基于有限元模拟的细长板焊接应力分析
2021-11-15梅乾龙权建洲曾申波
梅乾龙 , 权建洲 , 曾申波 , 李 冉
(空军预警学院雷达士官学校,湖北 武汉 430000)
随着工业信息化的不断发展,材料的成型技术越来越先进。但是,材料成型中常伴随着应力缺陷以及变形等问题,如细长板工字钢、T形钢角接及细长管对接等常见工件的焊接,焊接应力缺陷一直是难以解决的问题。本研究根据细长板焊接应力的特点类比分析,从温度分布方面利用ANSYS有限元软件分析焊接成型后各处焊接应力的分布,找出温度应力的极值点,从而为后续焊接应力的消除和变形工件的矫正提供理论数据支持。
1 焊接应力的现状
1.1 焊接成型技术中的应力问题
焊接成型主要是指相同或者不同的两部分材料,通过母材部分区域和添加材料(焊材)熔化形成的熔池金属凝固而将这两部分材料刚性连接为一个整体的加工技术[1]。目前的焊接以熔焊为主,比如常见的焊条电弧焊、气保焊、钎焊等,这些焊接成型方式中都伴随着温度的急剧变化,并且焊接的几千摄氏度以上的温度与室温相差较大,这也是造成焊接缺陷和变形的直接原因。常见控制焊接应力的方式主要是材料的焊前加热,焊后处理,这样虽可以轻微地降低焊接应力的形成,但是会增加操作的成本,而且通过肉眼直接观察的应力变化得不到准确应力转折点,盲目地进行应力矫正还会破坏焊缝的质量性。工程应用中特别希望通过对焊接过程温度场的预测,来预测焊接接头的内部应力分布特点,判定何处会产生焊接裂纹,判断焊接变形的严重程度等。
1.2 细长板平敷焊中的应力问题
焊接过程中的熔池状态及其焊缝成型分布,在各种位置都有不同的焊接状态。其中,平敷焊操作是日常手工焊接过程中最常见的焊接方式,主要是在平行地面的位置上,利用堆敷连续焊形成焊道的一种焊接方式,是所有焊接操作方法的基础[2]。平敷焊操作的要点主要是熔池热量输入分布比较均匀,焊缝成型度比较好,但是由于焊接时间的过程性,造成焊接热量的输出过程受到后续加热的影响。因此,在冷却时会形成较大的温度差,根据塑性材料热胀冷缩原理,焊板金属在熔池结晶处会形成分布不匀的现象,就会造成较大的焊接形变,主要表现为轴向的弯曲或扭曲变形。对于起称重及载重作用的横梁结构,发生变形会直接影响构架整体的结构性能,降低仪器的使用寿命。因此,需要根据温度的分布规律、温度差值的大小探索能够定点改变焊接温度应力的矫正过程。
2 细长板焊接温度场有限元分析
焊接过程主要伴随以下几项变化:金属熔池的快速凝固;高温熔池的热量在金属内部的传导;焊接过程中金属内部存在的温度梯度导致的金属内部热应力[3]。焊接过程中产生的热量在母材中传导产生的温度变换范围,必然是一个随母材空间部位、焊接进行时间而变化的不均匀焊接温度场。根据温度场分布的特点近似于常见热源的变化,利用ANSYS软件中的APDL语言编写程序,实现在移动热源载荷下的有限元分析计算,可以大致模拟焊接的整个过程,从结果输出中观察细长板各处的温度应力变化曲线。具体模拟分析过程如下。
2.1 参数的输入
根据有限元分析特点,刚性构件之间的应力变化必须有相应的材料特性作支撑,主要是需要设定近似于板材和焊条材料变化的温度梯度,对应各梯度温度的热传导系数、弹性模量、屈服强度、泊松比以及线膨胀系数,温度的基准线以室温为参考标准。
2.2 模型和热源的建立
