智能剪切生产线控制系统的研究与应用
2021-11-13刘玉兵胡建文
刘玉兵,胡建文
(天水锻压机床(集团)有限公司 国家级企业技术中心,甘肃 天水 741020)
0 引言
随着制造业智能化、信息化的广泛推行,网络化的智能数控系统已成为机床生产厂家研究与应用的关键创新和重点发展方向。在重型卡车、轨道交通、合金材料等主流的板材剪切下料领域,为减小人工成本,提高加工精度和生产效率,设备使用厂家对控制系统的自动化智能生产和网络化信息管理都提出了更高的需求。尤其是重型板材加工领域,超厚、超长高强度金属板材传统剪切下料方式因其自动化、智能化水平低下,制件精度差、效率低、污染重等诸多因素已无法满足激烈的市场竞争。因此,研发一种智能、高效的板材剪切生产线智能控制系统对该行业有着重大意义。
目前,国内现有板材剪切生产设备所使用的数控系统仅限于主机,辅助上、下料和出料等工作基本依靠人力,生产效率低,废品率较高。部分厂家采用第三方外围辅助设备,但设备之间协调性差,操作繁琐,生产效率没有显著的提升。国内剪切生产线控制系统的研发相对缺失,进口控制系统运行稳定,精度较高,但由于价格昂贵,核心技术完全封闭,系统兼容性有限,与国内的生产模式有一定的差异,未被广泛应用。所以研发满足国内生产模式的智能剪切生产线控制系统具有良好的市场前景和用户基础。
1 智能剪切线控制系统概述
基于西门子1500T 系列PLC 运动控制功能的智能剪切生产线控制系统,将桁架机器人上下料系统、智能监测系统等辅助系统完美集成到板料剪切线控制中,生产工艺流程和控制系统软件完全自主研发,功能部件的控制程序采用模块化设计,硬件功能接口和系统程序完全开放,能够满足不同用户的定制化需求,广泛适用于各类板材的剪切下料生产场景。以合金材料行业电解铜板回炉冶炼前的切条分块生产线为例介绍其功能部件布局及工艺流程。
1.1 部件功能及布局
电解铜板分条切块生产线主要由一台双工位备料车(以下称备料车)、上料桁架机器人、切条剪板机、切条剪切送了机构、条料出料输送机、分拣桁架机器人、切块剪板机、切块送料机构、条料推料、一台双工位出料车(以下称出料车)等部件组成,其结构布局如图1 所示。
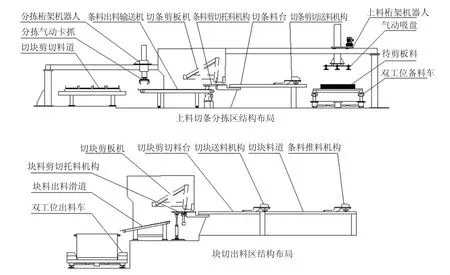
图1 电解铜板分条切块生产线结构布局图
1.2 工艺流程
电解铜板分条切块生产线工艺流程如下:
(1)备料车移动至上料工位,将待剪切铜板装入备料车,再将备料车移动至上料桁架机器人抓料工位。备料车上料工位和上料桁架机器人抓料工位均为双工位,可以在剪切线正常生产的同时在另一工位完成备料车的上料,以提高生产效率。
(2)在人机界面中输入待剪板料的长、宽、厚等板材参数及分条切块后成品板料的长和宽。原材料参数也可通过加装扫码装置或智能传感器自动检测的方式读取到系统主控制器中。
(3)系统启动后根据(2)中的待剪板料和成品参数,系统自动计算剪切压力、刀口间隙、角度、剪程等工艺参数,并选择最优的工艺流程。
(4)上料桁架机器人将待剪板料通过吸盘输送到切条料台。
(5)切条剪切送料机构根据成品宽度开始送料切条剪切,并通过出料输送机将条料输送至分拣桁架机器人抓料工位。
(6)分拣桁架机器人将切条后的条料分次抓取至切块剪切料道。
(7)切块剪切料道料慢后通过条料推料机构将条料推送至切块料台。
(8)出料车移动至接料工位。
