提升件烟托盘RFID芯片读写成功率的技术方案研究
2021-11-22郭凯胡安琪
文/郭凯 胡安琪
随着湖北中烟武汉卷烟厂易地技术改造项目完成,成品高架库自动化物流系统中引入RFID技术,不仅实现了整托盘联运,增加出库效率,减少人工搬运成本,而且通过扫描件烟条码,运用压缩算法,实现件烟条码写入RFID芯片并与芯片ID信息关联,将仓库管理颗粒度由老厂的托盘单位缩小到件烟单位,使成品高架库的管理水平提升。但在实际RFID技术使用中,会出现芯片写入信息成功率较低的情况,影响出入库效率。针对芯片写入信息成功率未到100%的原因,本文进行了深入分析,并提出改进办法。
一、RFID在武汉卷烟厂物流系统中的应用现状
1.RFID在件烟码垛入库流程的应用
(1)件烟分拣以及支线道口条码采集
卷包车间生产的成品件烟,经过件烟输送线运送至成品码垛入库区域。件烟首先会经过分拣机的扫码器进行一号工程码的采集,以确定件烟被分拣的道口。件烟到达相应支线道口后,件烟输送线上的扫码器会再次采集件烟的一号工程码。该扫码器拥有两路输出信号:一路输出采用网口通讯的形式,将条码发送给WCS进行牌号校验,用于判断分拣是否正确;另一路输出采用串口通讯的形式,将条码发送给一号工程系统,用于码垛完成后的条码校验和RFID芯片信息写入。
(2)成品件烟码垛以及入库申请
件烟经过支线扫码器的条码采集之后,被件烟输送线运送至码垛机械手的抓取工位,机械手按预先设定好的码垛方式进行码垛作业。机械手每完成一次码放动作,会将相应的码放件烟数量发送给托盘输送线PLC进行暂存。
当机械手码满一个整托盘后,机械手给托盘输送线PLC发送码垛完成信号。托盘输送线PLC接收到信号之后,将托盘件烟数量和条码发送给WCS,同时向WCS申请入库。WCS接到电控层的入库申请后,检查件烟数量和接收的条码数量是否一致——如果不一致,直接将该托盘剔除至人工口等待人工处理;如果一致,再判断WCS是否开启校验功能。若校验功能开启,将条码发送给一号工程系统申请进行条码校验;如果校验功能未开启,则直接给该托盘分配一个随机托盘号生成入库任务。[1]
(3)条码校验以及成品入库
