碳酸氢钠粉体对导管泄爆过程的影响*
2021-11-19余明高付元鹏郑立刚靳红旺
余明高,付元鹏,郑立刚,3,王 玺,杨 文,靳红旺
(1.河南理工大学安全科学与工程学院瓦斯地质与瓦斯治理国家重点实验室培育基地,河南 焦作 454003;2.重庆大学煤炭灾害动力学与控制国家重点实验室,重庆 400044;3.河南理工大学煤炭安全生产与清洁高效利用省部共建协同创新中心,河南 焦作 454003)
对于工业生产的厂房安全来说,气体泄爆是十分重要的问题[1-2]。为了阻止泄爆口产生的火焰和冲击波对周围人员和环境造成危害,通常使用泄爆导管将爆炸产物泄放到安全位置[3]。然而,与简单泄爆容器(无泄爆导管)相比,导管的存在会严重增加容器内产生的爆炸超压[4-5]。已有的研究表明容器内超压剧增主要有以下几个原因:(1)导管内发生二次爆炸;(2)导管内摩擦阻力和气柱惯性;(3)声波阻塞和亥姆霍兹震荡;(4)R-T不稳定性造成的火焰前锋扰动[6-7]。目前,研究者们普遍认为容器内压力快速上升的主要原因是由于导管内发生二次爆炸[8-12]。
为了降低容器爆炸超压,已开展许多针对减缓导管内二次爆炸的研究工作。Henneton等[13]在泄爆导管入口处放置金属网来延迟火焰进入导管的时间,结果表明,火焰在导管入口处熄灭,凭此消除了导管内二次爆炸。然而,如果金属网结构使用不当,会极大增加容器内最大爆炸超压。Molkov等[14]通过向导管内喷水来抑制导管内二次爆炸,得出在此配置下容器最大爆炸超压与无导管泄爆时超压几乎相当。这些研究结果虽然可以控制导管内二次爆炸强度,但并没有从源头上减弱二次爆炸。大量证据表明导管内二次爆炸严重依赖于容器内火焰动力学。Ponizy等[15]证实了容器/导管尺寸与容器内火焰行为密切相关,并且得出在特殊的实验配置下,容器内形成的郁金香型火焰与导管内气柱惯性相结合可以大幅降低导管内二次爆炸强度。Ferrara等[16]研究了导管泄爆过程中内外爆炸相互作用,他们认为容器内火焰传播行为直接影响二次爆炸程度,之后,外部爆炸反过来影响容器内最终爆炸超压。意识到容器内火焰动力学与导管内二次爆炸以及容器内最大超压的关系,我们考虑通过改变容器内火焰动力学从源头上降低二次爆炸严重程度以及容器内最大爆炸超压。
为了保护容器(包围体),本文选择在容器内直接添加粉体抑制剂进行抑爆。由于粉体抑制剂具有高抑制效率,易于长期储存等特点,已经被广泛应用于实际工业生产中[17-18]。事实上,碳酸氢钠(NaHCO3)干粉作为一种典型粉体抑制剂可以有效降低可燃气体和粉尘爆炸严重程度[19]。实验和理论研究表明,由于粉体颗粒和火焰间热传递,在可燃气体爆炸火焰区域添加NaHCO3粉体可以大幅降低爆炸强度。例如:Jiang等[20]通过实验比较了NaHCO3和NH4H2PO4对生物质粉尘爆炸的抑制效果,得出抑制剂会消耗生物质火焰中的关键自由基,导管火焰速度降低,火焰温度降低,最终得出NaHCO3对生物质粉尘爆炸的抑制性能优于NH4H2PO4。