(9)切块送料机构根据成品长度开始送料切块剪切,并将切块后的成品板料通过切块托料机构和块料出料滑道滑入出料车料斗。出料可根据用户需求选配成品码垛和废料收集智能分拣功能。
(10)依此循环,直至备料车无料或出料车料满时系统发出提示信号,根据系统提示上料或出料后继续剪切。
1.3 技术方案
智能剪切生产线控制系统以西门子1500T 系列PLC 为控制主控制器,板材剪切设备、辅助上下料桁架机器人、智能监测装置、远程运维系统等辅助设备的控制采用单独的模块化结构,功能接口完全开放,根据用户的不同生产需求灵活改变系统软硬件配置,广泛适用于单台及复杂场景的连线剪切设备。采用的PROFINET 和TCP/IP 通讯技术实现了剪板机、上下料桁架机器人等功能部件、智能传感器、远程运维系统和主控制器之间的无缝集成和网络化集中式管理。自动测量来料规格并计算加工参数和工艺路线,实现从原材料上料到成品码垛出料的全自动智能化生产,降低人工成本,提高生产效率。
2 硬件配置及功能
2.1 系统硬件组成
电解铜板分条切块生产线控制系统硬件由主控制器、HMI 人机界面、伺服驱动器、变频器、分布式I/O 系统、远程运维系统等组成,其结构框图如图2所示。

图2 电解铜板分条切块生产线控制系统结构框图
2.2 主要硬件选型及功能特点
主控制器选用西门子S7-1515T,是一款全新的工艺型CPU,无缝扩展了中高级PLC 的产品线,在标准型/安全型CPU 功能基础上,能够实现更多的运动控制功能。包含机械手、物料连续加工、包装、印刷等模块化套件工具包,根据对工艺对象数量和性能的要求,可选择不同等级的CPU 模块,适应从简单到复杂的应用。
伺服驱动单元选用西门子SINAMICS S120 驱动控制单元,内置工艺型I/O,集成了Profinet 和Profibus DP 通讯接口。S120 多轴驱动器,控制单元CU320-2 可以同时控制电源模块、6 个矢量轴或者6个伺服轴,电机模块都是独立的模块,特别适合紧凑型或模块化机器或自动化生产线的方案设计。
变频器选用SINAMICS G120 系列模块式变频器系统,其主要包含控制单元(CU)和功率模块(PM)两个功能模块。控制单元(CU)能够支持与本地或中央控制系统以及监控设备的通讯;功率模块(PM)用于驱动电机,实现精确的转速/转矩控制。
中央机架系统扩展选用SIMATIC ET 200SP 布式I/O 系统,提供了种类丰富的I/O 模块,通过PROFINET 总线将过程信号连接到主控制器,也可进行智能预处理,以减轻主控制器的负荷压力。
远程运维系统无线通讯模块选用巨控科技开发的用于PLC 远程维护和监控的通讯模块GRM530,支持局域网和全球范围内因特网监控。利用成熟的4G 无线网络(可升级5G 网络),实现PLC 系统和人机界面的远程下载、上传、监控等。
3 软件设计
该系统软件部分主要有控制系统软件和运维系统软件两部分,控制系统软件实现生产线的工艺加工程序编写、调试及数据处理,运维系统软件实现设备状态信息的远程监控和数据采集。
3.1 控制系统
控制系统编程软件TIA Portal V16 是一款全新的全集成自动化软件,可在同一开发环境中组态可编程控制器、人机界面和驱动装置。通过标准运动控制指令PLCopen 实现运动控制功能,通过轴控制面板及全面的在线和诊断功能可轻松完成驱动装置的调试和优化工作。
该系统控制中各功能部件子程序采用模块化结构,便于不同用户生产需求的功能扩展,其控制系统程序结构框图如图3 所示。

图3 控制系统程序结构框图