一号工程系统在接收到由WCS发送过来的条码后,与扫码器发过来的条码进行校验比对。如果校验比对结果一致,则开始对条码进行组包和压缩,调用RFID读写器进行RFID芯片信息写入。写入完成后,RFID读写器会再次读取RFID芯片信息,以确认信息是否写入正确;如果校验比对结果或写入信息不正确,一号工程系统向WCS发送一个校验或写入失败的信号,WCS将该托盘剔除至人工口等待人工处理。如果校验比对结果正确,一号工程系统将RFID芯片ID发送给WCS作为托盘编号,WCS生成入库任务进行入库。[1]
2.RFID在件烟整托盘出库流程的应用
(1)创建出库订单以及根据波次分配出库货位
根据销售订单需求,由人工在WMS系统中创建出库订单。出库订单中包含需出库的成品牌号、数量和目标站台信息。出库订单创建后,系统根据订单中的成品牌号、数量和目标站台等信息,依据预先设定好的波次算法进行运算,确定相应的出库货位,并在WMS系统中生成相应的订单出库任务。[2]
(2)成品出库以及RFID信息读取
WCS系统根据相应的WMS订单出库任务执行出库作业,将相应的托盘运送到指定的目标站台,并在目标站台的LED显示屏上显示相应的托盘信息:包括任务编号、托盘芯片ID、成品牌号、发货门编号等。人工叉车将托盘搬运到发货门后,将托盘放置在预埋在地面的RFID芯片读写器上,一号工程系统通过读写器会自动读取芯片内件烟品牌、数量和相应的一号工程码等相关信息,并将这些条码判定为销售出库后,人工将该托盘装车完成出库。[2]
二、RFID使用过程中的问题分析
在试运行期间,对入库任务进行统计和分析之后我们发现,入库托盘的RFID芯片写入成功率只有92.38%,没有达到预期的效果。为了减少人工处理强度,武汉卷烟厂试运行期间只能采用入库有条码校验但不剔除托盘的模式进行生产,未写入芯片信息的托盘采用件烟拆垛的方式出库。如果遇到需要托盘联运的件烟托盘没有RFID芯片信息,只能人工更换托盘重新装载件烟并写入RFID芯片信息。根据上述的码垛入库作业流程,导致芯片写入失败的原因分为以下两种:
1.RFID芯片信息写入失败
经过托盘联运,返回到高架库的托盘不可避免地会出现RFID芯片缺失或损坏的情况。这些托盘通过RFID读写器再次写入RFID信息时就会出现无法读取芯片或芯片无法写入的情况。
同时,托盘在机械手码垛工位的定位,也是影响RFID芯片读写成功率的重要因素。然而,托盘上的封蜡、输送机链条拉伸、光电管位置或清洁程度等都会影响托盘的定位。
2.件烟条码校验失败