本文中在连接不同长度泄爆导管(Kv=4.87,L=250,500,750 mm)的5 L垂直容器内,研究当量比为1的甲烷/空气预混气爆炸特性。考虑的泄爆导管长度符合国内外泄爆导管的设计标准。实验所用NaHCO3粉体质量浓度C依次为0、40、80、120、160、200和240 g/m3。主要研究容器和泄爆导管内火焰传播特性(火焰结构,火焰传播速度)和压力特性(压力历史和最大超压),以期望探讨出粉体对导管泄爆过程的影响机制,为预防可燃气体爆炸和减轻爆炸危害提供理论依据。
1 实验系统和材料
1.1 实验系统
实验系统如图1所示,由爆炸管道系统、点火系统、配气系统、喷粉系统、数据采集系统、同步控制系统六部分组成。爆炸管道系统包括100 mm×100 mm×500 mm的有机透明玻璃容器和顶部通过法兰连接不同长度的泄爆导管。泄爆导管长度分别为250、500和750 mm,导管泄爆系数为4.87,(泄爆系数由公式Kv=V2/3/Av计算,其中V是容器体积,Av是泄爆导管截面积)。容器下端用不锈钢法兰盘密闭,上端用PVC薄膜密封,PVC膜置于容器与泄爆导管之间。2个压力传感器分别安装在容器底端和距离泄爆导管底端20 mm位置,压力和光信号的采集频率为15 kHz。使用德国Lavision 4G高速相机以2 000 s−1的频率拍摄火焰瞬变图像,捕捉火焰前锋位置和火焰结构。配气系统采用两个质量流量计控制通入体积分数为9.5%的甲烷/空气预混气,持续10 min,以保证3~5倍容器体积预混气流经容器,确保容器内混合物均匀[21]。配气完成后,同时关闭进气阀和排气阀,静置30 s。在此期间将制备的体积分数为9.5%的甲烷/空气预混气通入高压储气瓶中至0.5 MPa,关闭气瓶通气阀。启动同步控制器,电磁阀开启,喷粉400 ms后,点火器放电,引燃容器内预混气体,数据采集系统同时动作。根据大量预实验(冷态实验)获得的喷粉压力和点火延迟时间,可以确保粉体在容器内尽可能均匀分布。实验过程中,为了确保数据准确性,每组工况至少进行3次以上重复性实验。
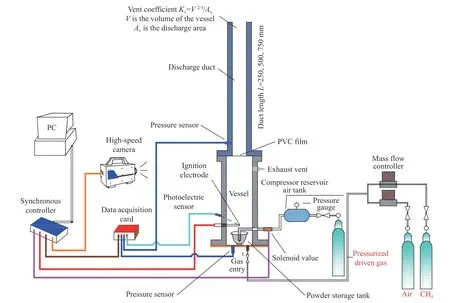
图1 实验系统示意图Fig.1 Schematic diagram of experimental system
1.2 实验材料
众多研究发现:NaHCO3粉体作为一种化学型抑爆剂可以有效降低火灾和爆炸强度。因此,本文选择使用NaHCO3粉体作为抑爆剂。采用经过标准筛制备的200~220目NaHCO3粉体,利用Mastersizer 3 000超高速智能粒度分析仪测试粒度分布结果如图2所示,粉体平均粒径为106 µm。利用公式δ =D90−D10/D50计算NaHCO3粉体粒度分散性为0.895(D10、D50、D90指的是体积百分比分别为10%,50%,90%的直径;D[3,2]为表面平均粒径;D[4,3]为体积平均粒径)。图3为粉体颗粒放大50倍的扫描电镜图。结合粒度分布图和扫描电镜图来看,可见NaHCO3粉体颗粒大小均匀性较好。
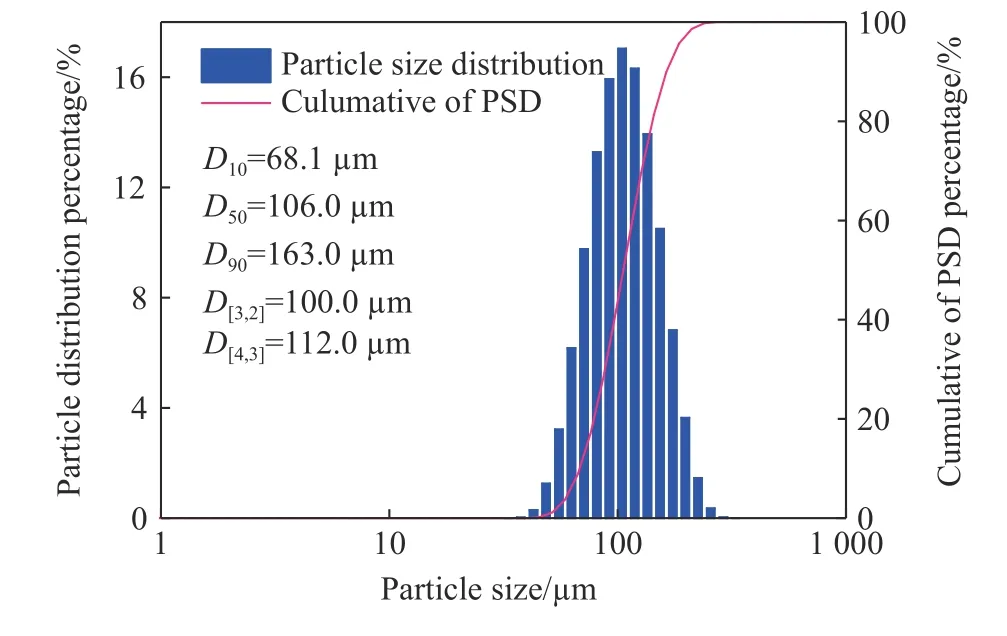
图2 NaHCO3粉体的粒度分布Fig.2 Particle size distribution of NaHCO3powder
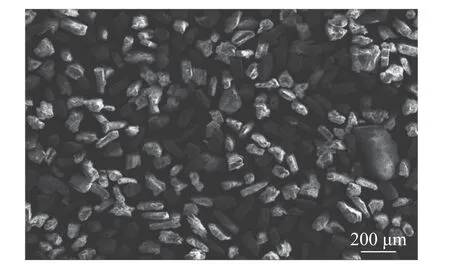
