钢结构生产工艺参数估算法的生产周期估算
2021-11-11陈业鹏刘开霞娄焕英师帅军
鹿 宁,陈业鹏,刘开霞,娄焕英,师帅军
(山东高速莱钢绿建发展有限公司,山东 济南250107)
1 前 言
当前,我国的钢结构行业呈现出“大行业、小企业”的特征,行业的高速发展催生了各种规模、数以万计的钢结构企业,使钢结构行业竞争加剧。钢结构生产企业要更好的发展,不仅要做好成本管理、人力资源管理,更需要提高客户履约能力。钢结构企业为满足客户履约,需要编制准确的生产计划,生产周期是编制生产计划的重要依据。重点采用工艺参数估算法推算的钢结构制作周期,从而编制更准确的生产计划服务于顾客。
2 工艺参数估算法的特点
目前,多数钢结构生产企业是按照工序人均当量计算生产周期编制生产计划。所谓工序人均当量是指在工序中单个作业人员在规定的时间内完成的工作量,生产周期是以每个工序的投入人数与工序人均当量、时间相乘得出的工序生产周期,以此类推,分别计算后进行相加得出了总生产周期。看似合理的生产周期其实是经验值数据,过于粗略,缺少科学有效数据的支撑,最终会导致编制的生产计划与实际加工进度偏差加大。
工艺参数估算法是针对产品本身的技术规格通过设备参数和技术工人操作单位效率统计优化,建立关联关系。只要获取了已知在产品的技术规格,通过调整设备参数和技术工人单位效率,便可得到所需产品的工艺参数。工艺参数估算法的优势:一是数据直观,根据产品本身的技术规格和设备参数建立了关联关系,只要输入参数即可得到需要的时间;二是过程可分析改善,通过数据分析,可以显现工序的瓶颈,直接针对问题解决问题。
3 各工序工艺参数估算数据库的建立
以某市轨道交通R2线二标段劲性十字钢柱的生产为背景,展示钢结构生产中工艺参数估算数据库建立。该项目共有劲性十字钢柱129件,规格为1 000×1 000×400×400×40×40,单件重量18 t,总重2 322 t。
3.1 绘制劲性十字钢柱的工艺流程图
劲性十字钢柱的生产共需要7 个工序,分别为:(1)零件切割下料工序,完成劲性十字钢柱零部件火焰切割工作。(2)焊接H、T型钢组立工序,完成焊接H、T 型钢的组立成型。(3)焊接H、T 型钢埋弧焊焊接工序,完成焊接H、T型钢主焊缝的埋弧焊接和矫正。(4)十字型钢组立工序,把完成的焊接H、T型钢按照图纸组立成为十字型钢。(5)十字型钢焊接工序,完成十字型钢焊缝的焊接。(6)装配工序,按照图纸装配柱底板、牛腿、筋板、吊耳板等零件,钢柱成形。(7)手工焊接工序,主要工作是完成所有钢柱与之零部件的焊接作业。
3.2 确定零件切割下料工艺参数数据
分析零件切割下料工序的工艺参数,主要由原料板的厚度、零件的数量、切割缝的长度、火焰割嘴的选用、切割气体的压力等因素影响。零件分类为翼腹板零件切割和附属零件切割,宜使用两台数控火焰切割设备,数控火焰切割机A 完成翼板、腹板零件切割,数控火焰切割机B完成附属零件切割。
3.2.1 数控火焰切割机A
根据翼板、腹板零件的厚度、长度、数量等信息选取合适的火焰切割割嘴,见表1。要切割的零件板厚为40 mm,零件宽度分别为400、440、920 mm,切割的长度为14 960 mm,宜选用表1 中的2#割嘴,切割速度为380 mm/min。由于原材料板幅原因应分成两次下料,求得火焰切割机A工作时间共需要1.317 h。切割氧气压力0.7~0.8 MPa,预热氧气压力0.3~0.4 MPa。氧气纯度>99.5%。。
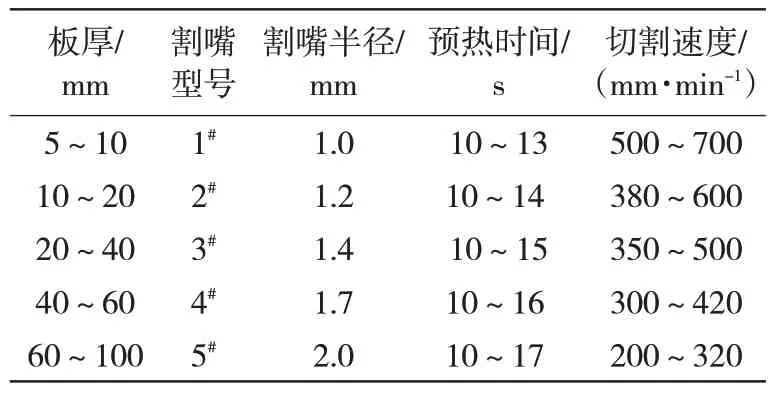
表1 割嘴性能参数
3.2.2 数控火焰切割机B
数控火焰切割机B,选用3#割嘴。附属零件共有两种板厚为30 mm、40 mm,切割速度根据板厚分别设置。当板厚30 mm 时,速度设置380 mm/min;当板厚40 mm 时,速度设置400 mm/min,求得火焰切割机B工作时间共需要2.683 h。
3.3 确定H、T型钢组立工艺参数数据