控制系统启动后,主控制器根据人机界面输入的原材料和成品板料参数,自动计算加工参数并合理匹配工艺流程,调用相应的子程序,通过PROFINET 总线将控制指令发送给各执行器,由执行器驱动被控对象,并通过检测装置将被控对象的当前状态反馈至主控制器中,使整个系统形成一个完整的闭环控制系统,从而实现各被控对象的精准控制和动作协调。
该控制系统中,主控制器为S7-1515T,实现整线所有功能部件的统一控制和动作协调,并实现与远程运维系统及用户管理系统的数据交换、信息采集等。ET 200SP 布式I/O 系统为子控制器,实现单个功能部件动作的控制和检测传感器的信号采集。执行器有S120 伺服驱动单元、G120 变频器、电磁阀等,用于机械运动部件驱动。反馈装置有检测开关、压力传感器、位置传感器等。
3.2 运维系统
远程运维系统利用成熟的4G 无线网络(可升级5G 网络),通过无线通讯模块支持局域网和全球范围内因特网监控。实现PLC 系统和人机界面的远程下载、上传、监控等远程故障诊断和预警功能,可以随时了解设备运行状态,实现设备远程运维,有效保障设备稳定运行的同时最大限度缩短故障时间。所用的软件主要有:
(1)远程通讯软件GVCOM3,通过4G 无线网络远程连接控制系统,实现控制器PLC 程序、人机界面、运动控制器等的远程下载、调试。
(2)设备状态监控软件GRM Web Gui,可通过该软件自行开发APP,实现设备运行流程图,动画,历史数据,地图,视频等远程监控功能。
(3)通讯模块配置软件GRMDEV5,用于创建运维系统变量,通过变量映射控制系统中主控制器寄存器的值,实现设备状态的远程监控、故障诊断及预警。
4 系统功能特点
智能剪切生产控制系统是新一代信息技术与制造装备融合集成创新和工程应用的产物,是高端装备制造业的重点发展方向和信息化与工业化深度融合的重要体现。其功能特点主要体现在以下几个方面:
(1)应用智能传感器检测技术,自动测量板料规格并计算主机剪切角度、行程,刀片间隙,系统压力、速度等工艺参数,智能匹配全线工艺参数进行板料加工。
(2)采用的PROFINET 和TCP/IP 通讯技术将剪切设备、上料机构、智能分拣机构、码垛出料等各部件控制系统无缝集成,实现部件之间协同运动,并根据用户不同需求灵活扩展。
(3)强大的网络功能实现了设备的远程故障诊断和预警提示,可以随时了解设备运行状态,实现设备远程运维,有效保障设备稳定运行的同时最大限度缩短故障时间。
(4)主机采用伺服泵液压控制控系统,根据板料规格和工艺动作自动计算系统压力和工作速度,可节省电能约50%~60%。
(5)设备使用该控制系统后,操作人员可减少3~4 人,生产效率提高5~8 倍,工件废品率减小80%,为用户节省大量的生产成本。
5 结语
智能剪切生产线控制系统因其独特的开放性、兼容性和灵活性,广泛适用于单台及复杂场景的连线剪切设备。能够有效解决金属板材加工领域内传统剪切下料方式自动化、智能化水平低下,制件精度差,效率低,污染重等诸多不利因素。远程运维系统的故障诊断和预警功能,更是保障设备稳定运行和最大限度缩短故障时间的有效手段。
随着“中国制造2025”的广泛推进,坚持创新驱动、智能转型、强化基础、绿色发展,加快从制造业大国转向制造强国的转型,设备使用厂家对控制系统的自动化智能生产和网络化信息管理都提出了更高的需求。
所以,智能剪切生产线控制系统不仅具有良好的市场前景和用户基础,更是行业未来的发展方向。