图3 NaHCO3粉体的扫描电镜图Fig.3 Scanning electron microscope of the NaHCO3powder
2 实验结果与分析
2.1 火焰锋面结构分析
图4以L=750 mm的导管为例分析了不同质量浓度NaHCO3粉体对甲烷/空气爆炸火焰锋面结构的影响。图中红色虚线表示容器和泄爆导管间法兰连接处。每个工况挑选出代表性锋面结构图,每组图挑选的第1幅为点火后初期火焰锋面情况,第2幅表示火焰传播至容器中部,第3幅为火焰到达容器末端,接下来是火焰在导管中传播的锋面结构演化图。火焰在导管-容器初期传播过程与简单泄爆容器(不加泄爆导管)几乎相同,都经历了球型和指型阶段,之后火焰发展则完全不同[22]。在导管泄爆配置中容器末端的收缩区域,火焰在加速流中被严重拉伸且收缩,之后,火焰进入泄爆导管,受容器-导管截面突然变化引起的强烈扰动作用,在湍流混合区(约等于导管截面宽度距离)火焰前锋变形及褶皱,此时,火焰极可能由于热量不断向管壁散失发生淬火现象,当导管内热气体含量持续增加能够被再次点燃时,发生二次爆炸[15]。然而,淬火现象并不是发生二次爆炸的必须条件。当火焰进入导管能够直接点燃之前泄入导管的未燃气时,则不会发生淬火,火焰连续传播至导管出口。
如图4所示,以3种典型NaHCO3粉体质量浓度(C=0,160,200 g/m3)为例分析了质量浓度对甲烷爆炸锋面结构演化影响。由图可知,随着NaHCO3粉体质量浓度增加,容器内火焰前锋逐渐模糊不均匀且撕裂情况加剧。对于低质量浓度NaHCO3粉体(C=0,40,80,120 g/m3),容器内火焰破碎程度较小,未燃气与已燃气体边界清晰,火焰传播至容器末端所需时间较短,依次为24、25、26和29 ms。然而,由于较低质量浓度NaHCO3粉体(0~120 g/m3)导致泄入导管内粉体质量浓度较小,火焰尽管在导管初始部分受到强烈扰动,但并未发生淬熄,发生二次爆炸后,火焰可以连续不断传至导管末端。当粉体质量浓度达到160 g/m3时,容器内火焰前锋出现局部熄灭,火焰形态破碎程度加大,在容器末端未燃区内形成一个小孤立燃烧区,此时火焰传播至容器末端时间为36 ms。火焰进入导管后,由于较高质量浓度NaHCO3粉体导致泄入导管内粉体质量浓度较大,在导管初始部分发生淬火。大量对可燃气爆炸的研究表明,火焰锋面结构对火焰的发展起到至关重要的作用[23]。
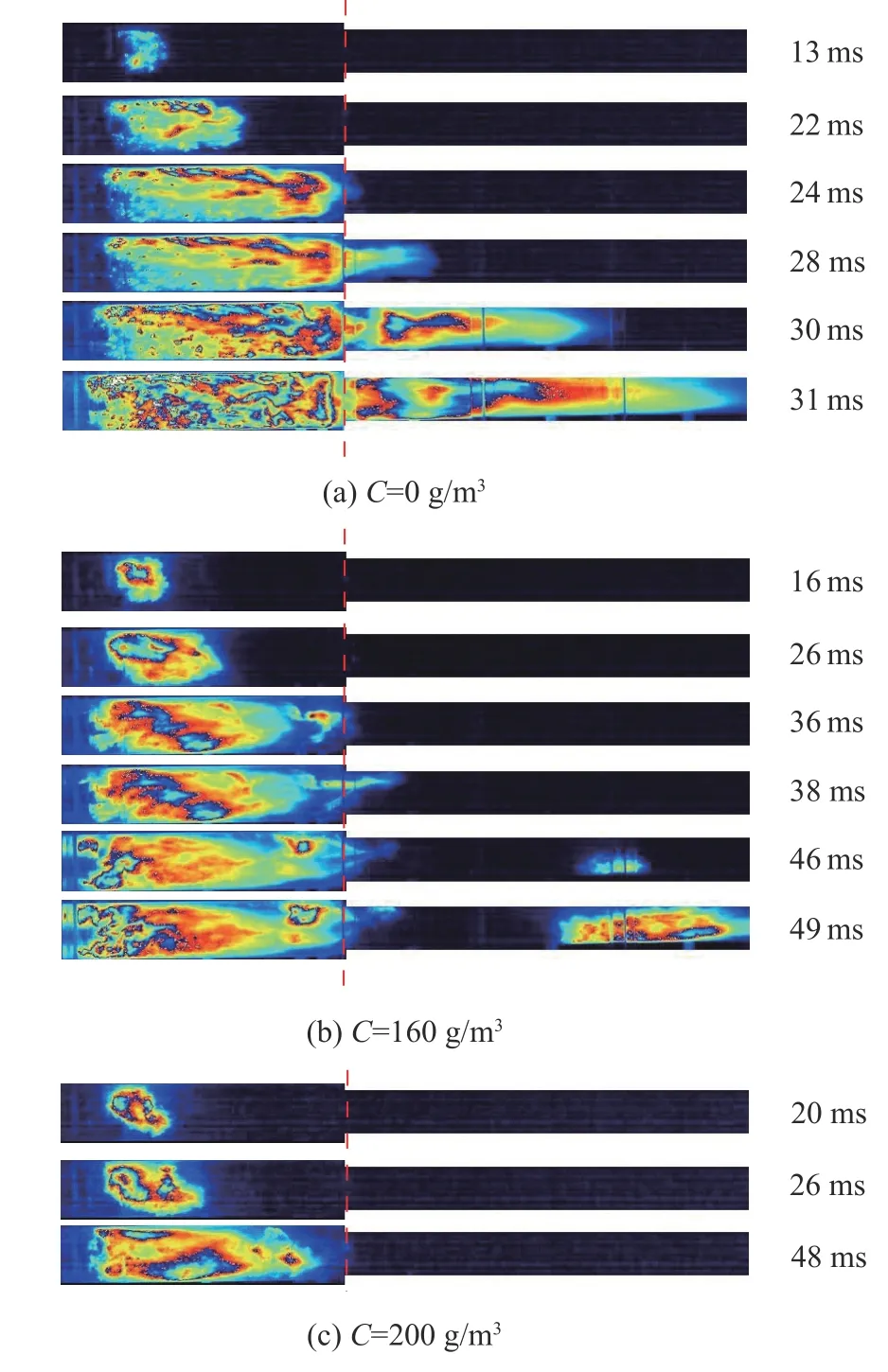
图4 火焰锋面结构演化图Fig.4 Evolution diagram of flame front structure
淬火现象发生标志火焰速度降低,反应进行缓慢,这将会导致一个较弱的二次爆炸。而后,被扰动的火焰在导管下游能够引燃持续聚集的混合物时,火焰在导管中继续传播至导管出口。随着NaHCO3粉体质量浓度进一步增加(C=200,240 g/m3),容器内火焰破碎程度进一步加大,甚至在容器末端熄灭,火焰不能传至泄爆导管,导管内也不会发生二次爆炸,火焰传播至距离容器底端最远处所需时间分别为48和51 ms。由此判断,高效率抑制的火焰前锋不连续且破碎程度严重。较高质量浓度NaHCO3粉体导致容器内火焰破碎程度更大的原因如下:一方面,NaHCO3粉体吸热分解释放CO2和H2O,导致火焰锋面热量散失以及混合物稀释。另一方面,由于典型自由基清除剂(NaOH)质量浓度增加,加速了爆炸链式反应中自由基与气相分解产物之间重组反应。同时,由于抑制剂的混入并不是绝对均匀,因此,火焰锋面沿轴向分布不规则。