模型的建立主要是对细长板和焊缝进行网格划分,在二者的结合处进行细化网格处理,目的是使板材与焊材的温度变化形成温度差。选定焊条加热的热源模型为高斯热源模型[4],因为高斯热源模型的特点是底面为圆形的钟罩,该模型与焊条电弧焊的弧柱以及焊条燃烧形成的熔池相似。考虑到控制单一变量原则和焊缝成型的均匀一致性,忽略正常焊接时的运条停顿以及焊条角度控制等因素对温度的影响。
2.3 热源的加载
为了近似模拟真实的焊接操作过程,需要将热源加载在焊缝处,并且排除其他热源载荷的影响,还需要利用有限元分析中生死单元技术[5],即在加载热源之前,先将模型中焊接处单元逐个“杀死”,原理是将其单元质量温度调至最小值,然后在热源加载过程中逐个重新激活,最后设定一定变化的热源温度。这样做的目的是排除基体板材温度变化对焊缝的影响,以及对空气中介质的影响。
2.4 模型的冷却
待热源加热完毕,设定一定的冷却时间,将模型正常回冷至静态温度。类比于焊接过程中,焊板热源的输入主要是焊条燃烧产生的热量,焊板起始温度接近于室温,这样温度的曲线分布则更加接近于真实焊接操作中温度的变化。
3 细长板焊接温度场结果分析
3.1 细长板整体温度场分布
有限元模拟分析完毕后,输出焊缝处温度变化云图以及各处温度曲线。温度场分布云图如图1所示,模型云图颜色的深浅分别表示温度的高低。通过分析焊板温度场分布云图可以发现温度应力的大小呈现不均匀规则分布,图中3、4点位置的颜色最深,通过测量大约在细长板2/3处,因此,可以判定温度应力的最大值出现在此处,而非细长板中间的区域。分析其主要原因应该是焊接过程中后续单元的点受到一定的预热作用,故当焊接至后半段时考虑温度集中的影响,所以会产生温度的峰值;当焊接至尾端时,由于焊板末端热量散失的影响,所以其温度的变化与起焊段温度相近。
3.2 细长板各处温度应力分布
通过温度云图直观地认为焊接应力的最大值出现在细长板的2/3处,并且应力呈现不均匀分布。为了验证猜测的准确性,现分别拾取焊缝上的特殊极点,详细分析其焊接过程中整个温度值的变化。由于在焊缝连接处进行了网格细化,所以模型上的单元点较多,为了排除同样点带来的繁杂性,现只选取首尾段两点以及2/3处两点的温度,其中,各选取两点的目的是形成自身对照的单一变量原则。
1)利用有限元单元点拾取原则,输出以上6个点的温度分布,如图2所示。从温度的曲线图中可以发现,细长板焊缝从焊接到冷却的过程中,主要表现为温度先急剧升高,然后到达极值后出现缓慢的冷却过程,最终都是统一达到准稳态的效果。因此,虽然模拟焊接过程中各处点温度变化不一致,但整体冷却速度是一致的,从而实现焊板和焊缝空冷的状态。
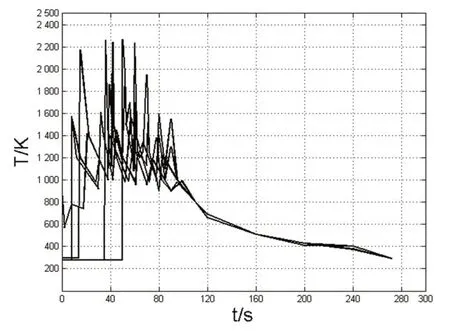
图2 6个点温度分布曲线图
2)通过研究横向的温度应力,1、2点为焊接起始端,3、4点为极值点,5、6点为焊接收尾端,将每组两点进行相互比较,如图3所示,可以发现,当距离较近的时候,横向的温度变化很小,因此,在横向的应力变化可以忽略不计。考虑横向温度是为了验证细长板焊接过程中横向方向若出现温度的极值,则焊接完成后会出现横向变形,对于细长板来说就会出现扭转应力。本次实验主要验证纵向弯曲应力受温度的影响特性,为了控制单一变量,故模拟过程中将焊缝的形状模拟近似于正方形结构,忽略横向温度对细长板应力的影响。

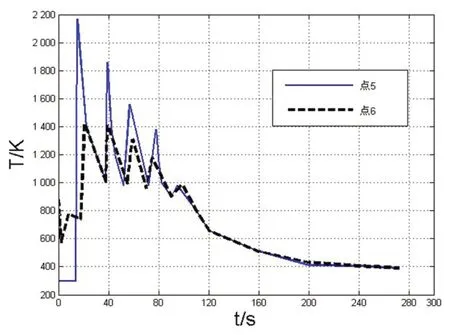
图3 横向两点相互对比曲线
