复杂零件手动编程技巧
2021-11-16宋祥玲刘兵吉褚彩萍张立文
宋祥玲 刘兵吉 褚彩萍 张立文
[摘 要] 如何快速学会复杂零件编程,实际加工中有许多经验可以使用。通过一个复杂零件的数控加工实例,得出加工此类零件的编程技巧。日常学习、工作中可以注意积累借鉴,以达到快速熟练编程的目的。
[关 键 词] 宏程序;手动编程;复杂零件;数控加工
[中图分类号] TP313 [文獻标志码] A [文章编号] 2096-0603(2021)45-0160-02
在数控机床编程与操作类课程教学中,手动编程占到较高的比重,对于较复杂零件如使用手动编程,如何快速准确地加工出工件,有很多较容易的方法。复杂零件在编程的时候,一开始好像感觉无从下手,不过仔细分析尺寸关系,便可以得到很多启发。学生在日常学习中可以把常用的一些宏程序指令保存下来,再遇到其他的零件改一下数据即可,如椭圆宏程序编程、抛物线零件宏程序编程等。为了防止有接刀痕,进刀点在工件之外,适宜遵循切线方向进刀、切线方向退刀的原则。
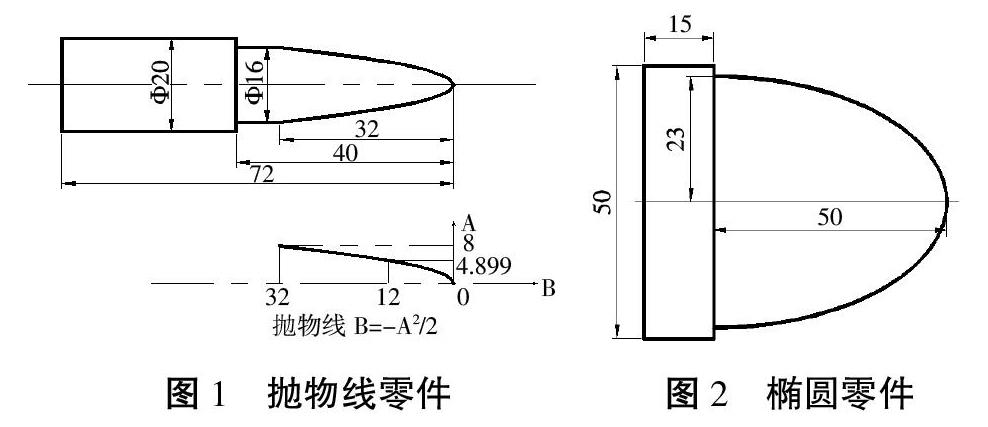
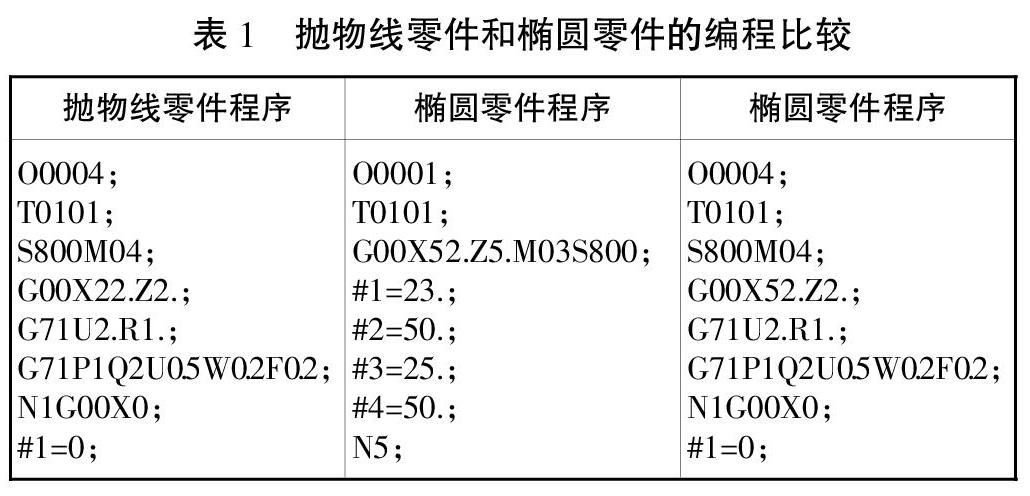
如图1、图2中两个零件,图1为抛物线零件,图2为椭圆零件,用宏程序编程方法类似。图1毛坯Φ20mm,长度足够。图2毛坯Φ50mm,长度足够。工件坐标系原点都设在工件右端面中心。
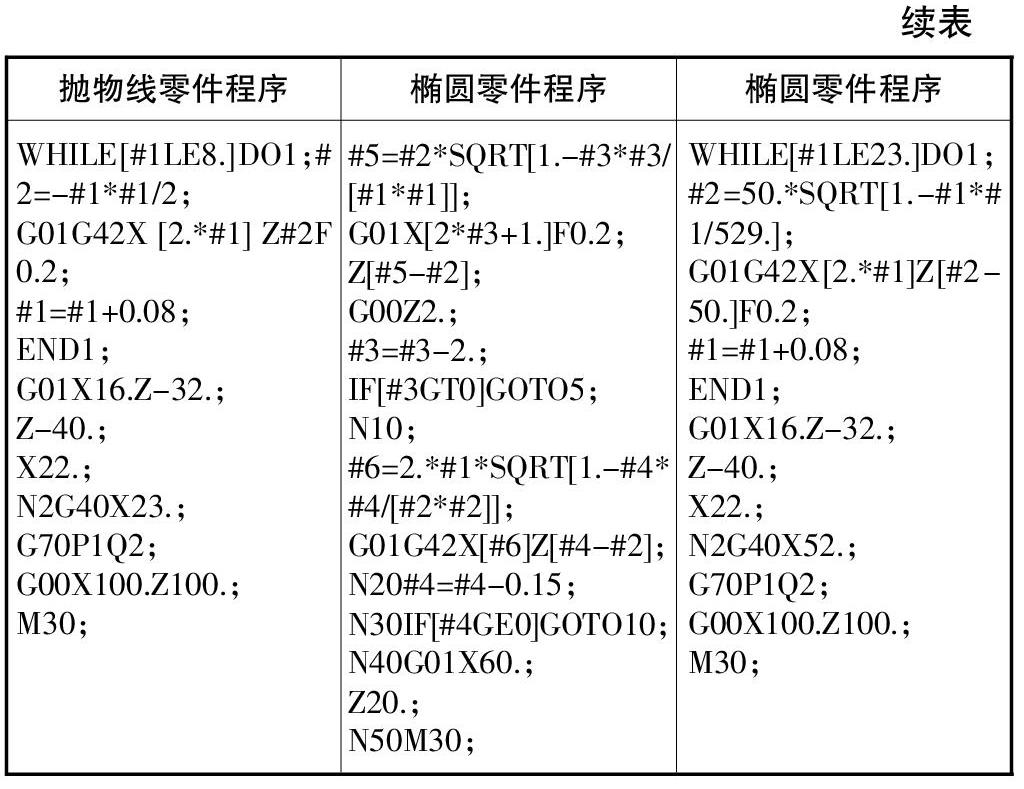
程序对比如表1。根据表1中抛物线零件的程序,很快可以仿写出椭圆零件的程序(表1第3列),而表1第2列虽也可以加工出椭圆零件,但初学者不易理解。