2.2 火焰传播速度分析
对于不同长度泄爆导管,火焰传播速度随火焰前锋位置变化趋势几乎一致,因此,图5以500 mm导管为例分析了不同质量浓度NaHCO3粉体作用下各锋面位置点处所对应的火焰传播速度变化趋势。图中蓝绿色虚线表示火焰传播至容器尾部(距离容器底端500 mm处)。如图5所示,不同质量浓度NaHCO3粉体所呈现火焰传播速度趋势不同,火焰传播速度随粉体质量浓度增加主要呈现以下3种典型趋势:无粉体作用和粉体质量浓度较低时(0和40 g/m3),火焰传播速度在容器和导管内演化均呈现单调增加趋势。随着粉体质量浓度增加(80和120 g/m3),火焰传播速度随火焰前锋位置变化趋势发生改变,火焰前锋速度先加速后减速再加速,且后期加速(导管内)明显快于前期(容器内)。从图中观察到火焰前锋速度减速阶段发生在导管入口处,与无粉体或较低粉体质量浓度时相比,较高质量浓度NaHCO3粉体导致容器内火焰速度降低,火焰进入导管时,较低火焰传播速度更易受到容器/导管截面突然变化产生的扰动作用,因此,火焰速度呈现下降趋势,之后沿着导管火焰传播速度继续增加。此现象对于160 g/m3的粉体更加明显,火焰在导管内入口处淬火(图4),这极大地降低了导管内的火焰传播速度。对于200和240 g/m3的粉体,火焰只在容器内传播,火焰传播速度几乎恒定。此外,随着NaHCO3粉体质量浓度的增加,容器与导管内的火焰传播速度均逐渐下降,且与导管长度无关。火焰前锋传播至容器末端(距离容器底端500 mm处),火焰速度降低幅度最大(与无粉体时相比),随着粉体质量浓度的增加,容器末端火焰传播速度依次为40、34、24、14、12和5 m/s,最大速度下降率分别达20%、32%、52%、72%、76%和90%。
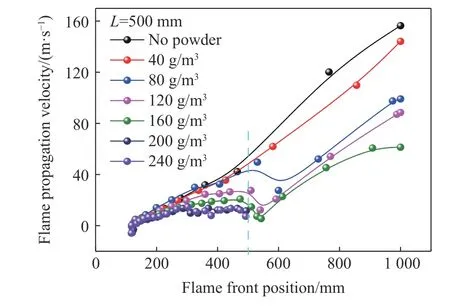
图5 火焰传播速度随位置变化关系Fig.5 Flame propagation velocity changed with flame front position
图6所示为泄爆导管内最大火焰传播速度随NaHCO3粉体质量浓度变化趋势。由图6可知,随着NaHCO3粉体质量浓度增加,导管内最大火焰传播速度逐渐下降,这与容器末端火焰传播速度变化趋势一致,表明NaHCO3粉体通过控制容器内火焰传播速度进而降低导管内最大火焰传播速度,这意味着火焰从容器末端进入导管的速度越快,导管内最大火焰传播速度越大。此外,如图6所示,导管长度对最大火焰传播速度也有较大影响,长导管内最大火焰传播速度更大,且这一规律与NaHCO3粉体质量浓度无关,长导管内最大火焰传播速度更大的原因同样是由于容器末端较高的火焰传播速度。由于火焰传播速度主要来源于火焰前沿未燃气速度,与流场湍流强度正相关,因而较高火焰传播速度将产生较强的流场湍流度[24]。