条码在支线道口通过同一个扫码器采集,在理论上说,如果件烟输送线PLC中有的条码,在一号工程系统中也同样会有。但当件烟出现未封箱等质量问题时,需要人工将件烟从输送线上取下,此时件烟输送线通过相应工位的光电管可以识别出件烟已被人工取走,通过有信息无货的报警复位,可以将相应的条码信息自动清除;而一号工程系统无法采集相应工位的光电信号,因此需要手动删除条码。如果人为忘记删除或误删除了其他条码,就会导致一号工程系统中的条码顺序和条码内容与WCS系统中的不相符,条码校验失败,从而导致一号工程系统停止RFID芯片信息的写入。
通过对上述的原因分析,我们决定对系统进行相应改进。
三、减少RFID芯片信息读写失败的方案设计
1.增加入库托盘芯片读写校验系统
在托盘输送线拆盘机出口处增加一个RFID读写器,当托盘经过拆解形成单一空托盘经过此处时,我们启动新增的RFID读写器对其进行芯片读取。如果能够获取其芯片ID,则认为该托盘芯片正常,允许其进入后续的托盘输送线;如果不能获取其芯片ID,则认为该托盘芯片异常,将该托盘剔除至新增的码盘机码放,积攒一定数量的异常托盘后由输送机将其输送到指定工位,由人工叉车取下处理。
(1)站台设计
如图1所示,每一个椭圆圈数字所在的方框示意为一个站台,由5238站台拆盘机拆出的单一空托盘经5028站台链条输送机运送到5029站台等待备用。我们将RFID读写器安装在5238站台拆盘机和5029站台之间的位置,当托盘经过该读写器时启动读写器读取芯片ID。
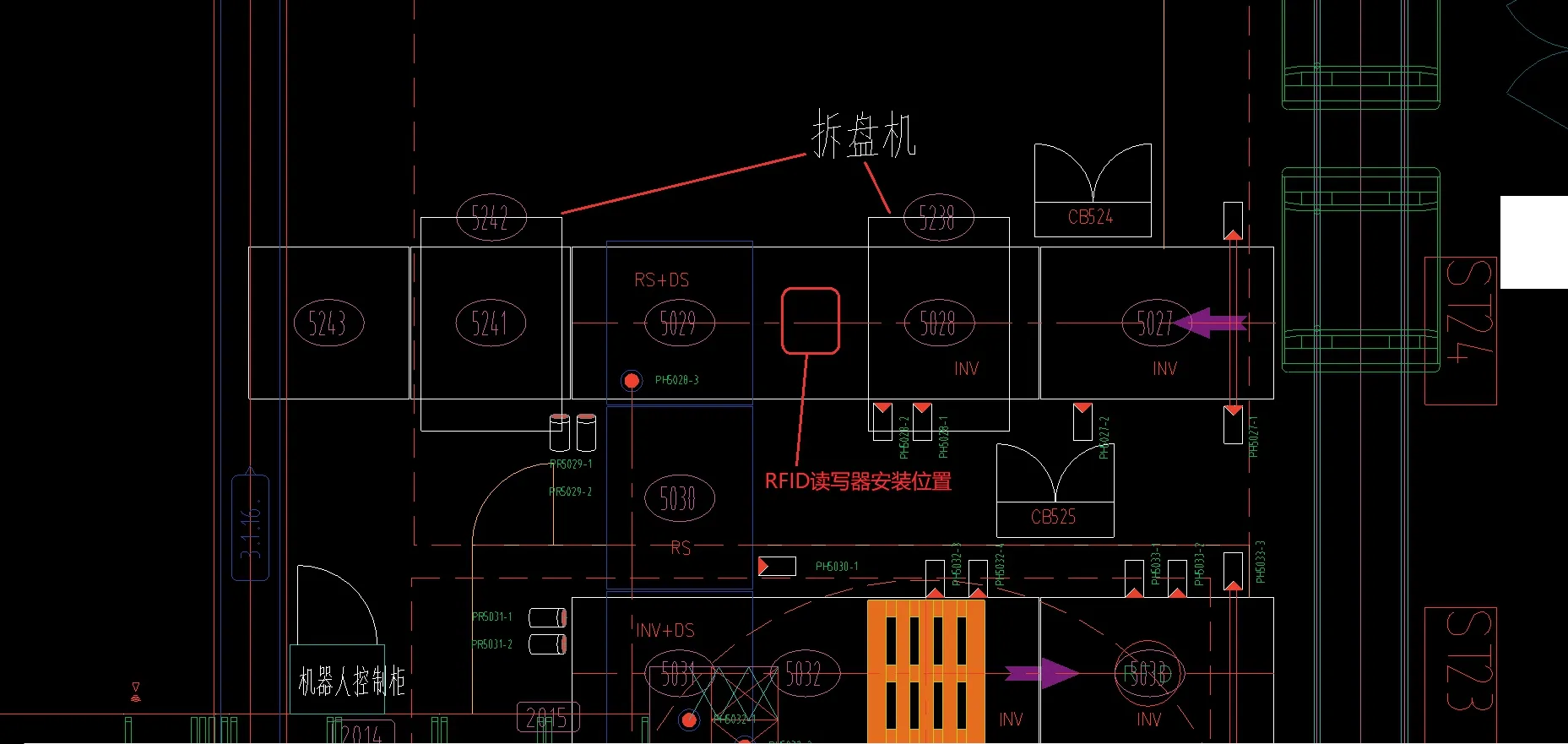
图1 入库托盘芯片读写校验系统硬件安装示意图
同时,在5028站台末端增加5241、5242、5243三个站台:
5241站台对接5028站台,用于接收芯片ID校验失败的托盘。
5242站台为新增的码盘机,位于5241站台的位置,用于将5241站台接收的托盘码放成10个一组的托盘组。
5243站台为末端站台,用于接收5242站台码好的托盘组,供人工叉车进行叉取。
(2)电控和信息系统设计
5238站台码盘机拆分完托盘组后,会在5028站台出现一个单一空托盘。当5029站台无托盘且无信息时,5028站台启动将空托盘送至5029站台。在此过程中,空托盘会脱离5028站台的载货光电PH5028-2,此刻PLC将会向5028站台信息中的起始地址写入一个整数100(整数100代表托盘RFID未被检测),同时RFID读写器启动开始读取芯片。如果芯片读取成功,RFID读写器将读取成功信号传给PLC,PLC将5028站台信息中的起始地址修改成996(整数996代表托盘RFID检测成功),5029站台顶升机启动,将空托盘顶起备用;如果芯片读取失败,将5028站台信息中的起始地址修改成995(整数995代表托盘RFID检测失败),5029站台顶升机不启动,将托盘剔除至5241站台。
