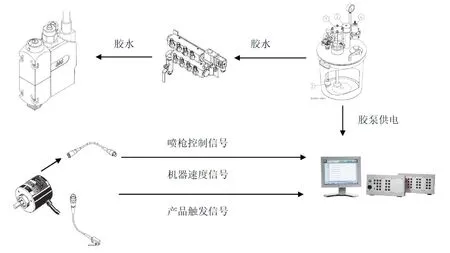
图8 无接触式冷胶电子喷胶系统Fig. 8 Non-contact cold glue electronic spray system
1.5.2 烟支质量视觉检测系统
底推式双铝包两内盒包装机,在烟支成型轮转盘处均配备烟支质量视觉检测系统。检测系统主要由图像采集组件、控制器、改造配件等组成。控制器内包括1 个控制组件、1 个带触摸屏的彩色液晶屏及1 个母板。图像采集组件负责采集烟丝端面图像,初步处理后传送给控制组件。控制组件利用图像处理技术对采集的图像数据进行处理和分析,判断当前烟包是否存在缺陷。在检测到存在缺陷的烟包时向包装机组控制系统发送剔除信号,由包装机组控制系统在相应位置将缺陷烟包剔除。该系统以机器视觉技术为基础的新型烟支检测器,主要用于检测包装机模盒内单个烟支的装填情况(空头检测),以及整个烟包的完整性(缺支、反支检测)。
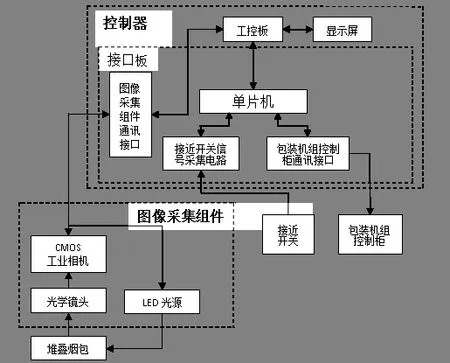
图9 烟支质量视觉检测系统Fig. 9 Cigarette quality visual inspection system
2 应用效果
2.1 试验设计
材料:“COO”牌加热卷烟制品(规格7.7×56 mm);采用对照卷烟为“HEETS”,由PM(Philip Morris Companies Inc.)公司制造。设备:ZB43 改型包装机组(国产)。方法:连续运行6 d,每天1 班,连续运行7 h,按80 包/min 生产速度运行,根据湖北中烟工业有限责任公司企业标准《电加热低温卷烟通用产品标准(外观、物测)》、GB 5606.3—2005《卷烟第3 部分:包装、卷制技术要求及贮运》[9]对卷烟外观质量进行检测,统计卷烟包装合格率,取六班运行质量抽检得分平均值。根据设备运行情况,统计有效作业率,计算公式为:(实际产量)/(定额车速×有效工作时间)×100%。
2.2 实验结果分析
2.2.1 对标检测分析研究
选取行业电加热主流产品HEETS 进行对标检测分析,检测项目包括卷烟设计、卷烟外观。
(1)卷烟设计对比。HEETS 与武汉卷烟厂自产加热卷烟制品COO 的卷烟产品设计对比如表1 所示,从设计上来看,两种产品有较大差异,COO 产品的材料材质及包装更有设计感。

表1 两种卷烟产品设计对比Tab. 1 Design comparison of two kinds of cigarette products
(2)外观质量对比。HEETS 与武汉卷烟厂自产新型低温电加热卷烟产品COO 的卷烟产品外观质量对比如表2 所示(以设备验收阶段抽检产品为研究对象)。
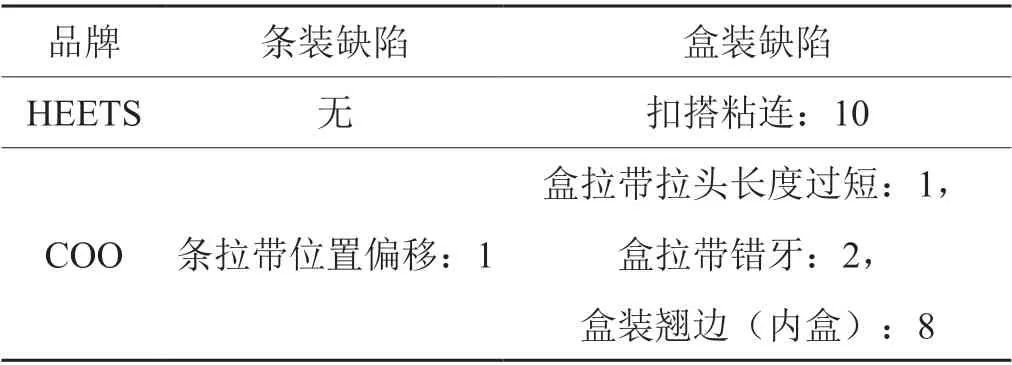
表2 两种卷烟产品外观质量对比Tab. 2 Comparison of appearance quality of two kinds of cigarette products
a. 条装外观质量对比。HEETS 与武汉厂自产新型低温电加热卷烟产品COO 的卷烟产品条装透明均较为平整,条盒棱角分明、图案对齐,条盒采取相同包装方式,条盒正面盒盖不点胶。条盒均方正平整,无触皱、不洁等缺陷。
b. 盒装外观质量对比。盒装正面透明外观均较为平整,HEETS 小盒正面有轻微盒缝不齐现象,小盒内框纸有扣搭均粘连缺陷但未造成小盒盒缝不严;COO 产品印有小盒钢印的内包有翘边,且内包均有内框纸不牢的现象。
2.2.2 数据分析
由表3 可见,基于ZB43 型包装机组改造,链式生产底推式双铝包加热卷烟时,经抽检,烟支空头、缺支、反支等质量缺陷率为零,盒装粘贴不牢等质量缺陷率为零,卷烟成品外观质量合格率平均得分为97.5 分,满足湖北中烟内控卷烟工艺标准。由表3 可见,整机(内盒→外盒→小盒透明→小透转置→小透立盒→条盒→条透)链式稳定运行,额定生产能力≥80 包/min;机器有效运行效率≥80%。设备运行稳定可靠,可以满足卷烟包装形式多样化,提高包装设备的生产效率。

表3 设备运行统计分析Tab. 3 Statistical analysis of equipment operation
3 结论
基于对ZB43 型包装设备的认识及黄鹤楼系列产品通道成型原理的理解,在ZB43 型包装机基础上创新性工艺再造,自主研制先内盒包装,两内盒并包后再外盒包装的包装技术,同时在此基础上研制双包左右并包机构、无接触式冷胶电子喷胶系统、烟支质量视觉检测系统,实现加热卷烟烟弹底推式双铝包链式机械化生产,满足异型包装功能要求。以武汉卷烟厂生产“COO”品牌加热卷烟制品为对象进行测试,结果表明:整机运行速度≥80 包/min 以上,运行净效率≥80%,机械化产品工艺质量达到市场投放标准,同时机械化生产有力保障了产品一致性标准,设备验收阶段质量平均得分≥97.5 分,满足卷烟工艺标准。设备运行稳定可靠,可以满足卷烟包装形式多样化,提高包装设备的生产效率。