Ponizy[15]通过实验研究与理论模拟,认为二次爆炸的强弱与导管内入口处的湍流强度成密切相关,湍流程度越剧烈,二次爆炸强度越大。由此可知,NaHCO3粉体质量浓度越高,容器和导管内火焰传播速度越小,在导管入口处形成一个弱湍流区,产生较弱二次爆炸。因此,NaHCO3粉体可以通过降低容器内火焰传播速度有效抑制导管内二次爆炸。同时,由于长导管较大的最大火焰传播速度,将在导管内产生一个更剧烈的二次爆炸。
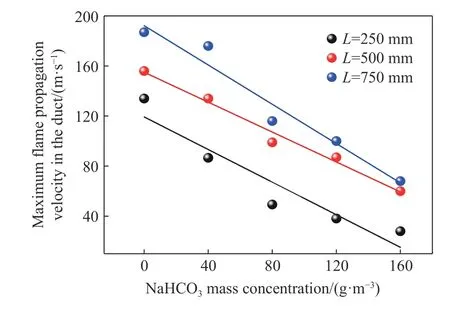
图6 导管内最大火焰传播速度随NaHCO3质量浓度变化趋势Fig.6 Maximum flame propagation velocity in the duct changed with NaHCO3powder mass concentration
图7为不同质量浓度的NaHCO3粉体作用下火焰前锋到达容器末端时间t以及容器内平均火焰速度uf的关系曲线(L=750 mm)。分析这2个参量有利于更好地理解NaHCO3粉体质量浓度与二次爆炸的关系。由图7可知,随着NaHCO3粉体质量浓度增加,t逐渐延长,从24 ms(0 g/m3)延长到51 ms(240 g/m3),理论研究证明,粉体抑爆效果与颗粒在反应区的停留时间有关[25],容器内较高质量浓度粉体延长火焰达到容器末端时间,使得NaHCO3粉体有更充分的时间分解发挥抑制作用,致使容器内抑爆作用增强。同时,火焰进入泄爆导管时间越晚,导管内二次爆炸越弱。这是由于二次爆炸强度与导管入口未燃气相对浓度密切相关,火焰进入泄爆导管越晚,之前由于容器内爆炸泄入导管的未燃气有更多时间从导管末端泄放,最终导致一个较弱的二次爆炸。如图所示,uf随着NaHCO3粉体质量浓度增加不断下降,对于0、40、80、120、160、200、240 g/m3的NaHCO3粉体,uf依次为20.8、20.0、19.2、17.2、13.9、10.4和9.8 m/s。uf与导管内火焰速度正相关,而导管内火焰速度与导管内最大压力pd,max正相关。此外,对于同一工况而言,较高质量浓度的NaHCO3粉体会导致容器内粉体泄入导管内的质量浓度升高,这会加重导管内火焰的淬熄,使得导管内的火焰传播速度更低。根据这一系列分析结果,均证实较高NaHCO3粉体质量浓度会产生一个较弱二次爆炸。
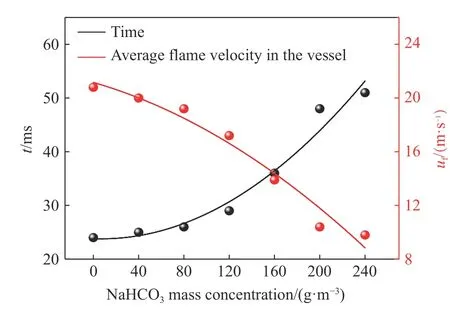
图7 火焰前锋到达容器末端时间与容器内平均火焰速度Fig.7 Arrival time of flame front and average flame velocity in the vessel
2.3 超压波形分析