当托盘到达5241站台后5242站台码盘机启动,将芯片失效的空托盘码放好,同时码盘机计数加1;当5242站台码盘机码满10个托盘后,5241站台启动,将托盘组运送至5243站台等待人工叉车叉取。
笔者编写了一个控制台监控应用程序,运行于WCS服务器上。该程序时刻监控PLC当中5028站台信息中起始地址的值,当该值变成整数100时,说明托盘已到达RFID读写器位置,此时软件调用读写器读取RFID芯片的ID。如果读取成功,则将PLC当中5028站台信息中起始地址的值修改成996,并将读取时间和芯片ID编号写入数据库中;如果读取失败,则将PLC当中5028站台信息中的起始地址的值修改成995,并将读取时间和一个空值写入数据库中;写入数据库中的数据在通过报表系统展现出来,可以查询任意时间段内的RFID芯片读写成功率。整个电控和信息系统设计流程,详见图2。
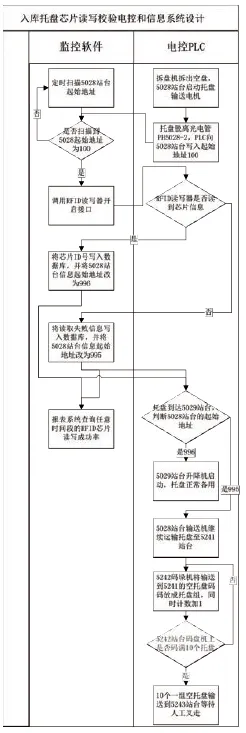
图2 入库托盘芯片读写校验系统流程图
2.增加链条输送机定位功能
如图3所示,机械手码垛工位(图3托盘所在的工位)的托盘定位也是RFID芯片读写成功率的因素之一。为了提高托盘的定位精度,在图3所示的位置增加了机械止挡机构。
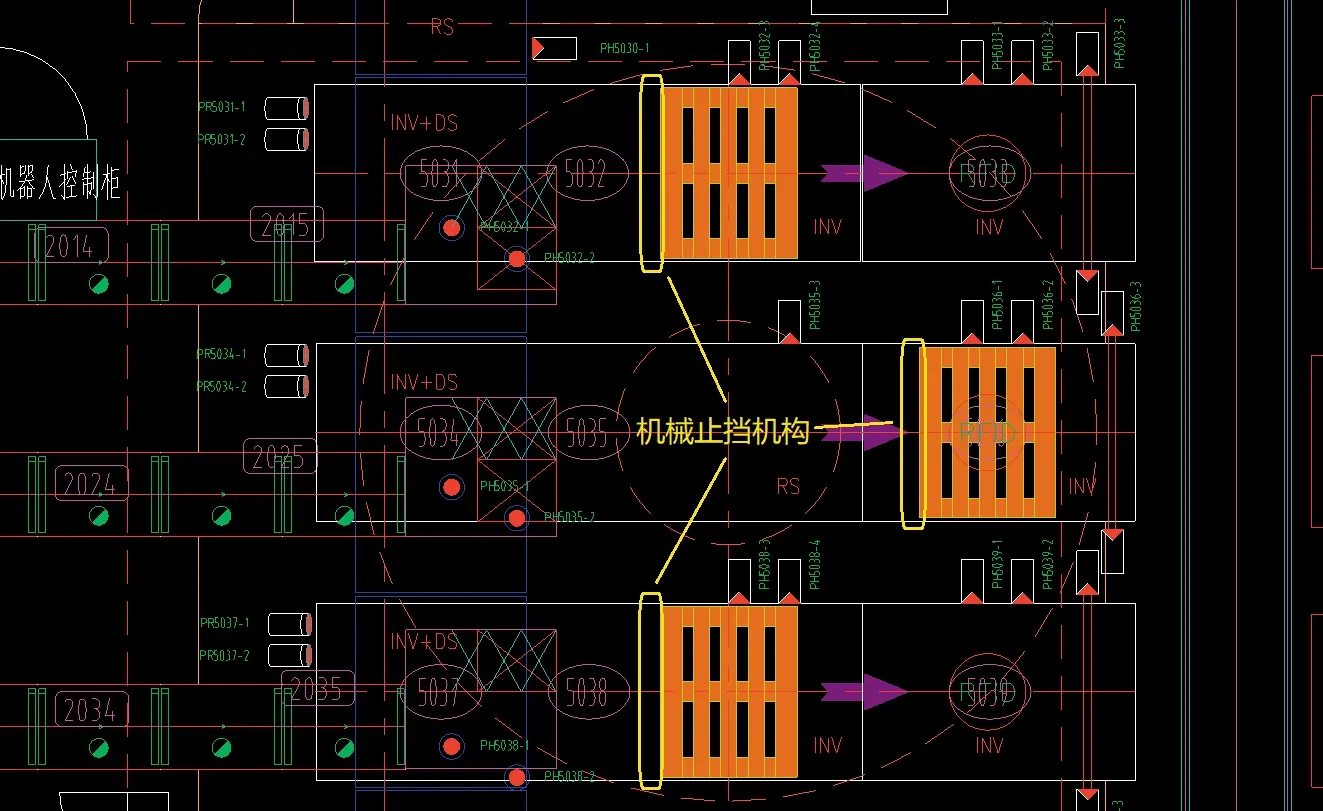
图3 链条输送机机械止挡机构安装位置示意图
(1)机械部分设计
如图4所示,托盘向前输送的过程中会将机械止挡机构压下去,托盘正常通过;当托盘完全经过机械止挡机构之后,如图5所示,机械止挡机构复位。同时,输送机低速反转,将托盘紧紧靠在机械止挡机构上,以此来保障每次托盘都会停止在同一个位置上。

图4 运输过程中止挡机构状态图

图5 定位后止挡机构状态图
(2)电控系统设计
如图6所示,当5038站台无托盘且没有信息时,PLC会输出高速正转信号给5038站台的变频器,将5037站台的空托盘向5038站台的码垛工位上输送;空托盘在脱离托盘机械止挡机构之后会触发到位光电PH5038-4,此时PLC会输出低速反转信号给5038站台的变频器,将托盘靠在机械止挡机构上。当托盘触发光电传感器PH5038-3后,5038站台继续低速反转2秒钟后停止运行,同时向机械手给出托盘准备好信号,允许机械手开始码垛。