3)通过研究纵向的温度应力,对比分析可以发现,细长板焊接起始端和收尾端两端的温度相似地接近,如图4所示,原因主要是焊接在起始和收尾处的空冷效率高、散热速度快,所以曲线变化比较平缓,并且整体的温度值略小于中间焊缝值。而在2/3处进行小范围取点,这时找出温度的极值,如图5所示。从图中可以看出,细长板在此焊接处的温差变化大,温度曲线变化比较陡峭,因此,造成的应力变化也比较大,故此应力可能出现在细长板的2/3处。

图4 起焊端和收尾端温度曲线
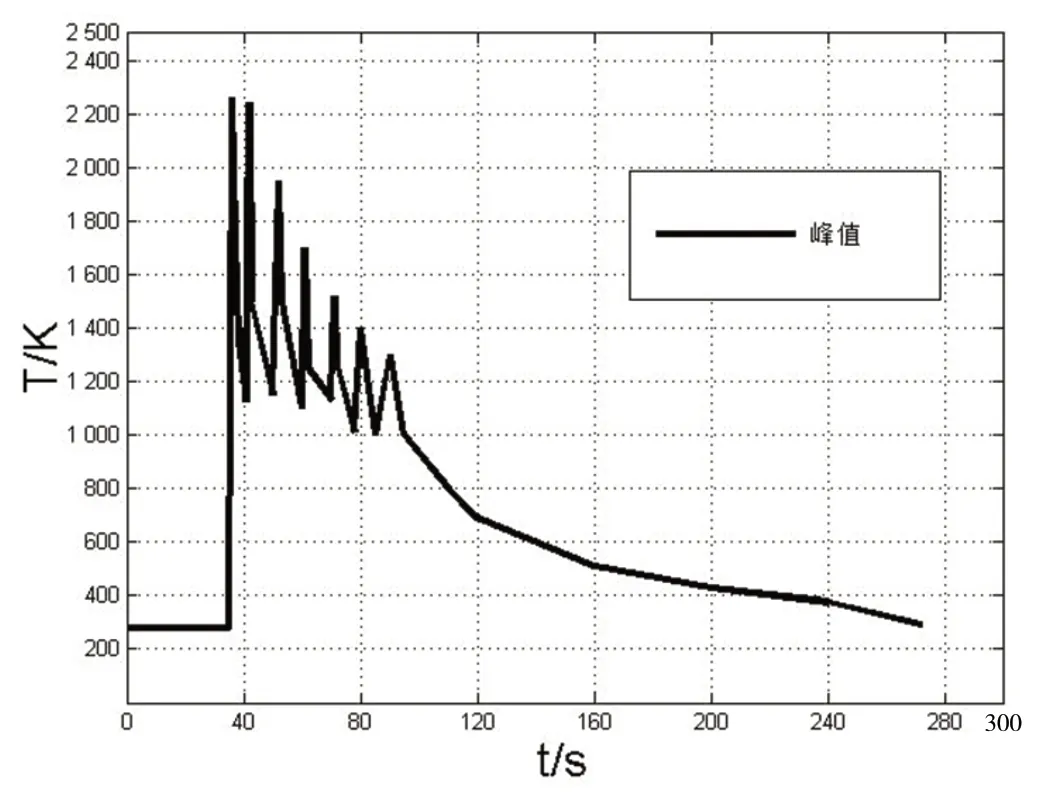
图5 极值端温度曲线
通过分析应力变化的共同点,对比图4、图5中各处温度应力的曲线变化值可以发现,在温度达到750 K~1 000 K时各处都会形成较大的温差,因此,判定这段温度范围也是金属发生塑性变形的起始条件。因此,在后续的焊接应力矫正过程中,可以根据加热焊板的熔点高低进行应力的消除。
4 细长板焊接应力矫正分析
通过有限元分析的对比验证可得,产生焊接应力的最大值在细长板的2/3处,材料发生应力变化的温度是750 K~1 000 K。因此,可以根据此参考对变形的细长板进行应力矫正。常见的矫正方式有机械矫正和火焰矫正,机械矫正主要适用于塑性和延展性较好、变形量不大、部件厚度合理的材料,对于低塑性和脆性的材料不适用。由于本实验所用的材料厚度较大,变形量很难通过机械矫正方式矫正,因此,需要进行火焰矫正。
4.1 火焰矫正的原理
金属材料有热胀冷缩的特性,当局部加热时,被加热处的材料受热而膨胀,但由于周围温度低,因此,膨胀受到限制阻碍,此时加热处金属受压缩应力[6]。火焰矫正的原理主要是金属材料受热后发生形变,金属冷却后产生的最终形变与原有的焊接形变相互抵消,从而达到矫正部件变形和保证部件几何尺寸的效果[7]。常见的火焰加热方式有点状加热、直线加热和楔形加热。通过对比性能发现,楔形加热方式主要适用于纵梁结构、支撑结构或型材等截面积相对较小的部件[8]。因此,可以采用楔形加热方式对细长板进行加热矫正。
4.2 细长板火焰矫正的步骤
火焰矫正时,考虑细长板长跨度变形的特点,需要将其夹持在不易形变的工作台上,然后进行楔形加热。具体的操作步骤为:1)连接氧-乙炔气焊设备,调节火焰至中性焰;2)采用楔形加热方式,在变形处伸长的部分(即细长板的2/3处)加热到873 K~1 073 K[9],此时钢板呈褐红色至樱红色之间[10];3)通过水冷进行强制水冷。火焰矫正的结果可以与模拟分析的结果进行对比分析,预测会出现均匀的一致性。
5 结论
1)根据细长板平覆焊操作的特点,判定随着温度变化的不均匀,造成熔池结晶的速度不一致,进而导致焊接应力的产生。由于工件温度变化的不均匀,导致熔池结晶速度的不一致,进而导致焊接应力产生。
2)利用有限元温度场应力分析,发现细长板模型在轴向长度的2/3处容易出现温度的极值点;从各处点温度应力曲线变化值中可以发现材料发生应力变化的温度是750 K~1 000 K,可以判定这段时间是材料发生焊接塑性变形的起始段。
3)根据应力矫正分析过程中火焰矫正的特点,楔形加热方式能够定点消除温度应力的极值,其火焰加热时温度约等于应力曲线分析时的值,形成相同的一致性。
4)由于有限元分析中没有考虑模型整体横向方向的温度曲线,但是考虑到实操过程中出现咬边、夹渣等焊接缺陷,这些部位的焊接应力也是影响构件形变的因素,因此,需要在后续研究中继续深入研究分析。