不同质量浓度NaHCO3粉体对压力发展的影响明显不同。图8以L=750 mm为例比较了40和200 g/m3NaHCO3粉体的超压波形。如图所示,无论NaHCO3粉体质量浓度如何,压力波形曲线都有2个压力峰值p1和p2。分析这2个压力峰值产生的原因如下:p1是由于火焰在容器内传播时触壁引起的,火焰表面积和燃烧速率从这一时刻起下降,导致容器压力降低。对于无粉体或粉体质量浓度较低时(C在0~160 g/m3范围内),p2是由于泄爆导管内发生二次爆炸,容器内爆炸产生的压力波携带未燃气在火焰之前进入泄爆导管,之后,进入导管的火焰点燃未燃气,发生二次爆炸。导管内二次爆炸引起管内压力突升,致使容器泄爆效率下降,使得容器内产生p2;而对于高质量浓度粉体(C=200,240 g/m3),p2主要来源于容器内的残余燃烧。由图8可知,当NaHCO3粉体质量浓度为40 g/m3时,p2(43.4 kPa)大于p1(9.0 kPa),然而,NaHCO3粉体质量浓度为200 g/m3时与40 g/m3情况相反,p2(1.5 kPa)小于p1(4.2 kPa),p2下降96.5%。由于p2主要是导管内发生二次爆炸所致,因此,可以判断高质量浓度NaHCO3粉体对二次爆炸有显著影响。Kasmani等[26]认为泄爆口的高气体流速和随后的火焰速度是产生剧烈二次爆炸的主要原因。不同质量浓度NaHCO3粉体严重影响容器内火焰动力学(火焰结构,火焰传播速度)。高质量浓度NaHCO3粉体极大降低容器内平均火焰速度,延长火焰进入导管时间(见图7),最终产生一个较弱的二次爆炸。与低质量浓度NaHCO3时相反,高质量浓度下容器内的最大压力依赖p1。因此,合适质量浓度NaHCO3粉体可以改变容器压力上升机理。
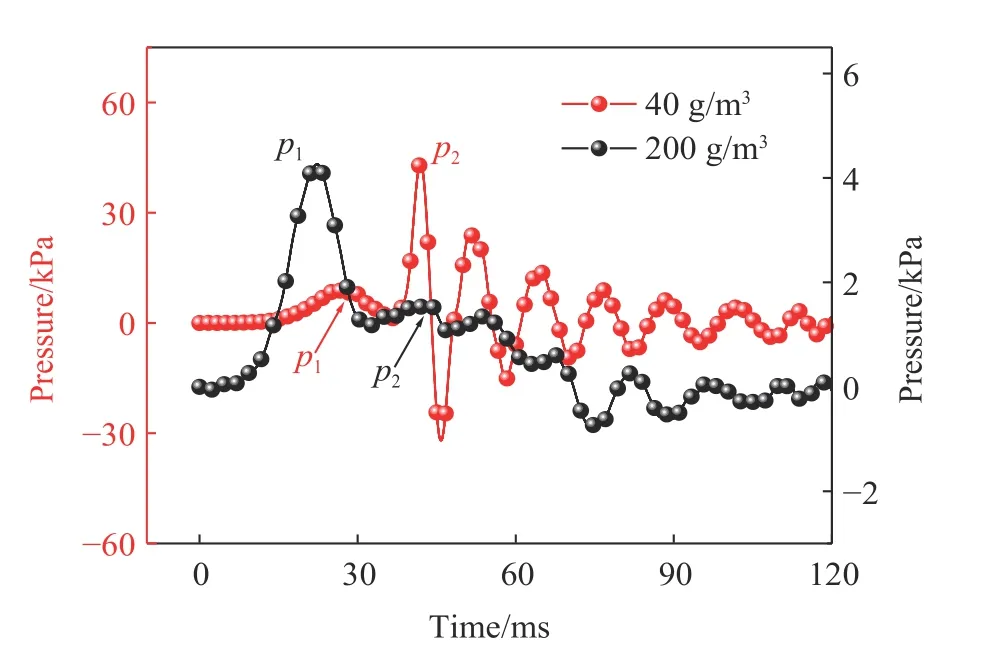
图8 40和200 g/m3 NaHCO3作用下容器内超压变化历程Fig.8 Pressure history in the vessel with 40 and 200 g/m3 NaHCO3
2.4 容器内两压力峰值分析
图9给出了连接不同长度导管的容器内两特征压力峰值(p1和p2)随NaHCO3粉体质量浓度变化趋势,如图所示,对于不同长度泄爆导管,p1和p2均随着NaHCO3粉体质量浓度增加不断下降,而且,NaHCO3对p2的抑制效率高于p1,尤其对于较长导管(500 mm和750 mm)。随着NaHCO3粉体质量浓度增加,p2和p1的差值Δp不断下降,甚至当粉体质量浓度达到160 g/m3时,Δp变为负值,且这一规律与导管长度无关。分析Δp负值的原因是,较高NaHCO3质量浓度(160 g/m3)极大削弱导管内二次爆炸,由二次爆炸产生的降低容器内泄爆速率这一作用也被减弱,甚至更高的NaHCO3质量浓度(200 g/m3和240 g/m3)致使火焰在容器内熄灭(图4),消除导管内二次爆炸,增加容器最大超压的相关效应(或机理)也被消除。此时p2主要来源于容器内微弱的残余燃烧。因此,随着NaHCO3粉体质量浓度增加,二次爆炸及其相关作用不断减弱,且当NaHCO3粉体质量浓度达到某一临界值时(200 g/m3),二次爆炸被完全抑制。在这种情况下,容器内最大爆炸超压pv,max由火焰在容器内触壁时产生的第一压力峰值p1决定。
图9 容器内两压力峰值随粉体质量浓度的变化Fig.9 Variation of two pressure peaks in the vessel with NaHCO3mass concentration
2.5 容器内最大超压峰值分析