四、提升入库申请时条码校验成功率的方案设计
一号工程系统在接收到WCS系统的校验申请后,会按照条码的采集顺序将相应数量的条码拿来和WCS系统的条码进行比对。在这个过程中,针对条码校验失败的情况,笔者改造一号工程校验软件,增加了条码池功能。
如图7所示,所谓“条码池”是一号工程系统数据库中的一张临时数据表,一号工程系统采集到的条码都会放入到这张表中。当接收到WCS系统发送过来的校验条码后,系统就在这张表中查找相应的条码,如果全部查询到,就将WCS系统发送过来的校验条码组包操作;任何一条条码信息未查询到,则向WCS系统发送条码校验失败信号。这样就可以屏蔽一号工程系统的条码采集顺序,极大提高系统的容错性。
五、成果分析
1.RFID芯片读写成功率统计
提升RFID芯片读写成功率的方案实施前,笔者统计的2019年11月每周RFID芯片读写成功率统计表,如表1。
方案实施后,2020年1月每周RFID读写成功率统计表,如表2。
由表1和表2统计结果可发现,RFID读写成功率由92.38%上升到100%。

表1 方案实施前RFID读写成功率统计表

表2 方案实施后RFID读写成功率统计表
2.减少条码校验失败导致托盘RFID芯片无信息统计
2019年11月每周入库因条码校验失败导致托盘RFID芯片无信息统计表,如表3。

表3 方案实施前条码校验成功率统计表
方案实施后,2020年1月每周入库因条码校验失败导致托盘RFID芯片无信息统计表,如表4。

表4 方案实施后条码校验成功率统计表
由表3和表4统计结果可发现,条码校验成功率由96.77%上升到100%,完全杜绝了因条码校验失败而导致托盘RFID信息写入失败的情况。
六、结语
本文笔者通过层次分析法,定位问题,并逐个给出解决方案,使RFID芯片读写成功率提升至100%,并且没有RFID芯片信息读写失败影响系统正常运行的情况发生,从而最大化地体现出RFID技术在成品库管理系统中的便捷性和信息传递准确性高的优势。然而,我们仍有部分RFID芯片被损坏的托盘无法正常投入托盘联运的使用中,如何减少托盘联运过程中RFID芯片损耗的问题,将是我们下一个要突破的目标。
