悬臂埋弧焊及自动跟踪系统设计
2021-11-10刘东伟
刘东伟
摘要:本文分析了目前我司箱型柱焊接现状,焊接设备工作原理,设计改造思路及方法,机械传动选型、控制系统选型及自动跟踪控制系统的编程,系统接线及调试。
关键词:箱型、焊接设备、自动跟踪系统
一、前言
2018年初我司因为有一大批钢结构箱型柱需要加工,在焊接工序公司现有的设备无法满足箱型柱焊接需求,如果采用外协加工,会产生较高的外协成本,如果重新采购设备,则要从申报项目审批、设备招标采购、到安装调试投入使至少需要4-5个月时间,根本无法满足工程要货期。在这样的背景下,我专门根据箱型柱加工类型范围设计了一台悬臂埋弧焊,时间周期只需要30天,经过计划和评估完全能够满足工程交货期。
二、设计思路
1、设计思路;由于该批箱型柱截面大多在600-800mm范围内,而且板厚都在14-16mm左右,因此设备可以按加工要求定制,可大大节省设备占地面积,焊接电源采用2台ZX-1250A小车埋弧焊进行改造,省去焊接电源采购成本,电气控制部分采用PLC+变频器,因该部分可以在任何电气市场采购到,所以没有货期限制。设备机身由工厂的余料方钢及钢板等制作,大大节省了设备开发设计及制作时间和成本。在焊接时由于轨道误差,以及放置的箱型柱与设备机身不可能完全平行,设计一套焊缝自动跟踪系统能够解决该问题,并能提高工作效率。
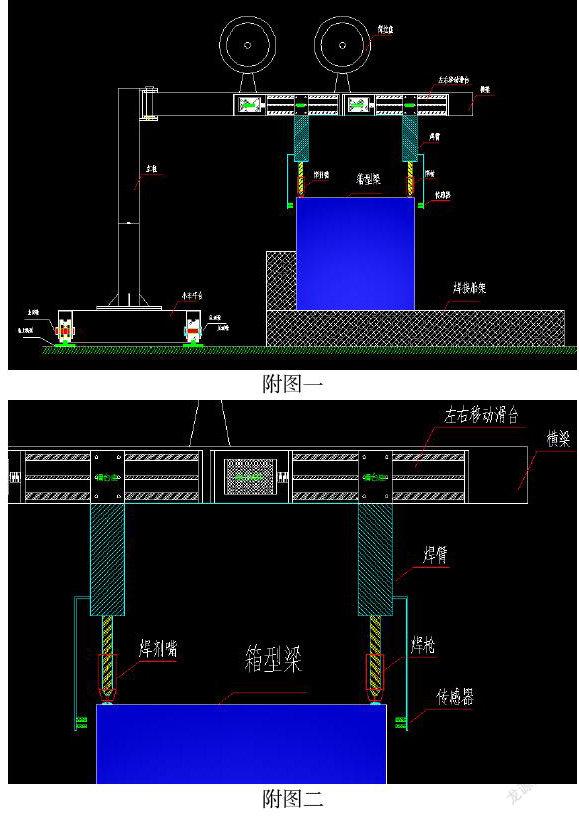
2、机架设计;根据需要焊接的箱型柱设计主机架,主机架由小车平台及立柱和横梁组成,小车平台由2只主动轮2只从动轮及驱动减速机和电机组成,小车平台具有支撑焊臂及放置焊接电源的功能,是整个设备的行走机构。横梁具有固定左右移动滑台、焊臂焊枪、焊丝盘等功能(见附图1)。
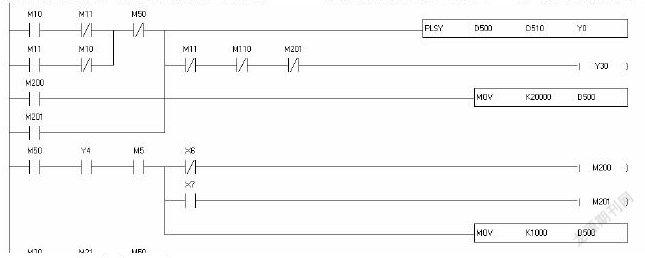
3、电气控制;采用PLC触摸屏一体机,为减少变频器控制线路以及方便调节和显示速度,PLC和变频器之間采用模拟量控制,同时也减少了控制面板上的实体开关按钮,在触摸屏上实现焊接和空行速度的切换与调节。自动跟踪系统采用2只接近开关作为焊接焊缝的检测,两个接近开关之间距离相差1cm,与箱型柱之间相差5cm这样在焊接时焊丝始终在焊缝的合适位置,达到跟踪目的(见附图二)。
4、轨道设计;轨道采用φ20圆钢焊接在宽150mm厚12mm的钢板上,钢板固定在地面,并且安装时调整好轨道中心距。