爆炸事故中,爆炸超压是评定爆炸危险程度的重要参数。图10是容器内最大超压峰值(pv,max)及其下降率随NaHCO3粉体质量浓度的变化关系。随着粉体质量浓度增加(0~240 g/m3),不同长度导管的pv,max不断下降,且粉体质量浓度达到一个临界值(160 g/m3)时,pv,max逐渐趋于稳定,这表明NaHCO3粉体的质量浓度效应逐渐减弱。此外,长导管(750 mm)会产生更大pv,max,这是由于连接长导管的容器和导管内火焰传播速度更大(图6),导致一个更剧烈的二次爆炸,由二次爆炸造成的容器泄爆效率的下降程度远大于短导管,致使容器内净体积增加率增加,因此产生更大pv,max。本文定义超压峰值下降率为有无粉体时容器最大超压差值与无粉体时最大超压的比值为θ。θ可以有效体现导管泄爆过程中不同质量浓度粉体的抑制效率。如图10所示,随着导管长度增加,NaHCO3粉体抑爆效率不断增加。与无导管泄爆时相比,导管泄爆时θ明显得到提升。例如:郑立刚等[27]研究数据表明,在无泄爆导管的容器中加入200 g/m3的NaHCO3,θ(与无粉体时相比)只能达到48%,而在本文的结果中,当NaHCO3质量浓度为200 g/m3时,对于不同长度导管(L=250,500,750 mm),θ依次为68%、90%和93%。一方面,泄爆导管的存在降低了容器泄爆速率,使得容器内参与抑制的粉体质量浓度更高,提升粉体抑制效率。另一方面,粉体对容器内火焰动力学的影响削弱导管内二次爆炸强度,进而大大降低容器内超压。此外,随着粉体质量浓度增加,θ不断增加,当粉体质量浓度达到临界值(160 g/m3)时,θ趋于稳定,这一规律与导管长度无关。同时,NaHCO3粉体由40~160 g/m3超压峰值下降率的增量要大于160~240 g/m3。这是因为NaHCO3粉体质量浓度较低时,低热阻导致反应区热量更易传至颗粒内部,在高质量浓度粉体下,热阻增加,限制反应区热量向颗粒内部扩散,导致只有颗粒外围部分分解,而颗粒内部由于热量传导受阻不能有效分解,且随着粉体质量浓度增加,热量向颗粒内部传导时间增加,这不利于粉体分解发挥抑制作用[28]。因此,对于相同导管配置,低质量浓度粉体分解效果比高质量浓度的分解效果好,随着NaHCO3粉体质量浓度增加,质量浓度效应逐渐减弱。
图10 容器内最大超压峰值及下降率曲线Fig.10 Dependence of maximum overpressure and its drop rate in the vessel on NaHCO3powder mass concentration
3 火焰速度和爆炸超压的关系分析
图11列举了连接不同长度导管的容器内平均火焰传播速度uf与导管内最大爆炸超压pd,max的关系。由图11可知,对于一个给定长度的导管,uf越大,pd,max越大,也就是说容器内火焰传播越快,导管内二次爆炸越剧烈。从这一结果可以得出,火焰在容器内传播过程直接影响导管内二次爆炸大小。对于相同的uf,长导管(750 mm)内产生更大pd,max的原因是,连接长导管的容器内火焰传播速度更大[29],容器内较快的火焰速度导致导管内火焰传播速度更大(图6),进而产生一个较强的湍流场。二次爆炸的剧烈程度与导管内湍流强度正相关。因此,容器内火焰传播速度越快,pd,max越大。