如图3所示零件,要加工三个凸台,高度都为5mm。为了编程数据好计算,可以设三个工件坐标系:中间一个,两边两个,工件坐标系从G54~G59中间随便选,本例中取G54、G55、G56作为第一、第二和第三工件坐标系;中间凸台圆弧与圆弧的交点可以用UG软件草图中的标注功能求得,当然也可以通过其他的软件如AutoCAD等软件求得;左右两边的半椭圆凸台可以用整个椭圆宏程序限制离心角的角度可得半个椭圆,然后将半个椭圆绕逆时针或顺时针旋转90°可得到,用到了宏程序编程和旋转指令编程。
具体程序编制如下。
O0001
G54
S500M03
G00Z100.
Z5.
X-22.5Y-56.
G42D01Y-54.43
G01Z-5.F100
Y-40.
G02X12.784Y-21.484R22.5
G03X21.484Y-12.784R25.
G02Y12.784R22.5
G03X12.784Y21.484R25.
G02X-12.784R22.5
G03X-21.484Y12.784R25.
G02Y-12.784R22.5
G03X-12.784Y-21.484R25.
G02X22.5Y-40.R22.5
G01Y-54.43
G40G00Y-56.
G00Z5.
G55
G68X0Y0R90.
G00X25.Y-20.
G42D01Y-10.
G01Z-5.
Y0
#1=0
WHILE[#1LE180.]DO1
G01X[25.*COS[#1]]Y[15.*SIN[#1]]F100
#1=#1+1.
END1
G00Z5.
G69
G56
G68X0Y0R-90.
G00X25.Y-20.
G42D01Y-10.
G01Z-5.
Y0
#1=0
WHILE[#1LE180.]DO2
G01X[25.*COS[#1]]Y[15.*SIN[#1]]F100
#1=#1+1.
END2
G00Z5.
G69
G00Z100.
M30
精加工路线、三个工件坐标系设置及最终加工效果分别如图4、图5和图6所示。
结论:
1.可以设多个工件坐标系加工复杂零件。
2.可以应用画图软件快速得到编程点的坐标。
3.可以参照已有的标准宏程序编程,如椭圆编程。
4.可以灵活使用旋转等编程指令。
◎编辑 郑晓燕