5、部件选型;焊接电源采用工厂现有的半自动埋弧焊机,型号为ZX-1250,为节省空间及投入成本,控制部分选用PLC触摸屏一体机1台型号MC24MR-12MT-500-ES-B,变频器1台CDI-EM60 0.75KW ,驱动电机减速机2套RV050-100-63B5,焊臂移动采用重型双线轨滚珠丝杆直线导轨滑台2套,含步进电机及驱动器,小车行走主动及从动轮,根据轨道而设计加工而成,轮槽φ22mm,轮外径为150mm。
6、程序设计;6.1、小车行走程序设计思路,因为采用变频器开环控制,不需要反馈信号,为提高系统控制可靠性及简化电路,变频器采用模拟量控制,PLC一体机的AD端接电位器,将电位器的模拟量输入到PLC进行数模转换一路信号用DA端输出供变频器模拟信号输入控制焊接行走速度,一路信号在PLC内部经过转换将输入电压信号转换为数据显示,由触摸屏显示行走速度。小车空车行走时速度由触摸屏设定预置,在PLC内用到传送指令。6.2、焊臂移动及焊缝自动跟踪;左右两边焊臂的移动在手动时由PLC外部输入两组左移右移信号,由PLC输出指令分别驱动两台步进电机驱动器,在焊接时焊缝的自动跟踪由焊臂上安装的传感器完成,每个焊臂安装2个传感器进行检测,第一个检测焊缝的位置兼做限位,第二个检测焊枪的偏移量,当焊枪偏离焊缝时PLC马上输出指令,步进驱动器开始矫正动作,使焊缝始终保持1mm误差范围内。(附图3自动跟踪程序)。
三、安装与调试
1、按照设计图制作焊接小车,焊接电源放置在焊接小车两端,焊臂分别安装在左右移动滑台上,确认控制线路无误后即可上电,理论上上电基本可按设计程序执行。
2、启动焊接小车空走,空走速度在触摸屏上预置,确保预置范围能达到空行要求,再转换到焊接模式,由控制面板上的速度电位器调节速度,确保焊接过程速度符合焊接要求。
3、调试自动跟踪系统,在焊接区域放置一条箱型柱,将焊臂手动移动靠近箱型柱直至限位,手动调整焊枪使焊枪中心对准焊接部位,调节第二个传感器,确保检测距离比第一个大1mm,理论上1mm是最理想状态,但由于机械振动误差建议调节为2mm,按下焊接启动按钮,小车开始按焊接速度行走,焊臂开始根据箱型柱的偏移量进行纠偏,观察纠偏过程焊枪的移动情况,如果太慢不能及时的进行纠偏,如果太快会导致焊缝有轻微咬边现象,此时需要在触摸屏上设置纠偏时步进电机的脉冲频率,设置完成后模拟运行2-3次循环,没有异常后即可正常投入使用。
参考文献
[1] 彭亚楠, 张武, 谢映,等. 触摸屏PLC一体机在太阳能热水控制系统中的应用, 机电技术, 2015(03):65-67.
[2]曹丽婷, 田景文, 聂雪媛. 焊接机器人焊缝自动跟踪系统[J]. 微计算机信息, 2006, 22(03S):77-79.