H、T型钢组立工序分两项主要工作,一是H、T型的腹板坡口切割,二是组立H、T型钢。坡口切割的工艺参数的设置和工序1 零件切割下料工艺参数相同,求得时间为1.425 h。组立H、T 型钢,根据组立机工作参数表,设置为600 mm/min,求得时间为1.662 h。两项工作时间之和为3.087 h。
3.4 确定H、T型钢埋弧焊焊接工艺参数数据
焊接H、T型钢在埋弧焊焊接工序分3项工作:手工焊打底焊接;埋弧焊焊接;型钢的矫正。H、T型钢的手工焊打底焊接速度300 mm/min,H、T 型钢的焊缝长度为14 960 mm,套入焊接速度和清根速度,打底焊接和清根需要7.32 h;埋弧焊焊接速度是380 mm/min,H、T型钢各4条焊缝,根据板厚每条焊缝需要焊接2 次,H、T 型钢的焊缝长度为14 960 mm,套入焊接速度H、T 型钢的埋弧焊焊接共需要5.24 h(焊接H型钢与焊接T型钢使用两台设备同步进行);H、T型钢的矫正用时2.5 h。三项工作时间相加得出焊接H T 型钢埋弧焊焊接总时间15.06 h。
3.5 建立十字型钢组立工艺参数数据库
在这个工序主要有T型腹板坡口切割、柱底坡口切割、十字型钢装配。T 型腹板坡口切割、柱底坡口切割采用半自动火焰切割机。T 型腹板坡口切割用时0.71 h,柱底坡口切割分成了翼板坡口切割和腹板坡口切割共用时0.17 h。十字型钢组立用时1.25 h。十字型钢组立工序累计用时2.134 h。
3.6 确定十字型钢焊接工艺参数数据
十字型钢焊接有两项工作,一是十字型钢焊缝的手工焊打底焊接,二是十字型钢的埋弧焊焊接。手工焊打底焊接速度为300 mm/min,十字型钢的焊缝长度为14 960 mm,套入焊接速度和清根速度,十字型钢的打底焊接和清根共需要3.66 h;埋弧焊焊接速度为 380 m/min 和 400 mm/min,第 1、2 道焊缝焊接效率380 m/min,第3~6 道焊缝焊接效率400 m/min,十字型钢共2条焊缝,焊缝长度为14 960 m,套入焊接速度十字型钢的埋弧焊焊接共需要7.61 h。十字型钢焊接工序累计用时为11.27 h。
3.7 确定装配工艺参数数据
装配工序是手工作业,只能对以往的类似工作进行经验总结分析。装配工序共分为装配柱底板、节点部位筋板、牛腿、吊耳和穿筋孔钻孔。根据调查分析,装配工序累计用时4.3 h。
3.8 确定手工焊接工艺参数数据
在手工焊接工序中,主要采用了半自动二氧化碳气体保护焊焊接,由于被焊板厚不同和焊接的道数不同,所以焊接效率也不同,综合计算手工焊接工序累计用时为8.77 h。
3.9 确定单件劲性十字钢柱生产时间
对7 个工序的工艺时间收集整理,汇总一件劲性十字钢柱生产时间,统计情况见表2。生产一件钢柱共需要48.62 h,按照每日8 h 工作制,需要6.08 d。

表2 单件劲性十字钢柱生产时间统计
HT 型钢埋弧焊焊接工序占总时间的30.97%,十字型钢焊接工序占总时间的23.18%,手工焊接工序占总时18.04%,3 个工序累计占比为72.19%,是关键工序,可以按照TOC理论方法改进提效。
4 批量生产周期测算
按照惯用的生产移动方式,即顺序移动方式、平行移动方式和平行顺序移动方式。已知本批次劲性十字钢柱129件,按照一条生产线8 h/d工作制分别计算3种移动方式的时间。
通过计算得出:加工本批采用顺序移动方式,加工周期为783.95 d,效率低。加工本批采用平行顺序移动方式,加工周期为581.76 d,效率一般。加工本批采用平行移动方式,加工周期为246.98 d,效率高,前道工序的零部件应立即转后道工序生产。客户要求本批劲性十字钢柱90 d 加工完成,所以采用平行移动方式,同时增开3条生产线,则完成量将会提高至28.21 t/d,82 d能完成所有工作量。
5 结 语
劲性十字钢柱的通过工艺参数估算7 个工序的加工时间,测得单件劲性十字钢柱的加工时间,采取批量生产周期计算方法估算该项目所有劲性钢柱加工完成所需时间。工艺参数估算法可广泛的应用在工业建筑门式钢架、民用建筑钢结构框架以及公共建筑屋面网架、桁架钢结构的生产周期计算,同时也能够围绕周期要求投入合理的人员和设施,以保证企业的成本管理更科学。