图11 导管内最大超压与容器内平均火焰传播速度的关系Fig.11 Maximum pressure in the ductpd,maxvs average flame velocity in the vesseluf
图12所示为容器最大压力pv,max与导管最大压力pd,max的关系。由图12可知,pv,max与pd,max存在线性关系,随着pd,max增加,pv,max不断增加,且这一线性关系不依赖于NaHCO3粉体质量浓度与导管长度。实际上,导管内发生二次爆炸导致容器内泄爆效率大幅降低,使得容器产生最大爆炸超压pv,max,且二次爆炸越剧烈,泄爆效率下降的幅度越大,容器内净体积增加率增加越快,容器最大超压越大,也就是说导管内二次爆炸越剧烈,容器内产生的最终爆炸超压越大。不同质量浓度粉体虽然通过降低uf来削弱pd,max,这只能导致不同的二次爆炸强度,但pd,max与pv,max的线性关系并不会因此发生改变。根据pd,max和pv,max的线性关系以及uf和pd,max的特殊关系,可以判断出uf与pv,max并不是严格的正相关(即非单值函数),而是对于某一固定长度导管,pv,max随uf的增加而增加。本文实验在小尺度条件下进行,由于大尺度实验和小尺度实验还存在一些差异,在后续的研究中,将在大尺度实验配置中进一步研究干粉对导管泄爆过程的影响,为现实应用提供更加精细准确的理论参考。
图12 容器内最大爆炸超压与导管内最大爆炸超压的关系Fig.12 Maximum pressure in the vesselpv,maxvs maximum pressure in the ductpd,max
4 结 论
本文中研究了NaHCO3粉体对导管泄爆过程的影响,从火焰锋面结构、火焰传播速度,压力波形和超压峰值等多个方面进行分析比较,得到以下结论。
(1)抑爆剂质量浓度严重影响容器和导管内火焰传播过程。随着粉体质量浓度增加,容器内火焰破碎程度加大,导管内火焰逐渐弱化甚至熄灭;不同质量浓度粉体展现3种火焰速度模式。这是由于不同质量浓度粉体导致容器与导管内粉体分布情况有所差异,进而影响抑制效率。综合分析可得:高效率抑制的火焰前锋越来越弱,容器与导管内火焰传播速度均逐渐降低。
(2)抑爆剂质量浓度能改变容器最大爆炸超压的控制机理,最终影响容器最大超压。粉体质量浓度较低时,容器最大爆炸超压取决于二次爆炸产生的第二压力峰值,反之取决于火焰在容器触壁时产生的第一压力峰值。
(3)存在一个临界质量浓度(160 g/m3)使得粉体抑制效率逐渐趋于稳定。随着粉体质量浓度增加,容器内最大爆炸超压和超压峰值下降率的变化量逐渐减少,表明质量浓度效应越来越弱,粉体抑制效率受到限制。
(4)容器最大爆炸超压与容器内平均火焰传播速度和导管内最大超压密切相关。容器最大爆炸超压与导管内最大超压呈线性关系,且与粉体质量浓度和导管长度均无关。对于给定导管尺度,容器最大爆炸超压和导管内最大超压均随着容器内平均火焰传播速度的增加而增加,即容器内火焰传播速度越快,最终爆炸超压越高,但这种正相关关系不是单值的,与导管长度有关。
